Изобретение относится к оборудованию заводов резинотехнической промышленности, оно может использовано для профилирования заготовок прртекторов.
Известно устройство для профилирования заготовок протекторов, содержащее установленные не выходной ёастн головки шприцмашины две профилирующие планки ij. В известном устройстве не обеспечивается точное и равномерное регулирование высоты протектора по всей егр ширине.
Известно устройство дляпрофилирования шприцованной резиновой ленты, содержащее установленные на выходной части головки шпршхмашинь две профилирующие планки, одна их которых выполнена калибрующей, в виде упругой, пластины, и связана с винтовой парюй механизма для изменения высоты щели 2j.
В известном устройстве изменение высоты формующей щели производится вручную.
Целью .изобретения является автоматизация процесса регулиро;вания высоты . Указанная цель достигается тем, что устройство снабжено системой автоматического регулирования, включающей датчики калибра, задатчик номинального калибра, блок сравнения и усилитель, а механизм для изменения высоты щели выполнен в виде соединенного с винтовой парой редуктора и электродвигателя, взаимодействующего через усилитель с блоком сравнения автоматической системы регулирования.
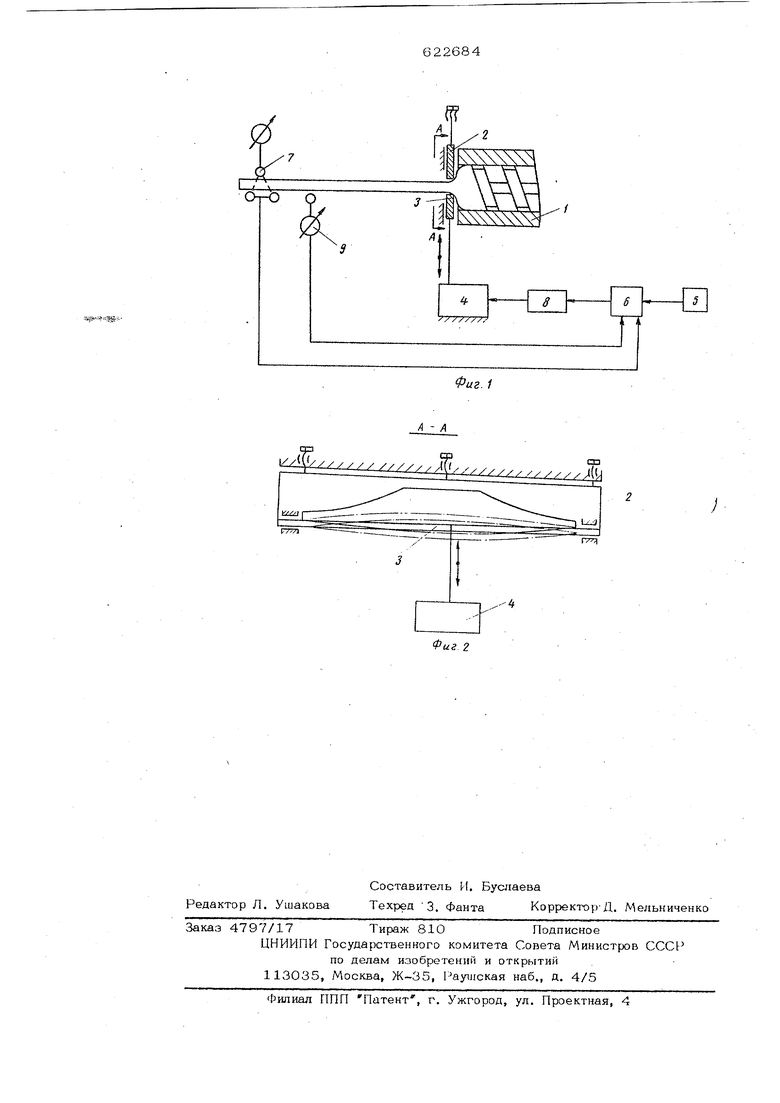
На фиг. 1 изображена схема предлагаемого устройства, на фиг. 2 - разрез А-А фиг. 1.
Устройство содержит червячный пресс 1, на выходной части головки которого установлены фиксируемая профилирующая планка 2 и калибрующая профилирующая планка, 3, которая выполнена в виде упругой пластины, закреплена по краям и соедин на в средней части с исполнительным механизмом 4, включающим винтовую пару, редуктор и электродвигатель (на чертежах не показаны), взаимодействующий .через усилитель 5 с блоком 6 сравнения
автоматической системы регулирования. Автоматическая система регулирования содержит датчик 7 рсалибра, задатчик 8 номинального калибра и датчик 9 скорости шприцевания.
Работа устройства .показана на примере профилирования заготовки протектора. Протекторную заготовку шприцуют на червячном прессе 1. Требуемая высота шприцуемой заготовки устанавливается при помощи задатчика 8 номинального калибра. Фактический калибр заготовки фиксируется датчиком 7 калибра, а скорость шприцевания - датчихшм 9 скорости шприцевания.
При изменении параметров процесса шприцевания или состава резиновой смеси отклонения калибров или веса протекторов от заданных величин фиксируются датчиком 7 калибра или веса заготовки протектора, сигнал с которого поступает в блок 6 сравнен1-1я, выдающим команду через усилитель 5 мощности исьолнитепьному механизму 4. Исполнительный механизм, получив сигнал, перемешает упругую калибрующую планку 3 в нужном направлении на заданную величину, что обеспечивает корректировку высоты профиля -формующей щели Датчик 9 скорости обеспечивает требуемую величину запаздывания выдачи сигнала исполнительному механизму 4 и необходимую стабильность процесса шприцевания. Дугообразный профиль деформируемой упругой калибрующей пластины дает возможность дифференцированно регулировать высоту утолщенной беговой части протектора, которая наиболее подвержена отклонениям и при этом незначительно изменять калибр (высоту) боковин протекторных заготовок, имеющих сравни- тельно небольшую толщину.
Предлагаемое устройство позволяет автоматизировать процесс регулирования высоты щели и повысить точность профилирования заготовок протекторов при массовом производстве шин.
Формула изобретения
Устройство для профилирования шприцованной резиновой ленты, содержащее установленные на выходной части головки шприцмашины две профилирующие планки, одна из которых выполнена калибрующей, в виде упругой пластины, и связана с винтовой парой механизма для изменения высоты щели, отличающеес я тем, что, с целыр автоматизации процесса регулирования высоты щели, оно снабжено системой автоматического регулирования, включающей датчик калибра, задатчик номинального калибра, блок сравнения и усилитель, а механизм для изменения высоты щели выполнен в виде соединенного с винтовой парой редуктора и электродвигателя, взаимодействующего через усилитель с блоком сравнения автома-
0 тической системы регулирования.
.Источники информации, принятые во BHfflvfaHHe при экспертизе:
1.Рябинш Д. Д. и Лукач Ю. Е. Червячные машины для переработки пластичес5 ких масс резиновых смесей. М., Машиностроение, 1965, с. 183-189.
2.Патент США № 2760277, кл. 425-466, 1956.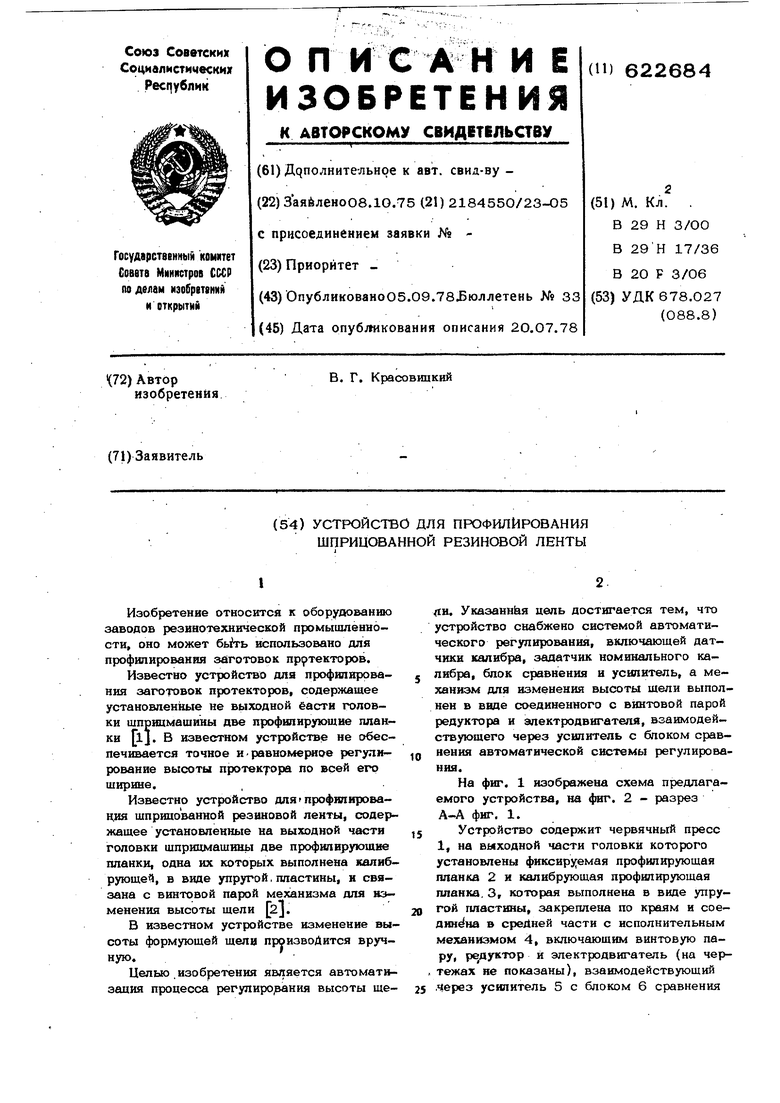
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки протекторалЕНТОчКОй | 1979 |
|
SU827312A1 |
| Устройство для навивки протектора ленточкой | 1984 |
|
SU1143611A2 |
| Щелевая головка для шприцевания ленты из высоковязкой резиновой смеси | 1984 |
|
SU1224161A1 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU973395A2 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU1009804A2 |
| Способ изготовления протекторных заготовок | 1980 |
|
SU903198A1 |
| Устройство для навивки протектора ленточкой | 1980 |
|
SU921874A2 |
| Устройство для регулирования толщины протекторных заготовок автомобильных шин в процессе их изготовления на червячных машинах | 2015 |
|
RU2618067C2 |
| Способ изготовления протекторных заготовок | 1982 |
|
SU1024302A1 |
| Способ изготовления протекторных заготовок | 1978 |
|
SU735438A1 |