Изобретение относится к способам изготовления пазовых изоляционных гильз для машинной укладки обмоток статоров и может быть использовано в электромашиностроении. Известен способ изготовления пазовой изоляционной гильзы путем профилирования изоляционного материала между роликами с последующей отрезкой и гибкой удерживающей кромки Cl. Недрстатком этого способа является невозможность получить гильзы требуемой формы и так,чтобы-она не изменялась под действием сил упругой деформации. Известен также способ получения пазовых изоляционных гильз, заключаш) щийся в том, что ленту пропускают сквозь гибочную фильеру для получени отбортовки вдоль лентыг затем ленту отрезают по Ыирине развернутой гильг зы и профилируют с помощью пуансона и матрицы по форме сечения паза магнитопровода С 2. о Однако данный способ не позволяет изготовить изоляционные гильзы с чет ко обозначенными изгибами из упругих материалов, что приводит к перекашиванию гильзы в пазу магнитопррво-. дов. Целью изобретения является повыше ние качества за счет исключения перекашивания гильзы в пазу. Поставленная цель достигается тем что согласно способу изготовления пазовой изоляционной гильзы из ленты включающему образование удерживающей кромки, отрезку и профилирование, перед выполнением удерживающей кромки ленту профилируют и отрезают с разворотом профиля в месте отрезки, а после выполнения удерживающей KPOM ки гильзу дополнительно профилируют. На чертеже показана схема изготовления изоляционной гильзы. Способ, осуществляется следующим образом. Ленту 1 из полимерной синтетической пленки шириной, равной развернутой ширине гильзы из бухты (катушки), протягивают сквозь гибочную фильеру 2, представляющую пространственную щель с плавным переходом прямоугольного сечения у входа в сечение, соответствующее сечению паза магнитопровода у выхода. Затем полученный профиль пропускают в направляюще-разварачивающее устройство 3, представляющее, например, ту же гибочную фильеру, только выход будет входом, а вход - -выходом с более широкой щелью , где профиль разворачивается в пределах упругой деформации. Развёрнутый профиль отрезают ножницами по длине, равной длине пазовой изоляционной гильзы плюс высота удерживающей кромки. Отрезанный участок 4 профиля фиксируют от смещений, например, прижатием с помощью планок плоских участков профиля. Передвигая участок 4 профиля вдоль линии ряда, пропускают его развернутый торец сквозь гибочную фильеру 5 и получают удерживающую кромку (отбортовку 6. Затем участок 4 профиля с удерживающей кромкой пропускают сквозь догибочную фильеру 7, подобную первой гибочной фильере. Предлагаемый способ позволяет улучшить качество изолирования обмотки в пазах магнитопровода за счет исключения перекашивания гильзы в па зу, так как гильза получается с четкими и резкими изгибами.
СПОСОБ ИЗГОТОВЛЕНИЯ ПАЗОВОЙ ИЗОЛЯЦИОННОЙ ГИЛЬЗЫ ИЗ ленты, включающий образование удерживающей кромки, отрезку и профил ование, отличающийся тем, что, с целью повышения качества за счет исключения перекашивания гильзы в пазу, перед выполнением удерживающей кромки ленту профилируют и отрезают с разворотом профиля в месте отрезки, а после выполнения удерживающей кромки гильзу дополнительно профилируют. W со ел Kj ;u) 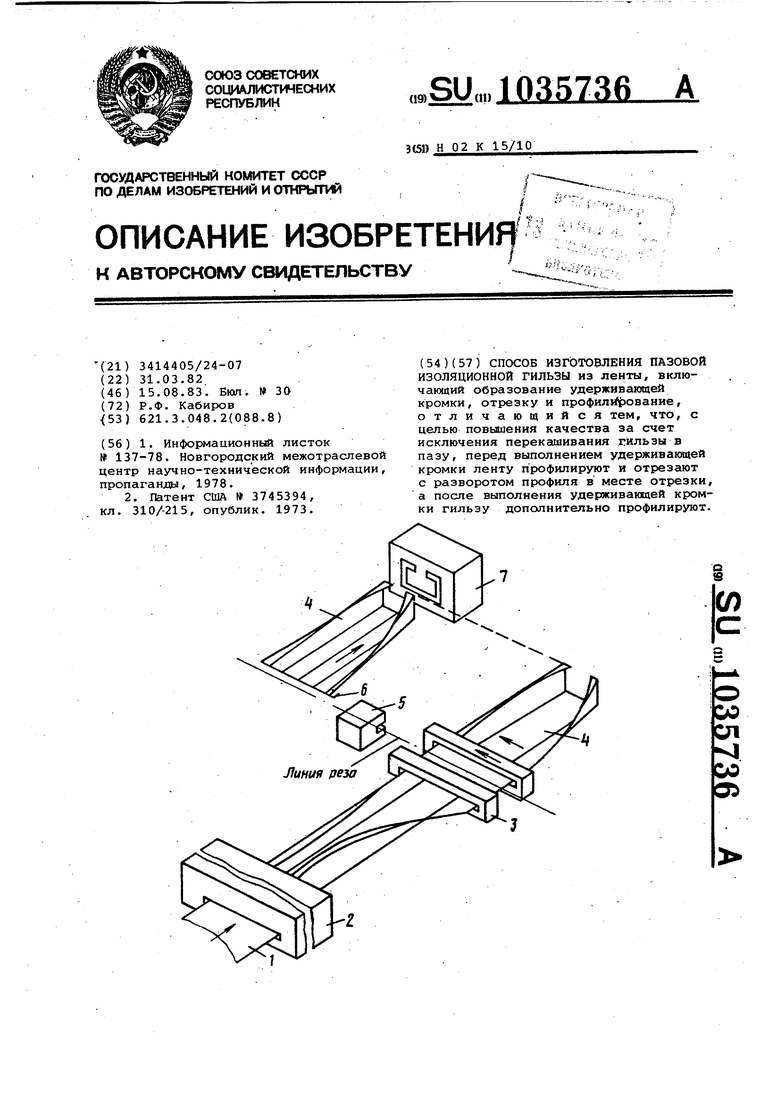
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
| Патент СШ I 3745394, кл | |||
| Приспособление для съемки жилетно-карманным фотографическим аппаратом со штатива | 1921 |
|
SU310A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
