(Л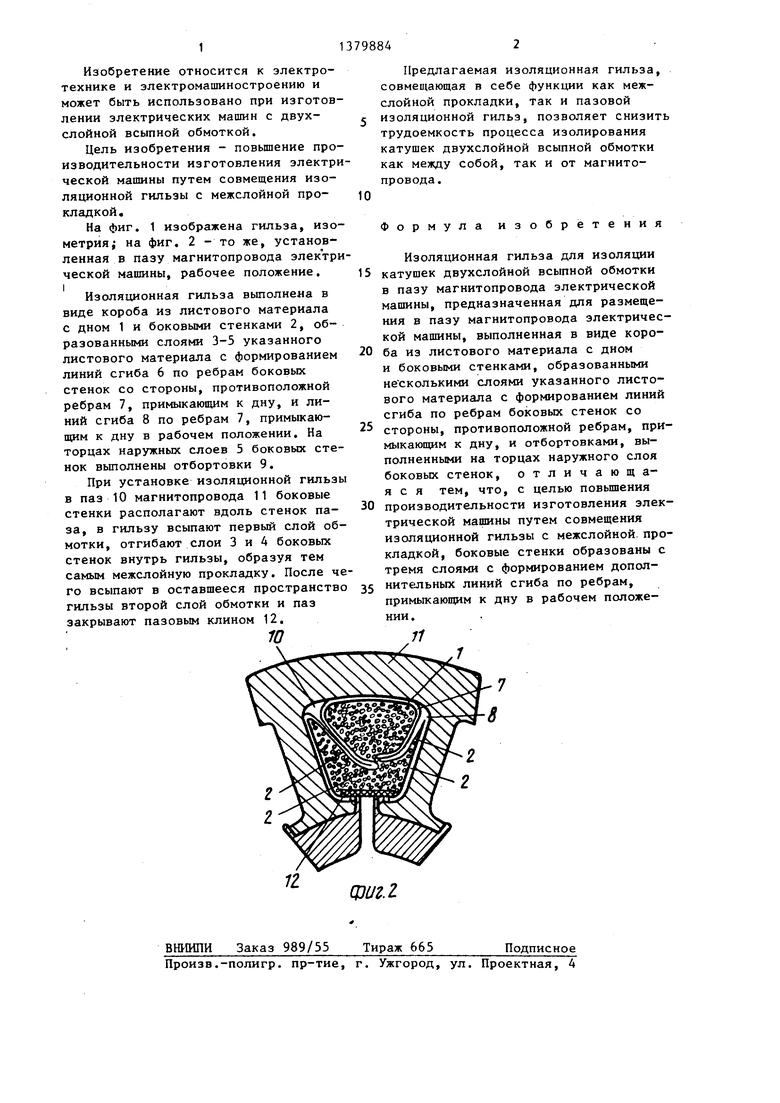
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электрических машин | 1982 |
|
SU1072190A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЗОВЫХ ИЗОЛЯЦИОННЫХ ГИЛЬЗ | 1992 |
|
RU2037252C1 |
| Способ изолирования пазов сердечников статоров электрических машин с всыпными распределенными обмотками | 1982 |
|
SU1129703A1 |
| Способ изготовления пазовой изоляционной гильзы | 1982 |
|
SU1035736A1 |
| Изоляция паза статора электрической машины | 2020 |
|
RU2754498C1 |
| Устройство для манжетообразования пазовой изоляции статоров электрических машин | 1990 |
|
SU1791916A1 |
| Устройство для изолирования пазовМАгНиТОпРОВОдОВ элЕКТРичЕСКиХ МАшиН | 1978 |
|
SU822311A1 |
| Устройство для укладки всыпной обмотки в пазы статора электрической машины | 1987 |
|
SU1517100A2 |
| Способ укладки всыпной обмотки в пазы магнитопровода электрической машины | 1985 |
|
SU1312691A1 |
| СТАТОР ШКИЛЬКО ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1989 |
|
RU2025864C1 |
Изобретение относится к электротехнике, в частности к электромашиностроению. Цель изобретения - повышение производительности изготовления электрической машины путем совмещения изоляционной гильзы с меж- слойной прокладкой. Изоляционная гильза выполнена в виде короба из листового материала с дном 1 и боковыми стенками 2, образованными слоями 3-5 указанного материала с формированием линий сгиба 6 по ребрам боковых стенок со стороны, противоположной ребрам 7, примыкающим к дну, и линий сгиба 8 по ребрам 7, примы кающим к дну в рабочем положении. На торцах наружных слоев 5 боковых стенок выполнены отбортовки 9. 2 ил.
Фиг.
Изобретение относится к электротехнике и электромашиностроению и может быть использовано при изготовлении электрических машин с двухслойной всыпной обмоткой.
Цель изобретения - повьппение производительности изготовления электрической машины путем совмещения изоляционной гильзы с межслойной прокладкой.
На фиг. 1 изображена гильза, изо- метрия; на фиг. 2 - то же, установленная в пазу магнитопровода электрической машины, рабочее положение. I
Изоляционная гильза выполнена в
виде короба из листового материала с дном 1 и боковыми стенками 2, образованными слоями 3-5 указанного листового материала с формированием линий сгиба 6 по ребрам боковых стенок со стороны, противоположной ребрам 7, примыкающим к дну, и линий сгиба 8 по ребрам 7, примыкающим к дну в рабочем положении. На торцах наружных слоев 5 боковых стенок выполнены отбортовки 9.
При установке изоляционной гильзы в паз 10 магнитопровода 11 боковые стенки располагают вдоль стенок паза, в гильзу всыпают первый слой обмотки, отгибают слои 3 и 4 боковых стенок внутрь гильзы, образуя тем самым межслойную прокладку. После чего всыпают в оставшееся пространство гильзы второй слой обмотки и паз закрывают пазовым клином 12.
Предлагаемая изоляционная гильза, совмеп1ающая в себе функции как межслойной прокладки, так и пазовой изоляционной гильз, позволяет снизить трудоемкость процесса изолирования катушек двухслойной всыпной обмотки как между собой, так и от магнитопровода.
Формула изобретения
Изоляционная гильза для изоляции
катушек двухслойной всыпной обмотки в пазу магнитопровода электрической машины, предназначенная для размещения в пазу магнитопровода электрической машины, выполненная в виде короба из листового материала с дном и боковыми стенками, образованнь1ми не сколькими слоями указанного листового материала с формированием линий сгиба по ребрам боковых стенок со
стороны, противоположной ребрам, примыкающим к дну, и отбортовками, выполненными на торцах наружного слоя боковых стенок, отличающаяся тем, что, с целью повьш1ения
производительности изготовления электрической машины путем совмещения изоляционной гильзы с межслойной. прокладкой, боковые стенки образованы с тремя слоями с формированием дополнительных линий сгиба по ребрам, примыкающим к дну в рабочем положении.
//
1
Фиг.2
| Способ изготовления электрических машин | 1982 |
|
SU1072190A1 |
