Изобретение относится к электротехнике, а более конкретно к способу изолирования пазов сердечников электрических машин с распределенной всыпной обмоткой.5
В электрических машинах обмотка олжн изолироваться от сердечника татора. Для этой цели служит изоляионное покрытие провода, а также золяция пазов статоров.10
Известен способ изолирования азов сердечников статоров электри-г ческих машин с распределенной всьшной обмоткой коробами с отогнутыми и выступающими за торец сердеч- tS ника манжетами. Величина выступания короба определяется исходя из усло ВИЯ обеспечения разрядного промежутка, исключающего электрический пробой с обмотки на неизолированный 20 торец сердечника по поверхности манжеты, и колеблется в различных типах электродвигателей с распределенными всьшными обмотками от 3,5 до8,.
Недостатком данного способа явля- 25 ется то, что выступание пазовой изоляции за торец сердечника влечет за собой увеличение расхода обмоточного провода из-за наличия прямых участков лобовых частей„обмотки. 30
Наиболее близким к изобретению по технической сущности и достигаемому эффету является способ изолирования пазов сердечников статоров, при котором прямоугольную заготовку 35 формуют по конфигурации паза, ус- . танавливают ее в паз, нагревают и развальцовывают выступающие части заготовки по торцу сердечника и
иксируют в отогнутом положении . ,jQ
Недостатком данного способа является то, что применительно к электрическим машинам с распределенной всыпной обмоткой уровень пробивного напряжения пазовой изоля- 45 ции в 1,5-2,0 раза снижается по сравнению с коробом с манжетами, что резко ухудшает качество и надежность электрической машиной
В процессе развальцевания выступакицая из паза часть заготовки короба на криволинейном участке в месте перехода от дна паза к его стенкам подвергается действию значительных усилий, так как производится не . отгиб на 90, а также растяжение кромки по дуге, В силу концентрации напряженности электрического поля
на этом криволинейном участке контура паза пробой изоляции за счет электрического перекрытия с обмотки на торец сердечника по поверхности развальцованного торца короба (венчика) происходит именно в этой зоне, т.е. уменьшение ширины венчика в криволинейной зоне обусловливает снижение электрической прочности пазовой изоляции.
Цель изобретения - повышение электрической прочности пазовой изоляции.
Указанная цель достигается тем, что при осуществлении способа изолирования пазов сердечников статоров электрических машин с всыпными распредленньми обмотками, при котором формуют конфигурации паза заготовку пазового короба, устанавливают ее в паз, нагревают и развальцовывают выступающие части заготовки по торцу сердечника с последующей их фиксацией, используют заготовку со срезанными углами, расстояние между которыми вдоль кромок заготовки по длине превьшает длину сердечника на две толщины зубца в зоне прямолинейной части стенки паза, а по ширине - превышает ширину дна паза и меньше полной ширины заготовки на величину от одной до двух пятых этой ширины, и, кроме того, используют заготовку с U-образными вырезами на торцах по продольной оси симметрии шириной, равной ширине дна паза, и глубиной от трех до четырех пятых толщины, зубца сердечника.
Использование такой заготовки обеспечивает получение венчика увеличенной ширины на криволинейных участках паза в месте перехода от стенок паза к его дну. Конкретные значения этой ширины определяются параметрами электрической машины (соотношением размеров паза, необходимым уровнем пробивного напряжения и т.д.).
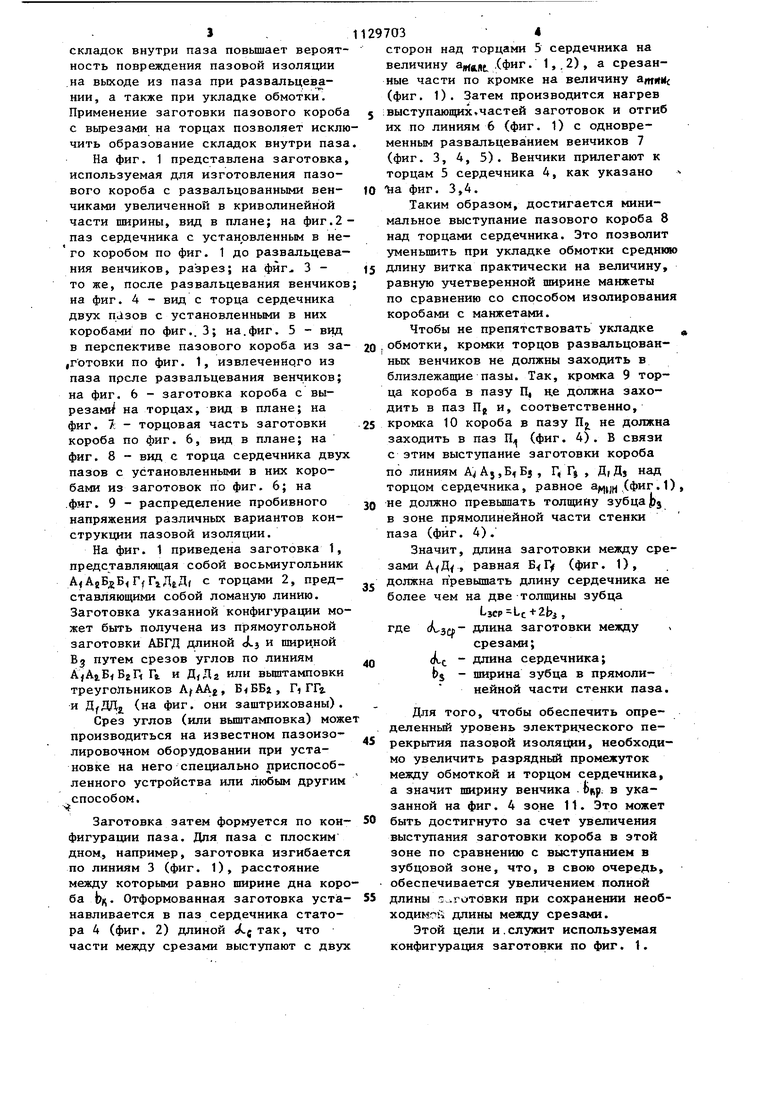
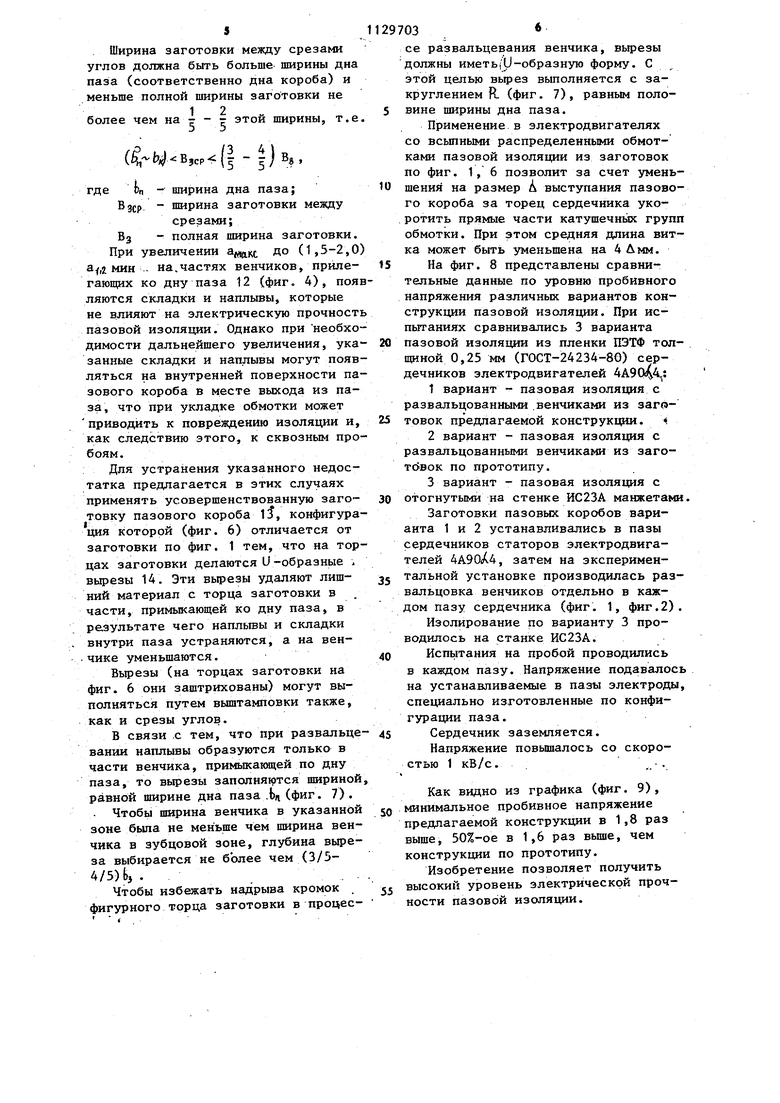
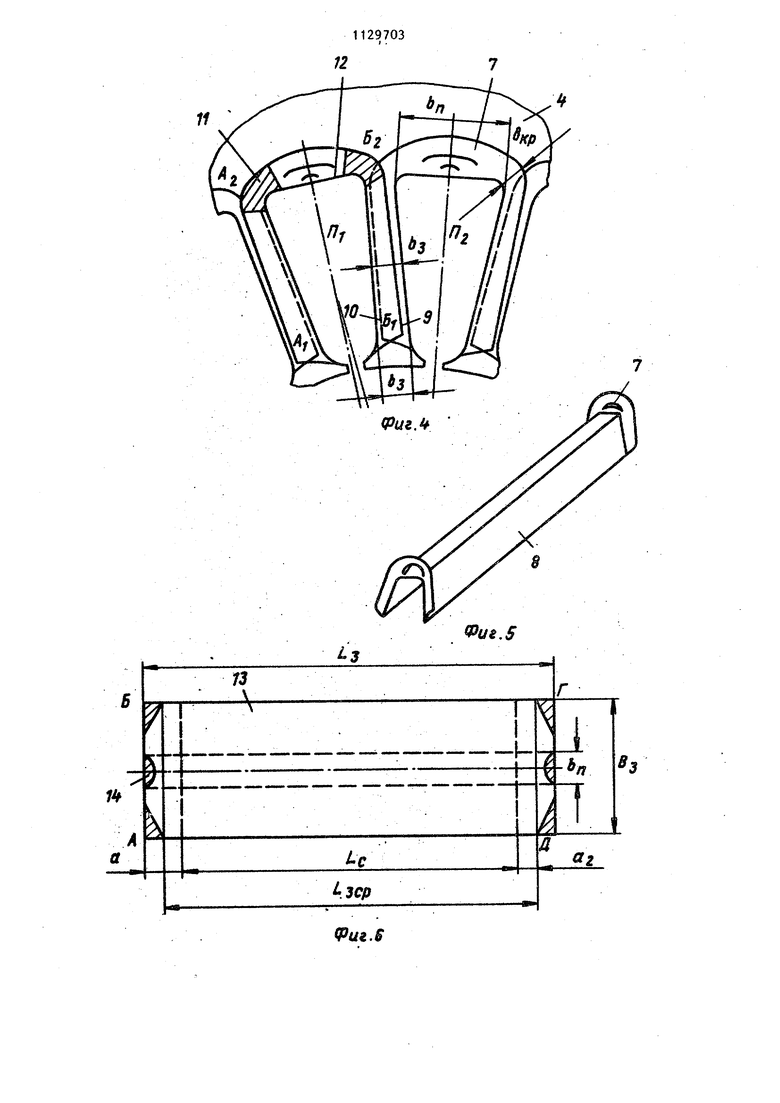
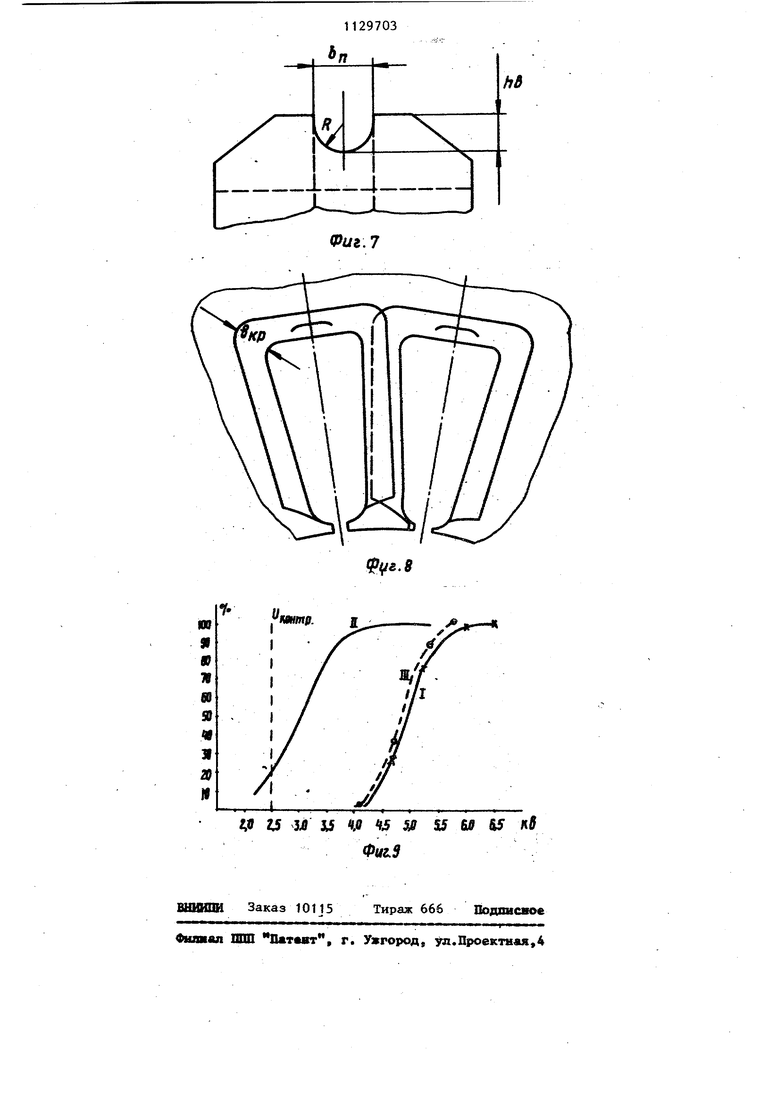
Так как в отдельных случаях, обуловленных необходимостью увеличения электрического перекрытия по торцу венчика, выступание заготовки в части, примыкакщей ко дну паза, больше выступания в зубцовой зоне более че в 2 раза, то в таких условиях при развальцевании могут возникнуть на венчике, а также внутри паза складки и наплывы. Наличие наплывов и складок внутри паза повышает вероят ность повреждения пазовой изоляции на выходе из паза при развальцевании, а также при укладке обмотки. Применение заготовки пазового короб с вырезами на торцах позволяет исклю чить образование складок внутри паза На фиг. 1 представлена заготовка используемая для изготовления пазового короба с развальцованными венчиками увеличенной в криволинейной части ширины, вид в плане; на фиг.2 паз сердечника с установленным в него коробом по фиг. 1 до развальцева- ния венчиков, разрез; на фйг 3 то же, после развальцевания венчиков на фиг. 4 - вид с торца сердечника двух пазов с установленными в них коробами по фиг.. 3; на.фиг. 5 - вид в перспективе пазового короба из за,готовки по фиг. 1, извлеченного из паза прсле развальцевания венчиков; на фиг. 6 - заготовка короба с выpQsavai на торцах, вид в плане; на фиг. 7: - торцовая часть заготовки короба по фиг. 6, вид в плане; на фиг. 8 - вид с торца сердечника двух пазов с установленными в них коробами из заготовок по фиг. 6; на .фиг. 9 - распределение пробивного напряжения различных вариантов конструкции пазовой изоляции. На фиг. 1 приведена заготовка 1, представлякяцая собой восьмиугольник А Ff ) с торцами 2, представляющими собой ломаную линию. Заготовка указанной конфигурации может быть получена из прямоугольной заготовки АБГД длиной з « шири.ной БЗ путем срезов углов по линиям AjAtBiBa Г, и или выштамповки треугольников , , Г ГГг. и ДfДЛ2. (н фиг. они заштрихованы). Срез углов (или выштамповка) може производиться на известном пазоизолировочном оборудовании при установке на него специально приспособленного устройства или любым другим способом. Заготовка затем формуется по конфигурации паза. Для паза с плоским дном, например, заготовка изгибается по линиям 3 (фиг. 1), расстояние между которыми равно ширине дна коро ба Ц. Отформованная заготовка устанавливается в паз сердечника статора 4 (фиг. 2) длиной A.j так, что части между срезами выступают с двух 7034 сторон над торцами 5 сердечника на величину airtdBj Хфиг. 1, , 2) , а срезанные части по кромке на величину (фиг. 1). Затем производится нагрев :выступсиощих частей заготовок и отгиб их по линиям 6 (фиг. 1) с одновременным развальцева нием венчиков 7 (фиг. 3, 4, 5). Венчики прилегают к торцам 5 сердечника 4, как указано фиг. 3,4. Таким образом, достигается минимальное выступание пазового короба 8 над торцами сердечника. Это позволит уменьшить при укладке обмотки среднюю длину витка практически на величину, равную учетверенной ширине манжеты по сравнению со способом изолирования коробами с манжетами. Чтобы не препятствовать укладке обмотки, кромки торцов развальцованных венчиков не должны заходить в близлежащие пазы. Так, кромка 9 торца короба в пазу П, не должна заходить в паз Ilg и, соотйетственно, кромка 10 короба в пазу П не должна заходить в паз Щ (фиг. 4). В связи с этим выступание заготовки короба по линиям ,, Г,Tj , Д,Д5 над торцом сердечника, равное а,) (фиг. 1) , не должно превышать толщину зубца j)j в зоне прямолинейной части стенки паза (фиг. 4). Значит, длина заготовки между срезами АуД , равная (фиг. 1), должна превышать длину сердечника не более чем на две толщины зубца + Zbj, где ( длина заготовки между срезами; с длина сердечника; bs ширина зубца в прямолинейной части стенки паза. Для того, чтобы обеспечить определенный уровень электрического пе- рекрытия пазоэой изоляции, необходимо увеличить разрядный промежуток между обмоткой н торцом сердечника, а значит шнрнну венчика . в указанной на фнг. 4 зоне 11. Это может быть достигнуто за счет увеличения выступания заготовки короба в этой зоне по сравнению с выступанием в зубцовой зоне, что, в свою очередь, обеспечивается увеличением псшной длины 3 готовки при сохранении необходимой длины между срезами. Этой цели и.служнт используемая конфигурация заготовки по фнг. 1. 5 Ширина заготовки между срезами углов должна быть больше ширины дна паза (соответственно дна короба) и меньше полной ширины заготовки не 1 2 более чем на - - г этой ширины, т.е (,сР(|-|)в,, где Ь(, - ширина дна паза; ВЗСР. ширина заготовки между срезами; БЗ - полная ширина заготовки. При увеличении а, Д° (1,5-2,0 а,г мин - на.частях венчиков, прилегающих ко дну паза 12 (фиг. 4), поя ляются складки и наплывы, которые не влияют на электрическую прочност пазовой изоляции. Однако при необхо димости дальнейшего увеличения, ука занные складки и наплывы могут появ ляться на внутренней поверхности па зового короба в месте выхода из паза, что при укладке обмотки может приводить к повреждению изоляции и, как следствию этого, к сквозным про боям. Для устранения указанного недостатка предлагается в этих случаях применять усовершенствованную заготовку пазового короба i, конфигура ция которой (фиг. 6) отличается от заготовки по фиг. 1 тем, что на тор цах заготовки делаются и-образные . вырезы 14. Эти вырезы удаляют лишний материал с торца заготовки в части, примыкающей ко дну паза, в результате чего напльгеы и складки внутри паза устраняются, а на венчике уменьшаются. Вырезы (на торцах заготовки на фиг. 6 они заштрихованы) могут выполняться путем выштамповки также, как и срезы углов. В связи с тем, что при развальце вании наплывы образуются только в части венчика, примыкающей по дну паза, то вырезы заполняются шириной равной ширине дна паза .Ьц (фиг. 7). Чтобы ширина венчика в указанной зоне была не меньше чем ширина венчика в зубцовой зоне, глубина выреза выбирается не более чем (3/54/5)fcj .. . . Чтобы избежать надрыва кромок . фигурного торца заготовки в процес03се развальцевания венчика, вьфезы должны иметь|У-образную форму. С этой целью вьфез выполняется с закруглением R (фиг. 7), равным половине ширины дна паза. Применение в электродвигателях со всьтными распределенными обмотками пазовой изоляции из заготовок по фиг. 1,6 позволит за счет уменьшения на размер А выступания пазового короба за торец сердечника укоротить прямые части катушечных групп обмотки. При этом средняя длина витка может быть з еньшена на 4 Амм. На фиг. 8 представлены сравнительные данные по зФовню пробивного напряжения различных вариантов конструкции пазовой изоляции. При испытаниях сравнивались 3 варианта пазовой изоляции из пленки ПЭТФ толщиной 0,25 мм (ГОСТ-24234-80) сердечников электродвигателей 4А9044. 1вариант - пазовая изоляция с развальцованными .венчиками из заготовок предлагаемой конструкции. . 2вариант - пазовая изоляция с развальцованными венчиками из загот(вок по прототипу. 3вариант - пазовая изоляция с отогнутыми на стенке ИС23А манжетами. Заготовки пазовых коробов варианта 1 и 2 устанавливались в пазы сердечников статоров электродвигателей 4А90/.4, затем на экспериментальной установке производилась развальцовка венчиков отдельно в каждом пазу сердечника (фиг. 1, фиг.2). Изолирование по варианту 3 проводилось на станке ИС23А. Испытания на пробой проводились в каждом пазу. Напряжение подавалось на устанавливаемые в пазы электроды, специально изготовленные по конфигурации паза. Сердечник заземляется. Напряжение повьш1алось со скоростью 1 кВ/с.. , Как видно из графика (фиг. 9), минимальное пробивное напряжение предлагаемой конструкции в 1,8 раз выше, 50%-ое в 1,6 раз Bbmie, чем конструкции по прототипу. Изобретение позволяет получить высокий уровень электрической прочности пазовой изоляции.
Фиг,1 О т акс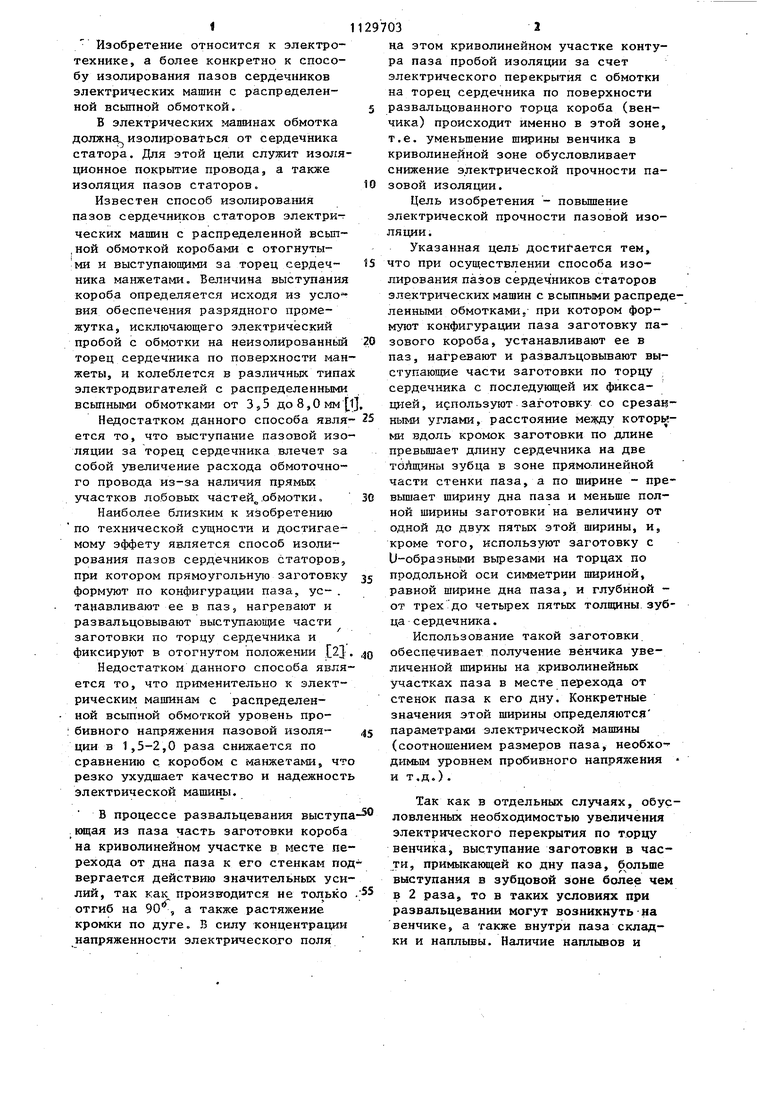
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ СТАТОРОВ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2012 |
|
RU2532541C2 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ СТАТОРОВ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2015 |
|
RU2593600C1 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ СТАТОРОВ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2015 |
|
RU2593601C1 |
| Устройство для укладки всыпной обмотки в пазы статора электрической машины | 1983 |
|
SU1169090A1 |
| Устройство для манжетообразования пазовой изоляции статоров электрических машин | 1990 |
|
SU1791916A1 |
| Способ изготовления электрических машин | 1982 |
|
SU1072190A1 |
| Изоляционная гильза для изоляции катушек двухслойной всыпной обмотки в пазу магнитопровода электрической машины | 1983 |
|
SU1379884A1 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ ЯКОРЕЙ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2015 |
|
RU2593825C1 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ ЯКОРЕЙ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2012 |
|
RU2516266C2 |
| Способ ремонта термореактивной изоляции | 1978 |
|
SU771813A1 |
1накс
Vui,2
f f f f
fPU9.3
3
Риг.$
Фиб,5
L-IФиг. 7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Савченко П.А | |||
| и др | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Труды ВНИИТэлектромаш, вып | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ укладки изоляции в пазы магнитопроводов электрических машин и устройство для осуществления этого способа | 1974 |
|
SU572232A3 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
