сн
Изобретение относится к- кой шинной промышленности и может быть использовано для изготовления протекторов шин.
Цель изобретения - повьшение качества получаемой профильной ленты из каучука или термопластического синтетического материала за счет предотвращения образования бракованной профильной ленты.
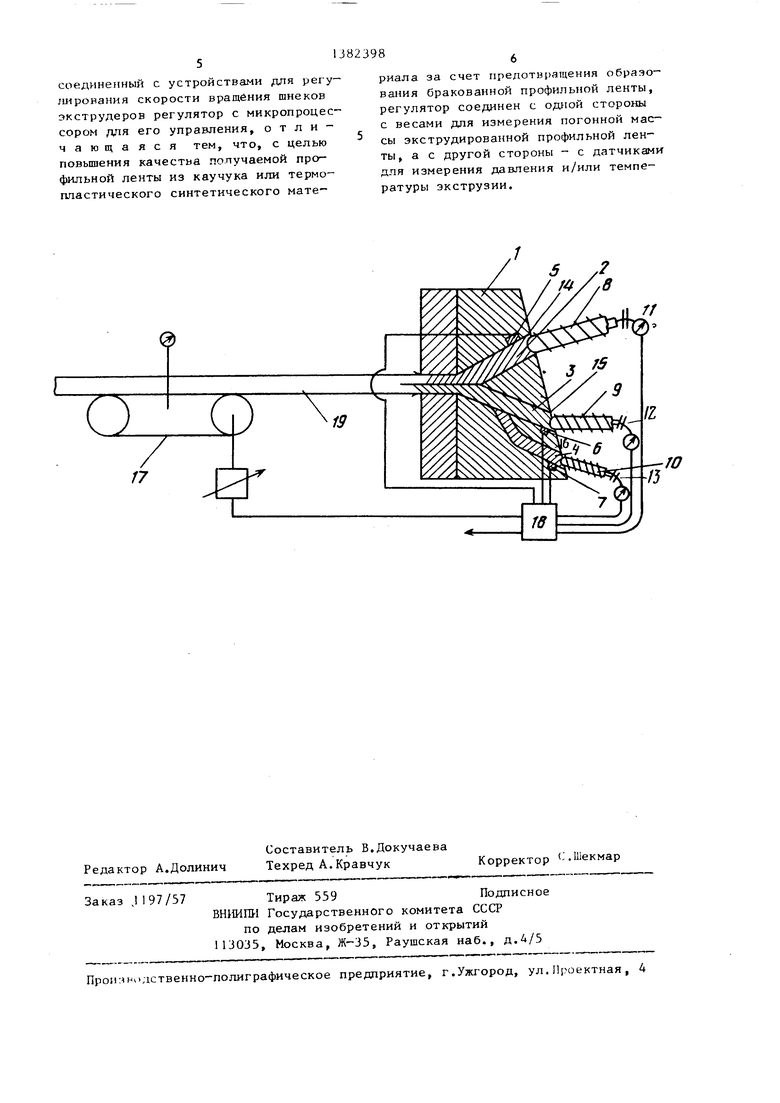
На чертеже схематично изображена установка для контроля за размерами состоящей из одной или нескольких смесей непрерывно экструдированной профильной ленты из каучука или термопластического синтетического материала.
Способ контроля включает экстру- дарование каждой смеси с регулируемой скоростью подачи в общее сопло для выдавливания профильной ленты с одновременным измерением отдельно значений показателей давления и температуры экструзии смесей при этом и постоянное измерение веса экструди- рованной профильной ленты на единицу длины. Измеренное значение массы экструдированной профильной ленты на единицу длины постоянно сравнивают с заданным значением погонной массы. При отклонениях измеренного значения погонной массы экструдиро- ванной профильной ленты от заданного значения погонной массы контролируют соответствующие значения показателей давления и/или температуры смесей. При отклонениях .от соответствующего установленного заданного значения изменяют скорость подачи.соответствующей смеси в направлении достижения заданного значения показателей давления и/или температуры смеси.Способ контроля может быть реализован с помощью устройства для контроля.
Установка для контроля содержит общее сопло 1 для выдавливания профильной ленты с выполненными в нем рабочими каналами 2, 3 и 4 и установленными на входах рабочих каналов 2, 3 и 4 датчиками 5, 6 и 7 для измерения давления и температуры экструзии соответственно. Установка для контроля содержит один или несколько экструдеров 8, 9 и 10 с устройствами 11, 12 и 13 для регулирования скорости рращения шнеков (не показаны) экстру; еров 8, 9 и 10 и выходными соплами 14, 15 и -16, соответственно,
0
5
0
5
0
для сообщения экструдеров 8,9,10 с рабочими каналами 2,3,4, соответственно, общего согша 1. Установка для контроля содержит весы 17 для измерения погонной массы экструдированной профильной ленты, связанные с общим соплсм 1. Установка для контроля содержит соединенный с устройствами 11,12,13 для регулирования скорости вращения шнеков экструдеров 8,9 и 10 регулятор 18 с микропроцессором для его управления не показан). Регулятор 18 соединен, с одной стороны, с весами 17 для измерения погонной массы экструдированной профильной ленты и, с другой стороны, с датчиками
-5,6,7 для измерения давления и/или температуры экструзии.
Установка для контроля работает следующим образом.
Непрерывно экструдированная про фильная лента 19, например, для про текторов из рабочих- каналов 2, 3 и 4 общего со пла I проходит- по весам 17 для измерения погонной массы.Отклонение измененного значения веса
зкструдированной профильной ленты 19 на единицу длины от з аданного значения погонной маеcti (от заданного значения веса ленты на каждый погонный метр) устанавливается регуля- тором 18. Слишком маленькое значение погонной массы экструдированной про5 Фильной ленты 19 (масса на единицу длины) свидетельствует о том, что из одного или нескольких рабочих каналов 2, 3 и 4 общего сопла 1 экст- рудируётся слишком мало материала.
0 Если регулятор 18 устанавливает слипс- ком маленькое значение погонной массы, экструдированной профильной ленты 19, то регулятор 18 сразу же конт- ролирует соответствующие значения
5 показателей давления и/или температуры в отдельных рабочих каналах 2, 3 и 4. Если значение давления в рабочем канале 2 снизилось, т.е. ниже заданного.значения, то это может быть признаком того, что экструдер 8 подает несколько меньше материала, чем задано, так что экструдированная профильная лента 19, состоялся из всех трех смесей, будет легче.Одновременно следует однако фиксиро вать и значение показателей температуры, так как, например, при повышении температуры вязкость материала снижается, т.е. материал будет более
0
5
жидкотекучим, вследствие чего снижается значение измеряемого давления материала без уменьшения при этом объема подачи материала. Тем самьш весы 17 для измерения погонной массы экструдированной профильной ленты 19 не зафиксируют никаких изменений. Но если считанное давление снижается без повышения температуры,то это признак того, что количество материала, подаваемого через экструдер 8, снизилось. Если считанные значения как давления, так и температуры снижаются в предварительно установленной степени и зти значения зафиксированы регуляторе 18, то осущест- .вляется воздействие на устройство 11 для регулирования скорости в.раще ния шнека зкструдера 8 соответственно. Соответствующие измеренные значе ния давления и температуры усредняются регулятором 18, так что оба значения учитываются регулятором 18 для управлен процессом (регулятор 18 .связан с микропроцессором) с сог- ответствуюшими долями. Погонная масса экструдированной профильной ленты 19 уменьшается на ту долю матег- риапа, которая не была подана через экструдер 8. На основе установленном маленьком значении погонной,массы экструдированной профильной ленты 19, с одной стороны, и на осноо,е слишком низких значений показателей .давления и температуры, измеренных с помощью датчика 5, установленного на входе рабочего канала 2 экструде- ра 8, с другой стороны, регулятор 18 повышает скорость вращения шнека экструдера 8 (например на 1,5 оборота), так что экструдер 8 снова будет иметь несколько возросшую выработку до тех пор, пока не будут восстановлены заданные значения показателей давления и температуры в рабочем канале 2 и тем самым заданное значение погонной массы экструдированной профильной ленты 19. После весов 17 для измерения погонной массы экструдированная профильна лента 19 попадает на участок усадки (не изображен), выполненный в виде двух наклонно расположенных роликовых участков. В ходе дальнейшего прс десса экструднрованная профильная лента 19 подается на участок охлаждения и, наконец, на устройство резки на мерные длины (не показаны).
Формула изобре тения
0
5
0
5
0
5
0
5
за размерами нескольких
1.Способ контроля состоящей из одной или
смесей непрерывно экструдированной профильной-ленты из каучука или термопластического синтетического материала, включающий экструдирсвание каждой смеси с регулированной ско-- ростью подачи в общее сопло для выдавливания профильной ленты с одновременным измерением отдельно значений показателей давления и температуры экструэгии смесей при этом и постоянное измерение массы экструдиро- ванной про4 шьной ленты на единицу длины, отли чающий ся тем, что, с целью повышения качества получаемой профильной ленты из каучука или термопластического синтетического материала за счет предотвращения образования бракованной профильной ленты, постоянно сравнивают измеренное значение массы экструдированной профильной ленты на единицу длины с заданным значением погонной массы, при отклонениях измеренного значения погонной массы экструдиро-
f
ванной профильной ленты от з-аданного значения погонной массы контролируют соответствующие значения показателей давления и/или температуры смесей и при отклонениях от соответствующего уста1|овленного заданного значения изменяют скорость подачи соответствующей смеси в направлении достижения заданного значени я показателей давления и/или температуры смеси.
2.Установка для контр.оля за размерами состоящей из одной или нескольких смесей непрерьшно экструдн- рованной профильной ленты из каучука или термопластичного синтетического материала, содержащая общее сопло для вьщавливания профильной ленты с выполненными в нем рабочими канала- ми и установленными на входах рабочих каналов датчиками для измерения давления и температуры экструзии, один или несколько экструдеров с устройствами для регулирования скорости вращения шнеков экструдеров и выходными соплами для совмещения экструдеров с рабочими каналами общего сопла, весы для измерения погонной массы экструдированной профильной ленты, связанные с общими соплом.
соединенный с устройствами для регу- ;шрования скорости вращения шнеков экструдеров регулятор с микропроцессором для его управления, отличающаяся тем, что, с целью повьппения качестьа получаемой профильной ленты из каучука или термопластического синтетического материала за счет предотвращения обраэо- вшчия бракованной профильной ленты, регулятор соединен с одной стороны с весами для измерения погонной массы экструдированной профильной ленты, а с другой стороны - с датчиками для измерения давления и/или температуры экструзии.
Изобретение относится к области химической шинной промышленности и может быть использовано для изготовления протекторов шин. Цель изобретения - повышение качества получаемой профильной ленты из каучука или термопластичного синтетического материала за счёт предотвращения образования бракованной профильной ленты. Для этого предлагается способ и установка дпя его осуществления для контроля за размерами состоящей из одной или нескольких смесей непрерывно экструдированной профильной ленты из каучука или термопластичного синтетического материала. Установка содержит общее сопло с выполненными в нем рабочими каналами. На их входах установлены датчики для измерения давления и температуры экструзии.Установка содержит регулятор и весы для измерения погонного веса ленты. Регулятор связан с весами и датчиками. При отклонениях от установленного заданного значения погонного веса регулятор контролирует значения давления и температуры и.ноздействует на скорость вращения шнеков экст- рудеров. 2 с.п. фг-лы. 1 ил. § СО оо оо го 00 оо
17
| Устройство для профилирования шприцованной резиновой ленты | 1975 |
|
SU622684A1 |
| Солесос | 1922 |
|
SU29A1 |
| Патент США № 4097566, кл | |||
| ,264-40.7, опублик | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
