Изобретение относится к обработке еталлов давлением и может быть ис ользовано для получения проволоки з медных сплавов, преимущественно , свинцовистой латуни.
Цель изобретения повышение про зводительности путем сокращения ко-- ичества вспомогательных операций.
Способ включает в себя получение ю прессованной заготовки, отжиг и по следующую деформацию на конечный разер посредством прокатки в калибрах ли волочение.
П р им е р. Исходную заготовку 5 из сплава ЛС58-2 диаметром 5,6 мм поучают на гидравлическом прессе со смоткой заготовки в бухту.
Отжиг осуществляют в конвейерной печи с водяным затвором. После отжи- 20 га осуществляют травление в 5 -55% ном растворе серной кислоты и промыв ку в воде. Затем заготовку подверга ют волочению в несколько проходов. Как вариант - деформацию осуществля - 25 ют прокаткой на сортовом стане. Полученная пррволока имеет хорошее каче- ство и следующие механические свой ства: временное сопро-ривление разрыву GB 56-65 кГС/мм% относительное зо удлинение S 3-10%.
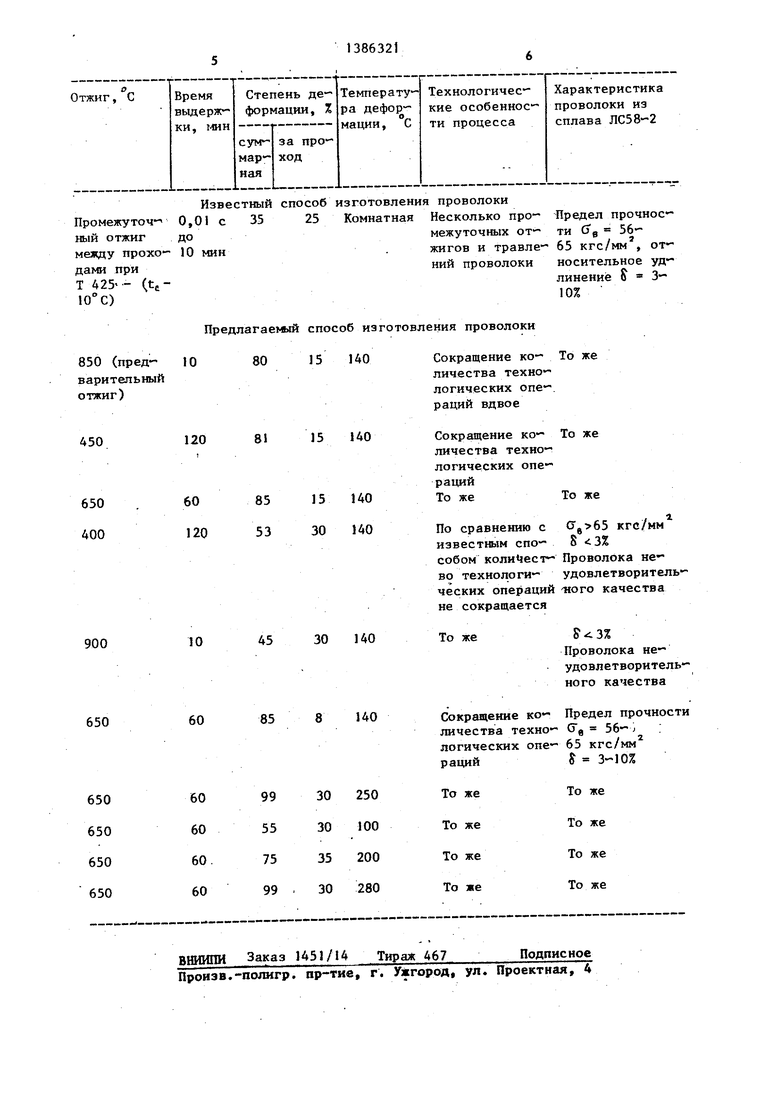
В таблице приведены конкретные режимы осуществления способа.
Отжиг при температуре ниже 450 С н оказывает положительного влияния 35 на пластичность при последующей обработке давлением горячепрессованной заготовки при 100-280°С. Микроструктура заготовки после отжига ниже 450°С не позволяет достигнуть Прк 40 дальнейшей теплой деформации суммарной степени обжатия 55%. .Относительное удлинение полученной проволоки .
При отжиге 1ФИ температуре выше 45 850 С значительно быстрее протекает процесс рекристаллизации и растет зерно ot -фазы до величины 0,05 мм и более. В результате микроструктура я механические свойства проволоки ока- м зываются неудовлетворительными и не позволяют достигнуть при дальнейшей теплой деформации суммарной степени обжатия 55%.
Величина зёрна, а следовательно, и свойства проволоки зависят не только от температуры, но и от продолжительности отжига. Чем .выше температура отжига, тем быстрее протекает
процесс рекристаллизации латуни. При температуре отжига 450°С время выдержки должно составлять около 120 мин, а при 850°С достаточно 10- минутной выдержки. При использовании промежуточных температур отжига в интервале 450-850 с продолжительность выдержки выбирают в пределах 10- 120 мин. В результате такого отжига получается довольно мелкозернистая, полностью рекристаллизованная структура. Выдержка продолжительностью менее 10 мин приводит к неполной рекристаллизации сплава или к разной величиие зерна, что отрицательно влияет на пластичность сплава при прокатке и волочении. При выдержке более 120 мин получается крупнозернистая структура, которая также приводит к понижеи1В 1м механическим свойствам проволоки.
Деформацию заготовки в несколько проходов необходимо проводить при 100-280°С.
Деформацию заготовки проводят методом волочения при 100-200 С или сортовой прокаткой при С.
В случае волочения при температуре ниже 100°С наблюдаются об1Н)1ВЫ проволоки по типу хрупкого разрушения, т.е. без утонения проволоки в местах обрыва.
При температуре ниже 100 С мал коэффициент запаса прочности проволоки
G T.K
Т
гдеСГ, - истинный предел текучести металла при выходе из очага деформации;
К - напряжение деформации (волочения ).
Следовательно, велика вероятность массовых обрывов проволоки. В результате большого количества обрывов проволоки снижается производительность технологического процесса.
При волочении заготовки при температуре выше 200 С имеют место обры вы проволоки по типу пластического растяжеш1я с утонением диаметра проволоки (так называемое утягивание диаметра проволоки). В том и другом случае коэффициент запаса прочности К,„ проволоки имеет недостаточную величину, а следовательно, наблюдаются частые обрывы проволоки на выходе из волоки, тогда как в области 100-
К,.,
1,40,
200 С процесс волочения протекает ус- тойчиво, без обрывов. Коэффициент за паса прочности при температуре 100- 200°С составляет 1,40-1,60.
В случае деформирования заготовки путем прокатки оптимальная температу- ра деформации находится в пределах , т.е. выше, чем при волочении. Причиной смещения зоиы оптималь температур при прокатке в сторону более высоких температур является различие в схемах напряженного и деформированного состояния сплава при прокатке и при волочении.
При прокатке при температуре ниже суммарная степень деформации не превышает 55%, что не позволяет существенно сократить количество технологических операций. Прокатка при температуре более 280 С приводит к неудовлетворительным результатам потому, что после прокатки на профиле (проволоке) образуются поперечные трещины, которые не позволяют полу- чить суммарную деформацию более 55%.
Обжатие заготовки за проход составляет 8-35%.
Величина обжатия менее 8% значительно увеличивает количество требукг щихся проходов деформирования, что приводит к снижению производительности. Кроме этого, столь малая степень обжатия приводит к недопустимо большому росту величины зерна.
При обжатии более 35% деформация становится невозможной из-за массовых обрывов проволоки при волочении или вследствие трудности захвата заготовки валками при прокатке.
Из таблицы видно, что проволока, изготовленная согласно предлагаемому способу, удовлетворяет техническим Требованиям: хорошие механические свойства, поверхность и геометрические размеры в пределах допуска. Эти показатели обеспечивают в дальнейшем хорошую обрабатываемость проволоки 1ИЗ сплава ЛС58-2 на металлорежущих станках.
Преимущества разработанного спосо |ба изготовления проволоки с такими свойствами зактпочаются в том, что он позволяет повысить производительность труда в результате сокращения количества операций отжига, травления и сэкономить электроэнергио за счет сокращения операций отжига.
Повышение производительности в результате упразднения указанное опера ций составляет 7%.
Формула изобретения
1.Способ изготовления проврлоки из тpyднoдeфop й pye ыx медных спла- ; ВОВ,.включающий прессование заготовки, последукяцую пластическую деформацию на конечный размер и отжиг, отличающийся тем, что, с целью повышения производительности путем сокращения количества вспомога тельных операций, отжиг проводят пос- ле прессования заготовок при-А50 850 С в течение 10 - 120.мин, а по следующую деформацию осуществляют в температурном интервале 100 - 280 С.
с суммарной степенью обжатия 55 - 99% с величиной обжатия за проход 8-35%.
2.Способ ПОП.1, отличаю щ и и с я тем, что последующую де-i формацию осуществляют методом волочения при lOO-ZOO C.
3.Способ ПОП.1, отличающийся тем, что последующую деформацию осуществляют методом про катки в калибрах при 200 - 280 С.
Промежуточ- ный отжиг между проходами при Т 425- (tt- 10 С)
Известный способ изготовления проволоки 0,01 с 35 25 Комнатная Несколько про- домежуточных мин. жигов и травлений проволоки
Предел прочности 56- 65 кгс/мм , относительное удлинение 3- 10%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ СВИНЦОВЫХ ЛАТУНЕЙ | 2007 |
|
RU2352682C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ БЕТА-ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2441096C1 |
| СПОСОБ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВОГО СПЛАВА ВТ6 | 2011 |
|
RU2479366C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВ ДИАМЕТРОМ 8-60 ММ ИЗ МАЛОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2023 |
|
RU2808615C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ (α+β)-ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ | 2017 |
|
RU2681038C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ | 2018 |
|
RU2751068C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β) - ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ С ВЫСОКОЙ СКОРОСТЬЮ И СТЕПЕНЬЮ ДЕФОРМАЦИИ | 2018 |
|
RU2690263C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ С КОНТРОЛЕМ ДОПУСКА ТЕМПЕРАТУРЫ И ВЫСОКОЙ СТЕПЕНЬЮ ДЕФОРМАЦИИ | 2018 |
|
RU2690905C1 |
| Способ изготовления проволоки из (α+β)-титанового сплава для аддитивной технологии | 2018 |
|
RU2751066C2 |
| Дистанционирующая проволока для тепловыделяющих сборок ядерных реакторов и способ ее изготовления | 2023 |
|
RU2829229C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано для получения проволоки из медных сплавов, преимущественно свинцовистой латуни. Цель изобретения - повышение производительности путем сокращения количества вспомогательных операций. Способ включает в себя получение прессованной заготовки диаметром 5,6 мм, отжиг в Tebf- пературном интервале 450-850 С в те- чение 10-120 мин, последующую деформацию при 100-280°С с суммарной степенью обжатия 55-99% с величиной обжатия за проход 8-35%.При этом указанную деформацию проводят волочением при 100-200° С или прокаткой в калибрах при 200-280 с. Проведение от- зкига при 450-850 С после прессования позволяет упразднить промежуточные отжиги после разовых деформаций при получении конечных размеров проволоки, вследствие чего отпадает необходимость в проведении дополнительного травления и завальцовки концов проволоки на промежуточных размерах. Это позволяет -тювысить производительность на 7%. 2 з.п. ф-лы, 1 табл. € (Л ;х) X) з: ю rss
Предлагаемый способ изготовления проволоки
10
80
15 140
120
60 120
81
85 53
15
15 30
900
10
45
30 140
650
60
85
Сокращение ко- То же личества технологических one-, раций вдвое
Сокращение ко- То же личества технологических операцийТо же
По сравнению с известиэш способом количество технологических операций не сокращается
То же
Сокращение количества техноТо же
кгс/мм S 3%
Проволока неудовлетворительного качества
Проволока неудовлетворительного качества
Предел прочности
| Смирягин А.А | |||
| и др | |||
| Справочник по обработке цветных металлов и сплавов | |||
| - М.: ГНТИЛ по черной и цветной металлургии, 1961, с | |||
| Патент США .№ 4294629, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
