Известны способы вязания чулок с малораспускающимся прессовым переплетением, раппорт которого состоит из четырех чередующихся рядов, при этом один из этих рядов вывязывают с чередующимися через петлю прессовыми петлями, а другие - с затянутыми через одну петлями с укороченными столбиками, являющимися узелками, препятствующими распусканию, причем в каждом соседнем ряду петли сдвинуты на щаг.
Известны также способы вязания на круглочулочных мащинах чулок малораспускающимся прессовым переплетением, раппорт которого составлен из восьми рядов, причем прессовые петли в ряду размещены через четыре щага, располагаясь в рядах по винтовой линии.
Недостатком известных способов, осуществленных при вязании плоских чулок на коттонной мащине УРД фирмы Шуберт-Зальцер, является вязание всех участков чулка малораспускающимся прессовым переплетением, что снижает износоустойчивость чулок. Недостатком известных способов вязания на круглочулочных мащинах чулок малораспускающимся прессовым переплетением является распускаемость их в направлении, обратном направлению вязания.
Предлагаемый способ выработки чулок с малораспускающимся прессовым переплетением на круглочулочном самобортующем двухсистемном автомате позволяет повысить износоустойчивость чулок, уменьщить их распускаемость и повысить надежность вязания.
Это достигается посредством того, что паголенок и след чулка вяжут прессовым переплетением, раппорт которого образуют из че№ 138309- 2 -:
тырех чередующихся петельных рядов, одни из которых вывязывают с чередующимися через петлю прессовыми петлями, а другие - с затянутыми через щаг петлями с укороченными столбиками, препятствующими распусканию, причем в каждом соседнем ряду петли сдвигают на щаг, а остальные части чулка обычным способом. На автомате высокого класса пяточные участки чулка могут вырабатываться с двумя соединительными щвами путем последовательной сбавки сбавочниками по две иглы за каждое качание игольного цилиндра и последующей одновременной прибавки игл двумя клиньями замков автомата.
На фиг. 1 изображено предлагаемое переплетение.
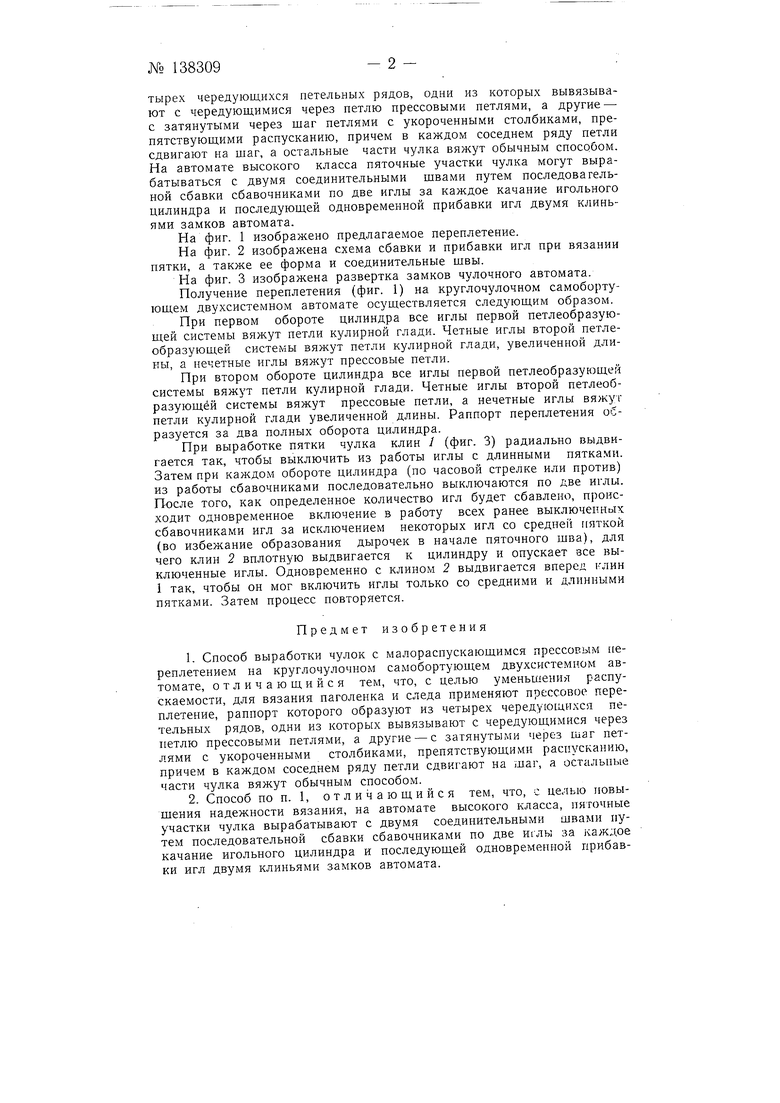
На фиг. 2 изображена схема сбавки и прибавки игл при вязании пятки, а также ее форма и соединительные щвы.
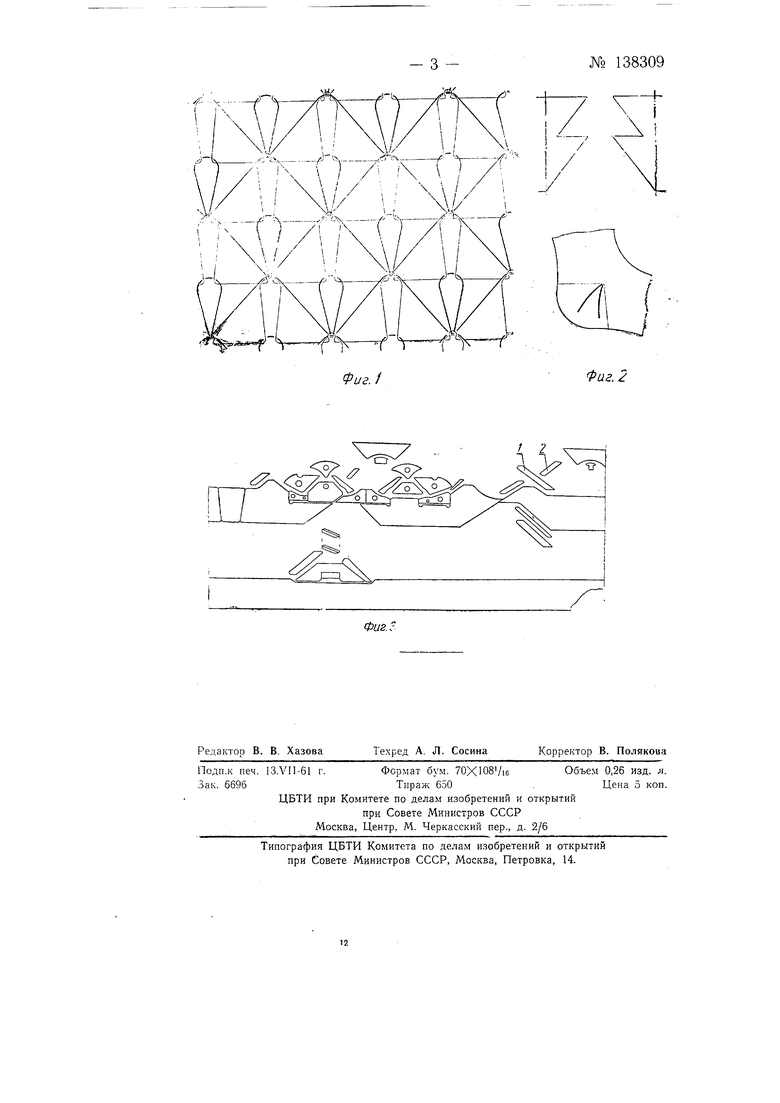
На фиг. 3 изображена развертка замков чулочного автомата.
Получение переплетения (фиг. 1) на круглочулочном самобортующем двухсистемном автомате осуществляется следующим образом.
При первом обороте цилиндра все иглы первой петлеобразующей системы вяжут петли кулирной глади. Четные иглы второй петлеобразующей системы вяжут петли кулирной глади, увеличенной длины, а нечетные иглы вяжут прессовые петли.
При втором обороте цилиндра все иглы первой петлеобразующей системы вяжут петли кулирной глади. Четные иглы второй петлеобразующей системы вяжут прессовые петли, а нечетные иглы вяжут петли кулирной глади увеличенной длины. Раппорт переплетения образуется за два полных оборота цилиндра.
При выработке пятки чулка клин / (фиг. 3) радиально выдвигается так, чтобы выключить из работы иглы с длинными пятка.ми. Затем при каждом обороте цилиндра (по часовой стрелке или против) из работы сбавочниками последовательно выключаются по две иглы. После того, как определенное количество игл будет сбавлено, происходит одновременное включение в работу всех ранее выключенных сбавочниками игл за исключением некоторых игл со средней пяткой (во избежание образования дырочек в начале пяточного щва), для чего клин 2 вплотную выдвигается к цилиндру и опускает зсе выключенные иглы. Одновременно с клином 2 выдвигается вперед клин 1 так, чтобы он мог включить иглы только со средними и длинными пятками. Затем процесс повторяется.
Предмет изобретения
1.Способ выработки чулок с малораспускающимся прессовым переплетением на круглочулочном самобортующем двухсиетемном автомате, отличающийся тем, что, с целью уменьшения распускаемости, для вязания паголенка и следа применяют прессовое переплетение, раппорт которого образуют из четырех чередующихся петельных рядов, одни из которых вывязывают с чередующимися через петлю прессовыми петлями, а другие - с затянутыми через щаг петлями с укороченными столбиками, препятствующими распусканию, причем в каждом соседнем ряду петли сдвигают на улаг, а остальные части чулка вяжут обычным способом.
2.Способ по п. 1, отличающийся тем, что, с целью повыщения надежности вязания, на автомате высокого класса, пяточные участки чулка вырабатывают с двумя соединительными щвами путем последовательной сбавки сбавочниками по две иглы за каждое качание игольного цилиндра и последующей одновременной прибавки игл двумя клиньями замков автомата.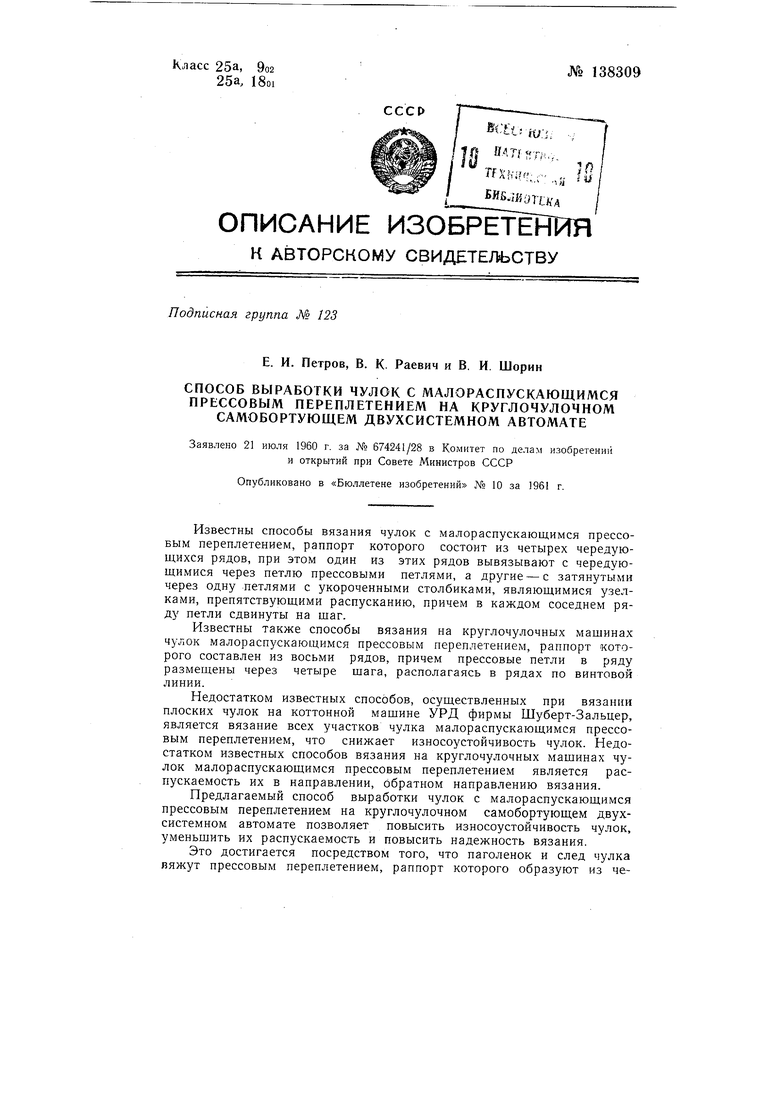
/ 2
