Известны прессы-автоматы для листовой штампов ки в комбинированных штампах с механической подачей полосы или ленты по ребру. Однако производительность таких прессов невелика.
В описываемом прессе для повышения производительности штамповки статорных и роторных листов рабочие ползуны установлены один над другим в одном агрегате, а установочные плоскости штампов расположены вертикально с параллельным перемеш,ением по отношению друг к другу и получают привод от одного промежуточного вала. Для снижения усилий на штамповку ползуны смеш.ены на 180° один по отношению к другому.
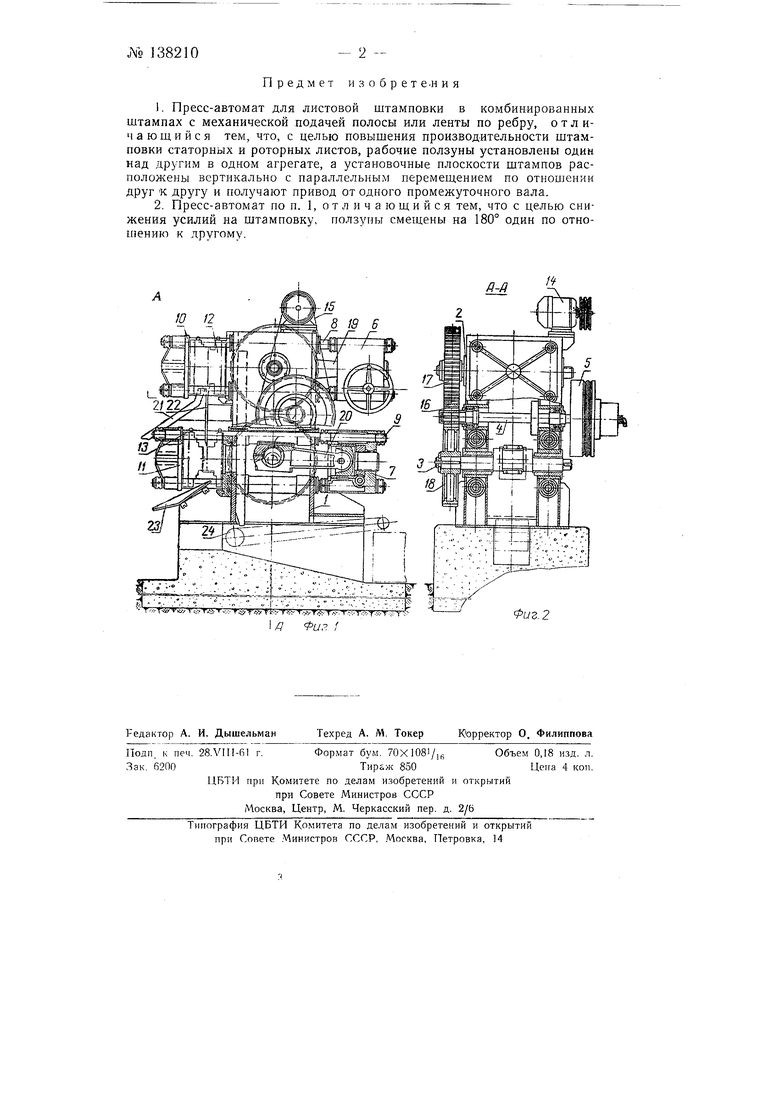
На фиг. 1 изображен пресс; на фиг. 2 - разрез по А-А на фиг. 1.
Пресс-автомат для листовой шта.мповки состоит из сварной станины /, эксцентриковых валов 5 и 5, промежуточного вала 4 с маховиком 5, траверс б и 7, соединенных колоннами S и 5 с ползунами 10 и 11, установленными один над другим, штампа 12 для вырубки статорных листов и штампа 13 для вырубки роторных листов.
Враш,ение от электродвигателя 14 через клиноременную передачу 15 передается промежуточному валу 4, а с него через зубчатые колеса/б,/7 и 18 на эксцентриковые валы 2 н 3, o которых посредством шатунов 19 и 20 перемешаются траверсы б и 7 и ползуны 10 к 11.
Полоса или лента подаются по ребру в штамп 12, откуда после вырубки статорный лист отводится по лотку 21, а получившаяся роторная заготовка свободным падением передается на штамп IS по лотку 22. После вторичной штамповки роторный лист выдается из пресса по лотку 23, а отходы штамповки удаляются транспортером 24.
Предмет изобретения
1.Пресс-автомат для листовой штамповки в комбинированных штампах с механической подачей полосы или ленты по ребру, о т л ичаюш,ийся тем, что, с целью повышения производительности штамповки статорных и роторных листов, рабочие ползуны установлены один над другим в одном агрегате, а установочные плоскости штампов расположены вертикально с параллельным перемеш,ением по отношении друг К другу и получают привод от одного промежуточного вала.
2.Пресс-автомат по п. 1, отличающийся тем, что с целью снижения усилий на штамповку, ползуны смещены на 180° один по отношению к другому.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-АВТОМАТ «БАКИНЕЦ» ДЛЯ ШТАМПОВКИ КРУГЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 1972 |
|
SU356021A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОМАГНИТНОГО МОДУЛЯ ДЛЯ МАГНИТНОЙ ПОДВЕСНОЙ ДОРОГИ | 1997 |
|
RU2180463C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ СЕРДЕЧНИКОВ И ПОЛУЧАЕМЫХ ИЗ НИХ ЭЛЕКТРОМАГНИТНЫХ МОДУЛЕЙ | 1997 |
|
RU2174733C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВОДНОЙ ДИСПЕРСИИ ФТОРСОДЕРЖАЩЕГО ЭЛАСТОМЕРА И КОМПОЗИЦИЯ | 2021 |
|
RU2819636C1 |
| КОМПЕНСАТОР ТОЛЩИНЫ ТКАНИ, СОДЕРЖАЩИЙ КАПСУЛУ ДЛЯ СРЕДЫ С НИЗКИМ ДАВЛЕНИЕМ | 2013 |
|
RU2639857C2 |
уТ tiyy -y T.T fe--4 .у. t .-.-. Г--Т.х-Т.,: ТГ 1/7 0fy, / Риг. 2
