(54) УСТРОЙСТВО ,ЧЛЯ ИЗОЛИРОВАНИЯ ПАЗОВ
.МАГЧИТОПРОВОЛОВ ЭЛЕКТРИЧЕСКИХ МАШИН
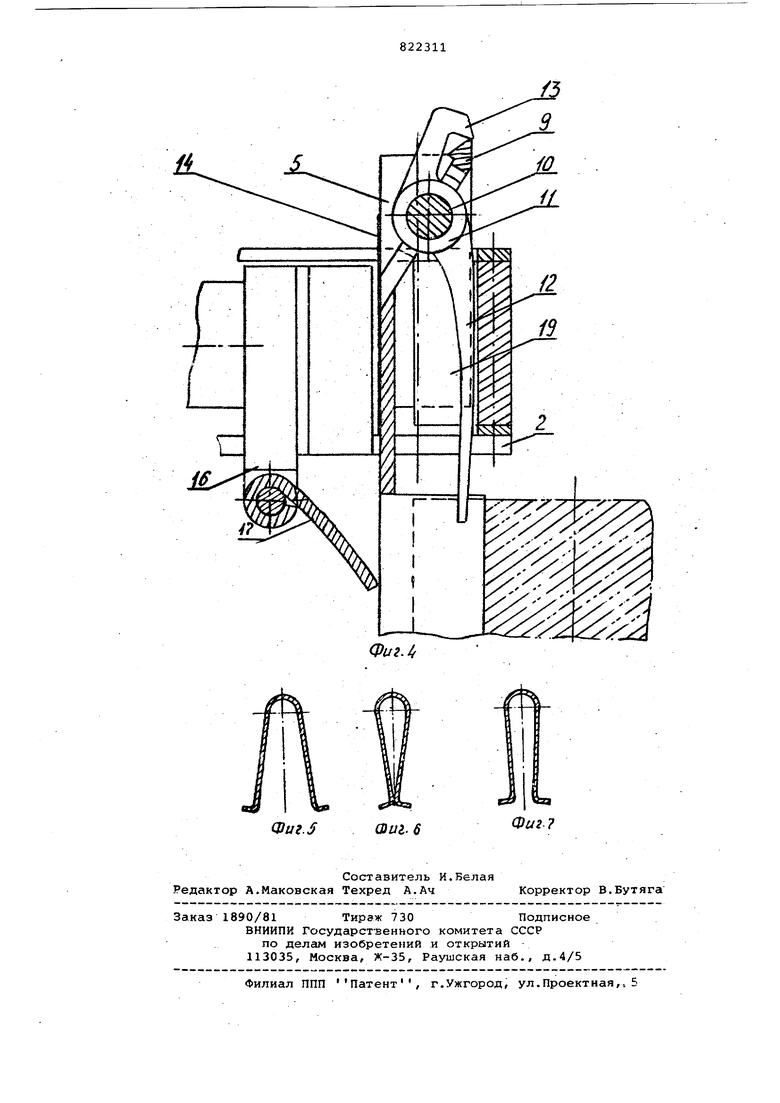
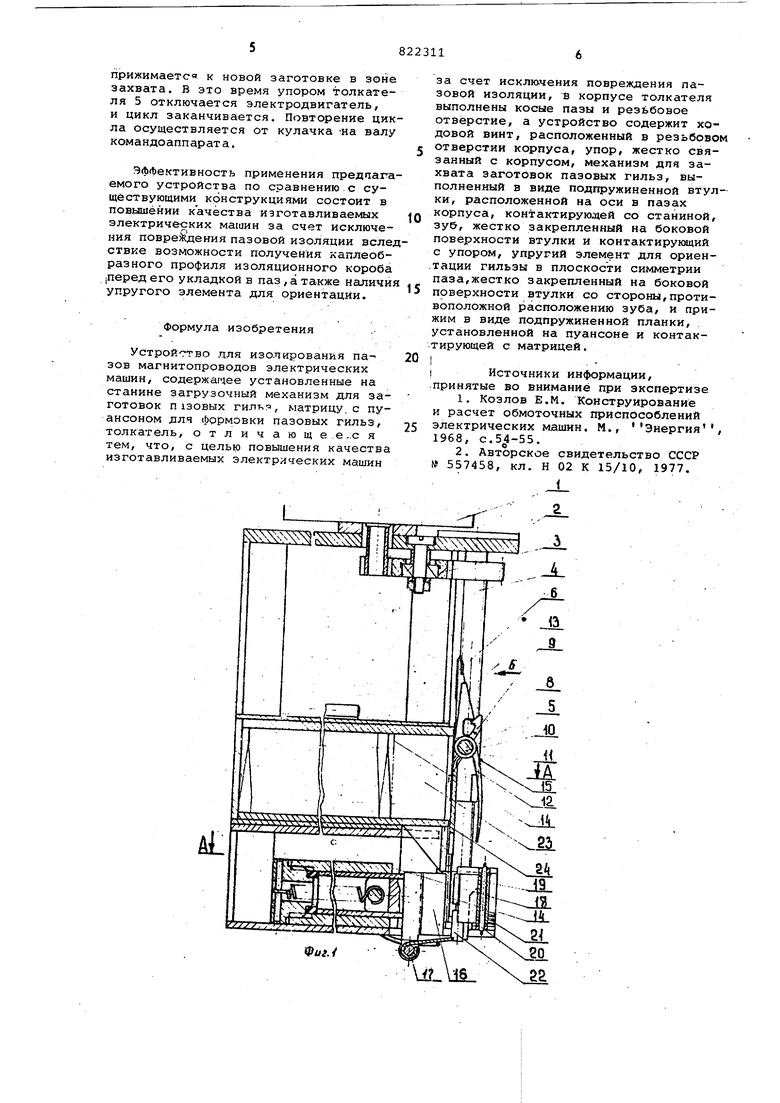
теля и механизма захвата; на фиг.5,6 и 7 - профили изоляционного короба i в процессе формования и укладки в паз.
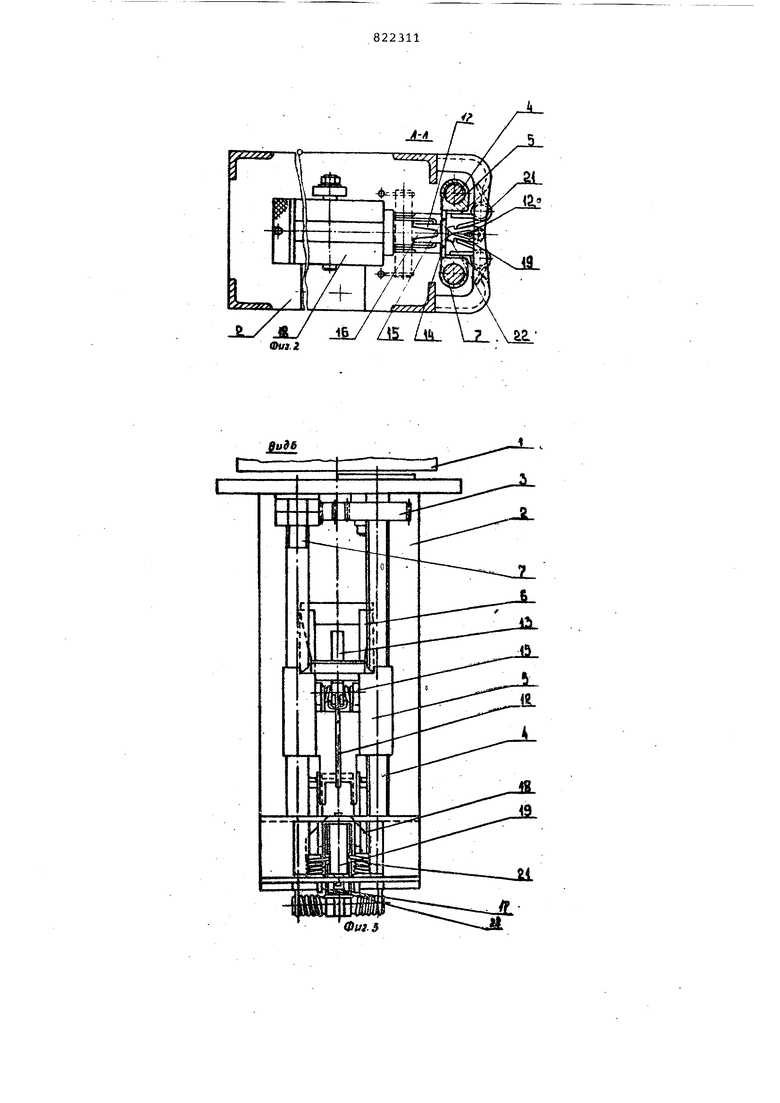
Устрдйство для изолирования пазов магнитопроводов электрических машин содержит электродвигатель 1,.имеющий фланцевое крепление к верхней плите станины 2, передаточный механизм 3, ходовой винт 4, толкатель 5, имеющий вильчатый упор 6 и направляющую стойку 7. Кроме того, в косых пазах 8 толкателя 5 размещается упор 9 и ось 10, несущая захват 11, выполненный в виде подпружиненной втулки с упругим элементом 12, Аиксирующим зубом 13,. и прижимаемая к заготовке 14, которая подается в зону формования, пружиной 15. Ось 10, захват 11 и фиксирующий зуб 13 представляют собой механизм для захвата пазовых гильз.
Устройство содержит также пуансон
16с установленным на оси прижимом
17в виде подпружиненной планки, корпус 18 которого крепится к нижней плите станины 2, и матрицу 19, выполненную в виде двух поворачивающихся на оси 20 полуформ и установленную на станине 2 соосно с пуансоном 16 и пазом магнитопровода. Центрирование сжимаемых пружинами 21 полуформ осуществляется прижимом 17 пуансона.16 при помощи выступов 22 матрицы. В устройстве имеется загрузочный механизм 23, который может быть выполнен или в виде магазина штучных заготовок, или в виде питателя штучными заготовками, полученными при разрезке изоляционной ленты, что потребует наличия дополнительного механизмамеханизма резки. Подача заготовок из загрузочного механизма 23 в зону формования обеспечивается необходимым зазором между нижней направляющей
24 загрузочного механизма, выставляемой на одном уровне с образующей зуба пуансона, и толкателем 5.
Устройство работает следующим образом.
При включении двигателя 1 вращение через передаточный механизм 3 передается ходовому винту 4, обеспечивающему постоянную скорость перемещения толкателя 5. Под действием пружины 15 захват 11 толкателя, свободно сидящий на оси 10, прижимается цилиндрическим участком, имеющим фрикционное покрытие, к заготовке 14 изоляционного материала, которая подается из загрузочного механизма 23. Заготовка 14 увлекается захватом 11 в зону формования. При этом вильчатый скользящий упор 6 толкателя 5, имеющий антифрикционное покрытие (например, эпоксидной смолой), исключает возможность вылета из загрузочного механизма 23 очередной заготовки. Толкатель 5 одновременно с транспортированием заготовки 14 в зону формования осуществляет проталкивание отформованной гильзы в паз якоря. Пуансоном 16 от приводного кулачка совершается поступательное движение в направлении матрицы 19, перед которой в направляющих, образованных выборками во фланцах втулок ходового винта 4 и стойки 7 и нижней частью толкателя, стоит заготовка пазовой гильзы 14. При движении пуансона 16 матрица раскрывается под действием |прижима 17 на выступы 22, ив нее вводится заготовка 14. Под действием пружины пуансон возвращается в исходное положение, а матрица закрывается пружинами 21, Формуя пазовую, гильзу. При проталкивании гильзы в паз якоря ориентация гильзы в пазу осуществляется упругим элементом 12. Кроме того, плотное прилегание гильзы -ко дну изолируемого паза якоря обеспечивается консолью подпружиненного прижима 17..
Ход толкателя ограничивается установкой микропереключателей командоаппарата. Толкатель за 3-4 мм до срабатывания микропереключателя вводит ось 10 в контакт с ребрами станины 2. В .результате относительного движения толкателя, продолжающего опускат3-4 мм, и захвата 11 вместе с осью
10по наклонным пазам 8 толкателя осуществляется перемещение захвата
11от заготовок одновременным поворотом его на оси 10 по часовой стрелке из-за различных углов наклона пазов 8 толкателя и упора 9, по которому скользит зуб 13, Таким образом нарушается контакт захвата 11 с заготовкой 14, поданной в зону формования. 10 положение Фиксируется зубом 13 захвата 11, прижимаемым пружичой 15 к ребру упора 9. При срабатывании микропереключателя осуществляется реверсирование вращения вала двигателя 1, и толкатель 5 поднимается вверх вместе с отведенным захватом 11, а упругий элемент 12 в результате поворота, захвата 11 на оси 10 свободно выводится из паза якоря и матрицы 19, не контактируя
с ними. Пазовая гильза плотно удерживается в пазу якоря под действием упругих сил. При подъеме толкателя 5 обеспечивается свободный проход его упоров 6, охватывающих верхнюю направляющую загрузочного механизма 23, до микропереключателя командоаппарата. При этом заготовка 14,поданная пружиной из загрузочного механизма 28 в зону захвата, не увлекается упорами 6 поднимающегося толкателя 5 за пределы загрузочного механизма 23, а упирается в его направляющую. Зуб 13 захвата 11 за 3-4 мм нахождения толкателя от микропереключателя сбрасывается упором станины с ребра упора &. Под действием пружины 15 захват 11, скользя по пазу 8,
прижимается к новой заготовке в зоне захвата. В это время упором толкателя 5 отключается электродвигатель, и цикл заканчивается. Повторение цикла осуществляется от кулачка на валу командоаппарата.
Эффективность применения предлагаемого устройства по сравнению.с существующими конструкциями состоит в повышении качества изготавливаемых электрических машин за счет исключения повреждения пазовой изоляции вследствие возможности получения каплеобразного профиля изоляционного короба |Перед его укладкой в паз, а также наличия упругого элемента для ориентации.
Формула изобретения .
Устрой-гтво для изолирования па зов магнитопроводов электрических машин, содержагдее установленные на станине загрузочный механизм для заготовок пазовых гильр, матрицу, с пуансоном для Формовки пазовых гильз, толкатель, о т л и ч а ю щ е е ,.с я тем, что, с целью повышения качества изготавливаемых электрических машин
за счет исключения повреждения пазовой изоляции, в корпусе толкателя выполнены косые пазы и резьбовое отверстие, а устройство содержит ходовой винт, расположенный в резьбово отверстии корпуса, упор, жестко связанный с корпусом, механизм для захвата заготовок пазовых гильз, выполненный в виде подпружиненной втулки, расположенной на оси в пазах корпуса, контактируюл1ей со станиной, зуб, жестко закрепленный на боковой поверхности втулки и контактирующий с упором, упругий элемент для ориен.тации гильзы в плоскости симметрии паза,жестко закрепленный на боковой поверхности втулки со стороны,противоположной расположению зуба, и прижим в виде подпружиненной планки, установленной на пуансоне и контактирующей с матрицей.
t i
i Источники информации, принятые во внимание при экспертизе
1.Козлов Е,М, Конструирование и расчет обмоточных приспособлений электрических машин. М,, Энергия 1968, с..
2,Авторское свидетельство СССР № 557458, кл. Н 02 К 15/10, 1977.
-rTffl f.
- - /1L.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изолирования пазов магнитопровода электрической машины | 1980 |
|
SU943999A1 |
| Устройство для изготовления и укладки изоляции обмотки в пазы магнитопровода электрической машины | 1973 |
|
SU510965A1 |
| Устройство для изолирования пазов магнитопроводов электрических машин | 1978 |
|
SU739694A1 |
| Станок для изолирования пазов магнитопроводов электрических машин | 1984 |
|
SU1257762A1 |
| Устройство для укладки и заклиновки обмотки в пазах магнитопровода | 1982 |
|
SU1051657A1 |
| Станок для изготовления пазовых изоляционных коробов | 1987 |
|
SU1494147A1 |
| Станок для изолирования пазов магнитопроводов электрических машин | 1985 |
|
SU1293796A1 |
| Устройство для манжетообразования пазовой изоляции статоров электрических машин | 1990 |
|
SU1791916A1 |
| Устройство для формования фланца на конце трубы из термопластов | 1989 |
|
SU1729778A1 |
| Устройство для автоматической подачи заготовок и выдачи готовых задников к машине для формования задников | 1955 |
|
SU107378A1 |