S. 6. S
2. 3 if 7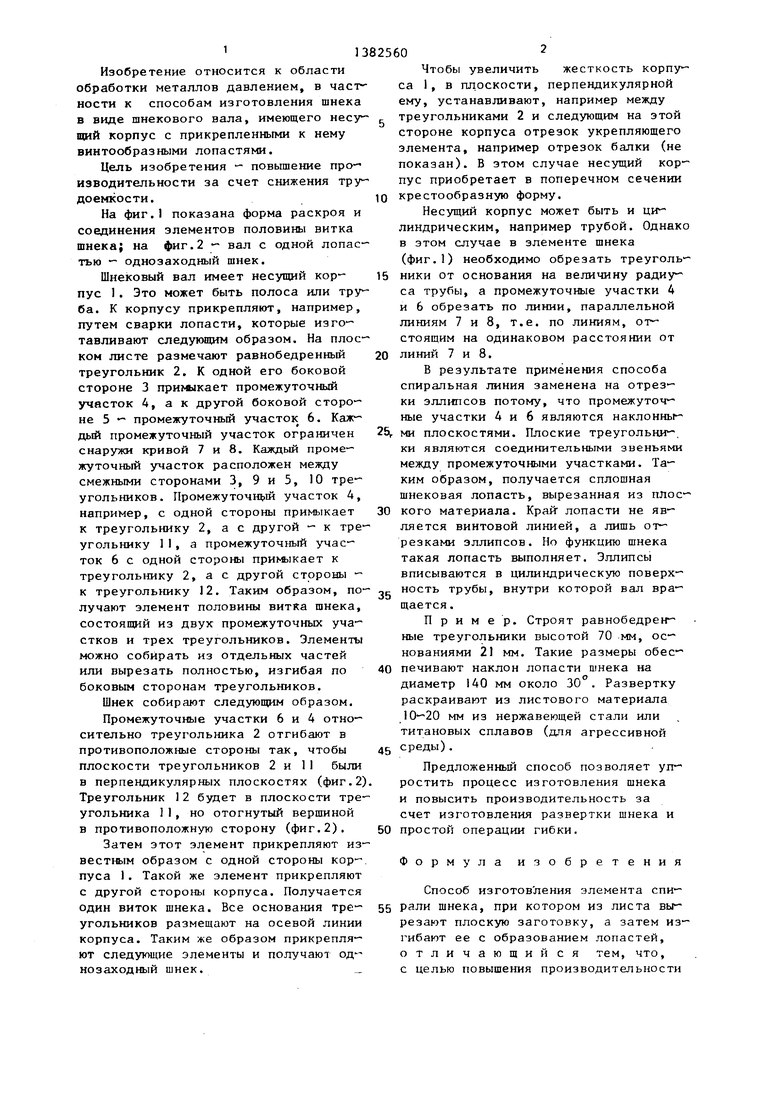
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тройников из листа | 1986 |
|
SU1388135A1 |
| СПОСОБ ТОЧНОГО КРОЯ | 2004 |
|
RU2264143C2 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2232072C1 |
| Шнек устройства для переработки сыпучих материалов | 1984 |
|
SU1229050A1 |
| Способ изготовления металлической коробки | 1983 |
|
SU1493759A1 |
| КОНТЕЙНЕР С КОРОБЧАТЫМ КОНЦОМ, ЗАГОТОВКА И ОТТЯЖНОЕ УШКО ДЛЯ НЕГО И СПОСОБ ОТКРЫВАНИЯ ТАКОГО КОНТЕЙНЕРА | 1998 |
|
RU2214954C2 |
| Приспособление для разметки труб | 1991 |
|
SU1766636A1 |
| ВЕРХНЯЯ ИЛИ НИЖНЯЯ КОНСТРУКЦИЯ ДЛЯ СЛОЖЕННОГО КОНТЕЙНЕРА | 2008 |
|
RU2470842C2 |
| Фундамент здания,сооружения,возводимого на неравномерно оседающем грунте | 1981 |
|
SU1008358A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО НАГНЕТАТЕЛЬНОЙ СИСТЕМЫ ДЛЯ ТРАНСПОРТИРОВАНИЯ КОЛОСОВЫХ ОСТАТКОВ В ЗЕРНОУБОРОЧНОМ КОМБАЙНЕ | 2006 |
|
RU2316932C1 |
Изобретение относится к обработ ке металлов давлением, в частности к способам изготовления элемента спира ли шнека. Цель - повышение производи тельности за счет снижения трудоемкости. На плоском месте размечают треугольник (Т)2. К вершинам его основания при ыкают равнобедренные Т 11 и 12. Между ответными сторонами расположены промежуточные участки, ограниченные эллипсными кривьп и 7 и 8. Т 2 отгибают перпендикулярно по отношению к Т 11. Т 12 отгибают перпендикулярно по отношению к Т 2. Путем раскроя развертки шнека и простой one рации изгиба упрощается процесс изго товления и повышается производительность. 2 ил.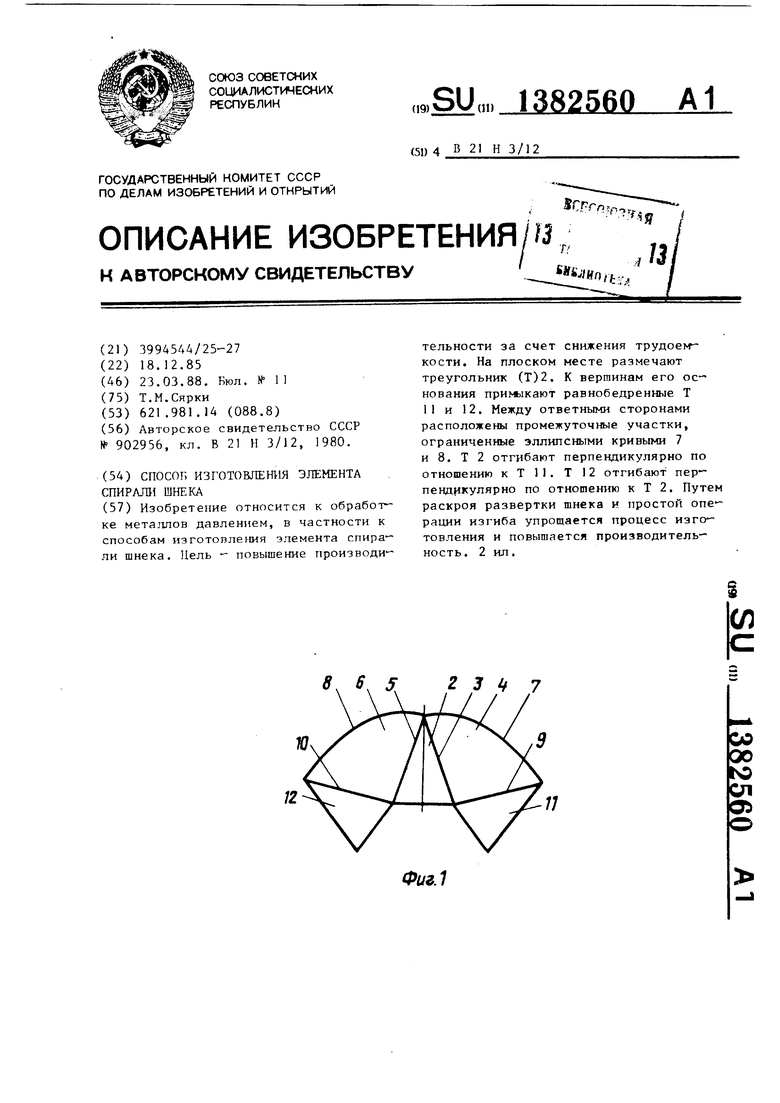
Фиг.1
Изобретение относится к области обработки металлов давлением, в част ности к способам изготовления шнека в виде шнекового вала, имеющего щий корпус с прикрепленными к нему винтообразными лопастями.
Цель изобретения повышение производительности за счет снижения трудоемкости.
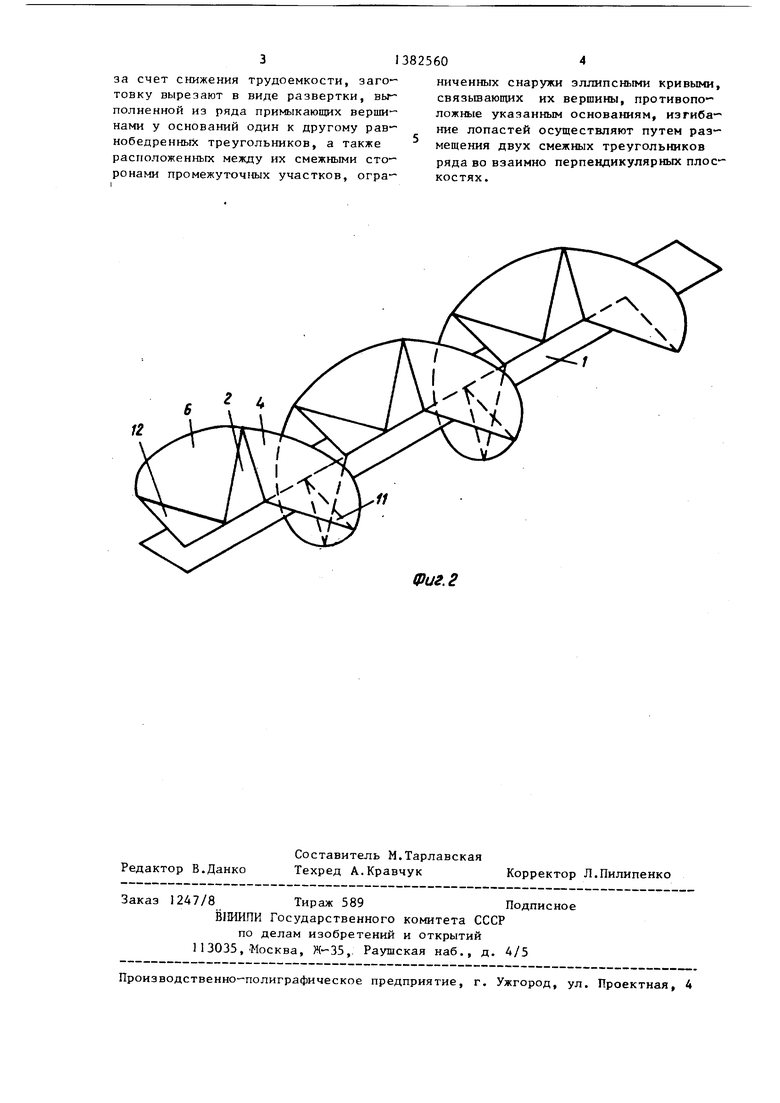
На фиг.1 показана форма раскроя и соединения элементов половины витка шнека; на фиг.2 - вал с одной лопастью - однозаходный шнек.
Шнековый вал имеет несущий корпус 1. Это может быть полоса или труба. К корпусу прикрепляют, например, путем сварки лопасти, которые изго тавливают следующим образом. На плоском листе размечают равнобедренный треугольник 2. К одной его боковой стороне 3 пригликает промежуточный участок 4, а к другой боковой стороне 5 - промежуточный участок 6. Каждый промежуточный участок ограничен снаружи кривой 7 и 8. Каждый промежуточный участок расположен между смежными сторонами 3, 9 и 5, 10 треугольников. Промежуточной участок 4, например, с одной стороны примыкает к треугольнику 2, а с другой - к треугольнику 11, а промежуточный участок 6 с одной стороны прикыкает к треугольнику 2, а с другой стороны к треугольнику 12. Таким образом, по- ц трубы, внутри которой вал вралучают элемент половины витка шнека, состоящий из двух промежуточных участков и трех треугольников. Элементы можно собирать из отдельных частей или вырезать полностью, изгибая по боковым сторонам треугольников.
Шнек собирают следующим образом.
Промежуточные участки 6 и 4 относительно треугольника 2 отгибают в противоположные стороны так, чтобы плоскости треугольников 2 и 1I были в перпендикулярных плоскостях (фиг.2) Треугольник 12 будет в плоскости треугольника 11, но отогнутый вершиной в противоположную сторону (фиг.2).
Затем этот элемент прикрепляют известным образом с одной стороны кор- пуса 1. Такой же элемент прикрепляют с другой стороны корпуса. Получается один виток шнека. Все основания треугольников размещают на осевой линии корпуса. Таким же образом прикрепляют следующие элементы и получают однозаходный шнек.
Чтобы увеличить жесткость корпуса 1 , в плоскости, перпендикулярной ему, устанавливают, например между треугольниками 2 и следующим на этой стороне корпуса отрезок укрепляющего элемента, например отрезок балки (не показан). В этом случае несущий корпус приобретает в поперечном сечении
0 крестообразную форму.
Несущий корпус может быть и цилиндрическим, например трубой. Однако в этом случае в элементе шнека (фиг.1) необходимо обрезать треуголь5 НИКИ от основания на величину радиуса трубы, а промежуточные участки 4 и 6 обрезать по линии, параллельной линиям 7 и 8, т.е. по линиям, отстоящим на одинаковом расстоянии от
0 линий 7 и 8.
В результате применения способа спиральная линия заменена на отрезки эллипсов потому, что промежуточные участки 4 и 6 являются наклонны-
5, ми плоскостями. Плоские треугольни-. ки являются соединительными звеньями между промежуточными участками. Таким образом, получается сплошная шнековая лопасть, вырезанная из плос-
0 кого материала. Край лопасти не является винтовой линией, а лишь отрезками эллипсов. Но функцию шнека такая лопасть выполняет. Эллипсы вписываются в цилиндрическую поверх-
щается.
Пример. Строят равнобедренные треугольники высотой 70 мм, основаниями 21 мм. Такие размеры обеспечивают наклон лопасти шнека на диаметр 140 мм около 30°. Развертку раскраивают из листового материала 10-20 мм из нержавеющей стали или титановых сплавов (для агрессивной
среды).
Предложенный способ позволяет упростить процесс изготовления шнека и повысить производительность за счет изготовления развертки шнека и простой операции гибки.
Формула изобретения
Способ изготовления элемента спи- рали шнека, при котором из листа вырезают плоскую заготовку, а затем изгибают ее с образованием лопастей, отличающийся тем, что, с целью повышения производительности
за счет снижения трудоемкости, заготовку вырезают в виде развертки, вьг полненной из ряда примыкающих вершинами у оснований один к другому равнобедренных треугольников, а также расположенных между их смежными сторонами промежуточных участков, ограниченных снаружи эллипсными кривьпчи, связьшающих их вершины, противоположные указанным основаниям, изгибание лопастей осуществляют путем размещения двух смежных треугольников ряда во взаимно перпендикулярных плоскостях.
Фиг. 2
| Способ изготовления шнека смесителя | 1980 |
|
SU902956A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
