со
00
00
00
ел
Изобретение относится к обработке металлов давлением, в частности к производству фасонных изделий трубопроводов , и может быть применено при изготовлении тройников.
Цель изобретения - снижение трудоемкости изготовления.
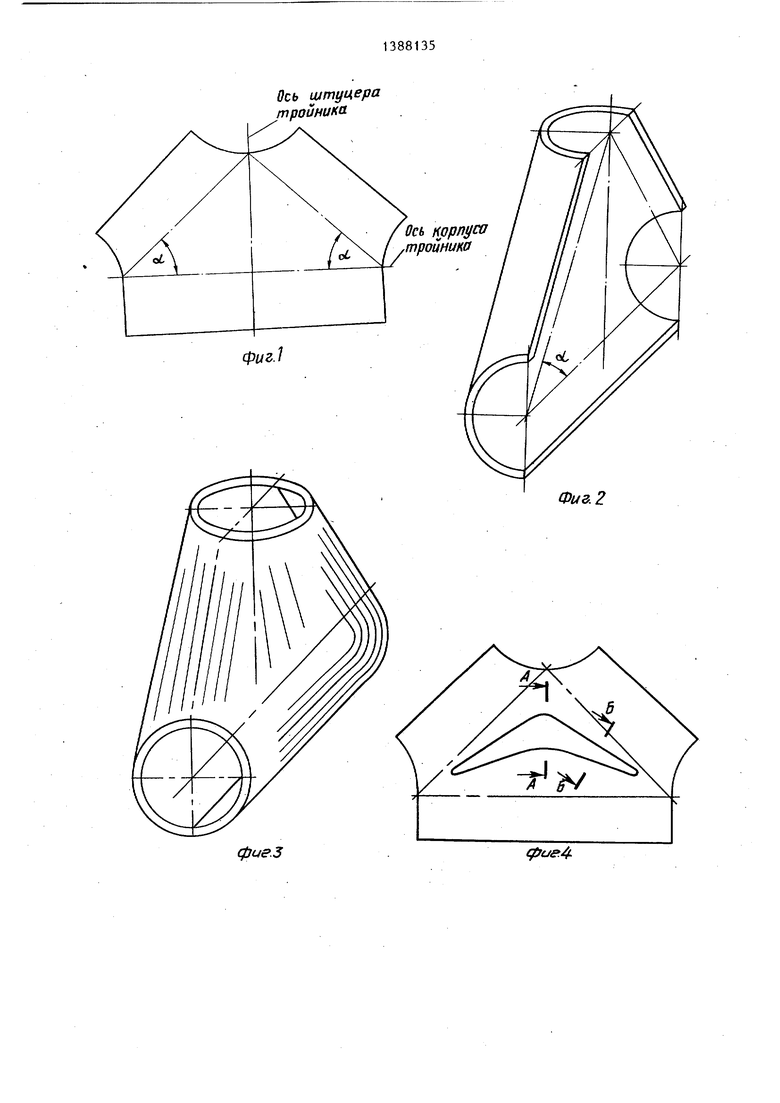
На фиг.1 изображена развертка .заготовки; на фиг.2 - половина тройни- ка после отбортовки кромок; на фиг.З тройник, общий вид; на фиг.4 - развертка заготовки с гофрами; на фиг.5 сечение А-А на фиг.4; на фиг.6 - сечение Б-Б на фиг.4.
Тройник изготавливают следующим образ ом.
По шаблону размечают лист и вырезают заготовку в форме трапеции с усеченными равными углами у ниж- него основания и эллипсным верхним основанием одинаковых размеров. Посл этого у каждой заготовки отбортовы- вают три стороны одновременно: нижнее основание - в виде четверти ци- линдра радиусом, равным половине диаметра корпуса тройника, и боковые стороны в виде желоба с эллипсньм сечением, малая ось которого у основания равна диаметру корпуса, а у вершины - диаметру штуцера, а большая ось равна диаметру корпуса или штуцера, деленному на косинус угла наклона боковой стороны к нижнему основанию заготовки (2а ;) . Кроме
- cos
того, на поверхности каждой заготовки вьтолняются гофры, высота которых уменьшается от ее центра к кромкам.
Заготовку.помещают в штамп и за один ход пуансона отбортовывают три ее стороны. Затем обрабатывают кромки двух половин тройника и сваривают их по разъему. После окончания сварк контролируют качество швов. Таким об разом, весь технологический процесс изготовления тройника состоит из шести операций: .разметка, вырезка двух заготовок, штамповка, обработка кромок, сварка и контроль. В прототипе изготовление тройника состоит из восьми операций: разметка, вырезка двух заготовок, штамповка, пробивка овального отверстия, формовка штуцера, обработка кромок, сварка и кон- троль.
Для трубопроводов НИЗКОГО давления (Рр не более 2,2 МПа) тройник D ч 500 мм, изготовленный предлага
0 5 0 5
0 г
0
способом из углеродистой стали 20, имеет толщину 18 мм. Усилие для отбортовки (гибки) заготовки подсчитают по известной формуле
Р ЗВЙ-йдК,,
где В - ширина полосы вдоль линии
изгиба;
S - толщина заготовки; &в - предел прочности материала; К, 0,07.
При В 0,7 м, S 18 мм, .(,(, 42 КГС/ММ2, Р 3 -1,8-4200-0,07 1111 кН.
Предлагаемьш способ позволяет исключить две трудоемкие операции - пробивку овального отверстия и формовку штуцера, которые наиболее сложно автоматизировать.
Формула изобретения
1.Способ изготовления тройников из листа, включающий разметку, вырезку двух заготовок с криволинейными участками, штамповку, обработку кромок и сварку, отличающийся тем, что, с целью снижения трудоемкости изготовления, заготовки вырубают одинаковыми в форме равносторонней трапеции с верхним основанием в виде части эллипса и боковыми сторонами, имеющими со стороны большего основания прямолинейные и сопряженные с ними криволинейные участки величиной, в сумме равной по размеру верхнему основанию, производят от- бортовку у каждой заготовки трех сторон одновременно большего основания
в виде четверти цилиндра с радиусом, равным корпусу тройника, а боковых сторон - в виде желоба с эллипсным сечением, малая ось которого со стороны большего основания равна диаметру корпуса тройника, а у меньшего - диаметру штуцера, при этом большие оси определяют по следующему выражению
о D
2а . ,
cos «
где D - диаметр корпуса или штуцера; d - угол наклона боковой стороны к большему основанию заготовки.
2.Способ ПОП.1, отличающийся тем, что на поверхности заготовки наносят гофры жесткости.
Ось штуцера тройника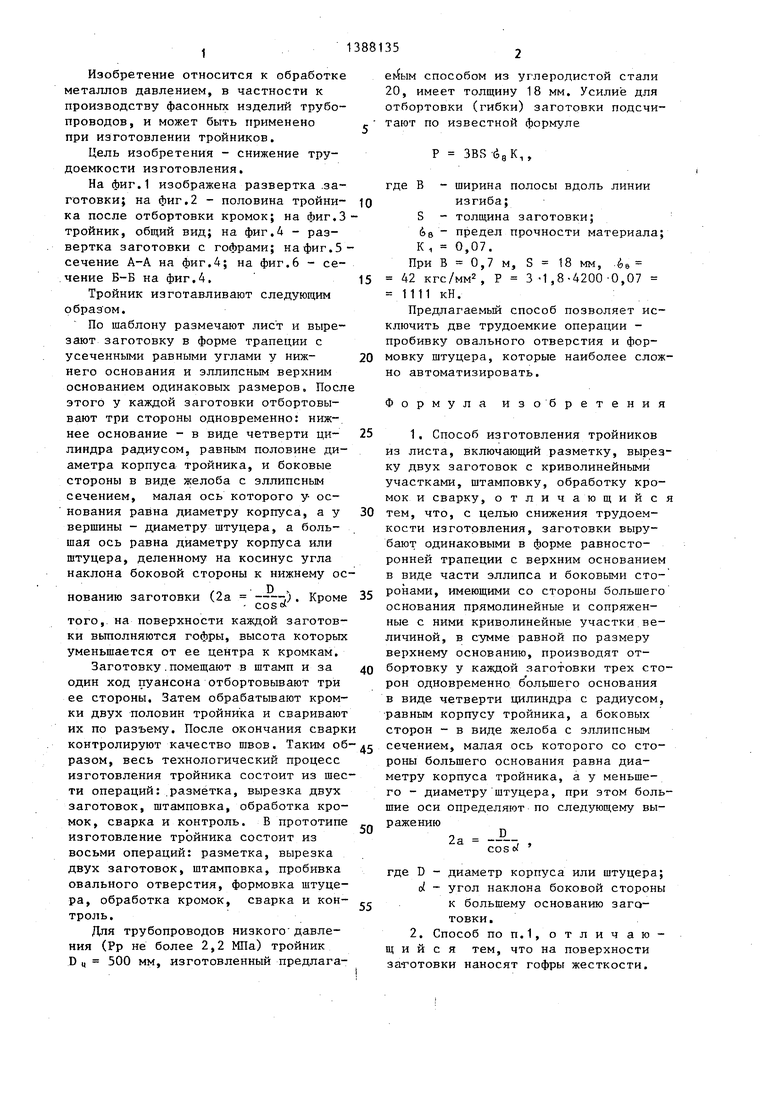
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ | 1977 |
|
SU719013A1 |
| Устройство для изготовления тройников | 1980 |
|
SU927358A1 |
| Способ изготовления тройников | 1980 |
|
SU940892A1 |
| Способ изготовления тройников из листовых заготовок | 1984 |
|
SU1175585A1 |
| Способ вытяжки штуцеров на трубах | 1990 |
|
SU1803217A1 |
| Способ изготовления втулок из листовогоМАТЕРиАлА и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1977 |
|
SU806205A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2012 |
|
RU2510679C1 |
| Способ изготовления деталей с наклонным фланцем | 1986 |
|
SU1375379A2 |
| Способ изготовления полых изделий | 1980 |
|
SU963645A1 |
| Способ получения горловин | 1987 |
|
SU1454544A1 |
Изобретение относится к обработке металлов давлением, в частности к производству фасонных изделий трубопровЬдов. Целью изобретения является снижение трудоемкости изготовления. Из листа вырубают две одинаковые заготовки в форме равносторонней трапеции с верхним основанием в виде части эллипса и ра вными ему по длине участками у нижнего основания, имеющими каждый прямолинейньй и скру- гленньш участки. Три стороны каждой заготовки отбортовывают одновременно, образуя из нижнего основания четверть цилиндра с радиусом, равным радиусу корпуса тройника, а из боковых сторон - желоб.с эллипсным сечением, малая ось которого у большего основания равна диаметру корпуса, а у меньшего - диаметру штуцера. Большая ось равна D/COS d, где D - диаметр корпуса или штуцера, о(- угол наклона боковой стороны к нижнему основанию. На поверхность заготовки наносят гофры, высота которых уменьшается от центра к кромкам. Заготовки помещают в штамп, где производят отбортов- ку за один ход пуансона. После от- бортовки кромок производят сварку по разъему. 1 з.п. ф-лы, 6 ил. i (Л
(fitje.3
cjffue.4(ригб
| Авторское свидетельство СССР № 916009, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
