00 00 9д СО СО 00
Изобретение относится к области станкостроения, в частности к способам резки горячих заготовок зубча- ть1м пильным диском
Целью изобретения является снижение энергетических затрат, повышение .стойкости пильного диска при одновременном увеличении производительности процесса и снижении шума.
Сущность изобретения заключается в том, что, сообщая пильному диску вращение вокруг собственной оси с окружной скоростью V (скоростью резания) , лежащей в интервале 80 - 120.м/с, и поперечную подачу U относительно разрезаемой заготовки в 2 - 8 м/с, обеспечивают такие условия резания, при которьк толщина m срезаемого каждым зубом слоя металла составляет 0,1 - 0,5 толщины S пильного диска. При этих условиях удельные усилия резания существенно снижаются Это приводит к снижению энергетических затрат и к повьшгению стойкости пильного диска Вместе с тем, так как по предлагаемому способу скорость поперечной подачи в несколько десятков раз.больше, чем по известному, то машинное время резания уменьшается, а производительность процесса соответственно увеличивается. Сокращение машинного времни резания в десятки раз в сравнении с известным способом (например, при перерезании заготовки диаметром 350 мм время резания составляет 0,05 с) приводит к значительному снижению шума на участках резки горячих заготовок.
Для реализации предлагаемого способа шаг t между зубьями пильного диска должен быть увеличен Он выбирается из условия, мм:
U 5,09 k m -d,
где 5,09 - эмпирический коэффициент; m - толщина срезаемого каждым зубом слоя металла; k l|5 - 2,2 - коэф0
5
0
5
0
5
0
5
фициент запаса, учитьгоающий заполнение стружкой впадины между зубьями;, d - диаметр разрезаемой заготовки о
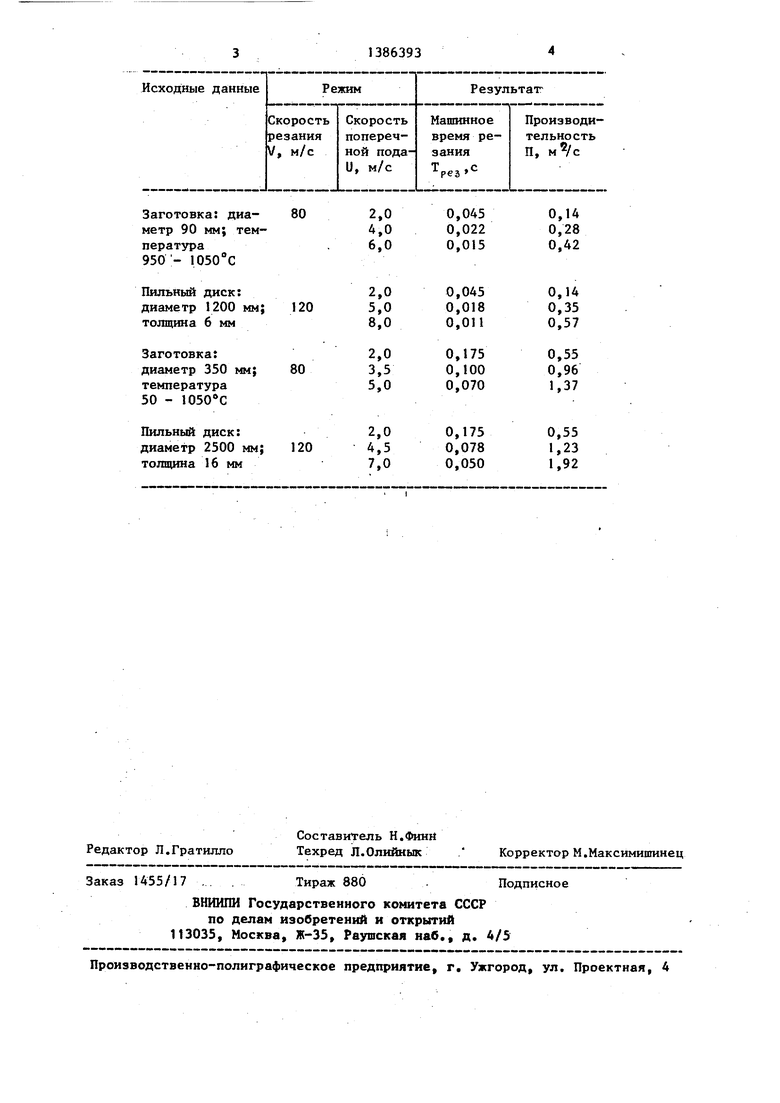
Преимуществом предлагаемЬго способа является возможность последующего переплава стружки, так как толщина срезаемого каждым зубом слоя металла составляет 0,2 - 10 мм, в то время как при известных способах образуется пылевидная стружка Примеры конкретного выполнения способа приведены в таблице
В результате применения предлагаемого способа производительность процесса, характеризуемая площадью поперечного сечения заготовки, разрезаемой в единицу времени, в несколько десятков раз выше, чем при применении известных способов.
Время воздействия шума, возникающего при перерезании заготрвок, сокращается с десятков секунд до сотьк долей секунда
При этом стойкость пильного диска возрастает и достигает 75 - 100 м . суммарной площади поперечного сечения разрезанных заготовок, что в 3-4 раза вьше, чем при применении известных режимов
Формула изобретения
Способ резки горячих заготовок зубчатым пильным диском, при котором пильному диску сообщают вращение вокруг собственной оси и поперечнзпо подачу относительно разрезаемой заготовки, отличающийся тем, что, с целью снижения энергетических затрат, повышения стойкости пильного диска при одновременном увеличении производительности процесса и снижении шума, пильному диску сообщают поперечную подачу в интервале от 2-8 м/Со
Заготовка; диаметр 90 м пература 950- 1050 с
Пильный диск: диаметр 1200 мм; толщина б мм
Заготовка: диаметр 350 мм; температура 50 - 1050 С
Пильный диск: диаметр 2500 мм; толщина 16 мм
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки проката | 1982 |
|
SU1077723A1 |
| Способ резки проката | 1981 |
|
SU1004028A1 |
| ПИЛА ДИСКОВАЯ | 2008 |
|
RU2377102C1 |
| Способ термофрикционной резки дисковой пилой нагретого трубопроката диаметром 40-120 мм из аустенитной хромоникелевой стали | 2021 |
|
RU2767341C1 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| Способ термофрикционной резки дисковой пилой нагретого трубопроката диаметром 120-200 мм из низкоуглеродистой стали | 2021 |
|
RU2767366C1 |
| Способ термофрикционной резки дисковой пилой нагретого трубопроката диаметром 40-120 мм из низколегированной стали | 2021 |
|
RU2767360C1 |
| Способ термофрикционной резки дисковой пилой нагретого трубопроката диаметром 120-200 мм из аустенитной хромоникелевой стали | 2021 |
|
RU2767354C1 |
| Способ термофрикционной резки дисковой пилой нагретого трубопроката диаметром 120-200 мм из аустенитной хромоникелевой стали | 2021 |
|
RU2767358C1 |
| Способ термофрикционной резки дисковой пилой нагретого трубопроката диаметром 40-120 мм из низкоуглеродистой стали | 2021 |
|
RU2767363C1 |
Изобретение относится к области станкостроения, в частности к способам резки горячих заготовок зубчатым пильным диском. Цель изобретения снижение энергетических затрат, повышение стойкости пильного диска при одновременном увеличении производительности процесса и снижении шума. Сообщая пильному диску вращение вокруг собственной оси с окружной скоростью V (скорость резания) в известном интервала, а именно от 80 до 120 м/с, и поперечную подачу U относительно разрезаемой заготовки в заявленном интервале, а именно от 2. до 8 м/с, обеспечивают такие условия резания, при которых толщина m срезаемого каждым зубом слоя металла составляет 0,1 - 0,5 толщины S пильного диска. При этих условиях удельные усилия резания существенно снижаются, 1 табЛо (Л
| Целиков А.И., Смирнов В,В | |||
| Прокатные станы, Металлургиздат, 1958, с,45, |
