(21)3981775/31-27
(22)25.11.85
(46) 23.04.88. Бюл. № 15
(71)Институт проблем надежности и долговечности машин АН БССР
(72)О. В. Берестнев, В. Л. Басинюк, Н. К. Кривенко и П. А. Чепа
(53)621.742.48:621.787.6.002.5(088.8)
(56)Авторское свидетельство СССР № 556187, кл. В 21 Н 5/00, 1974.
(54)УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВПАДИН ЗУББЕВ ЗУБЧАТЫХ КОЛЕС
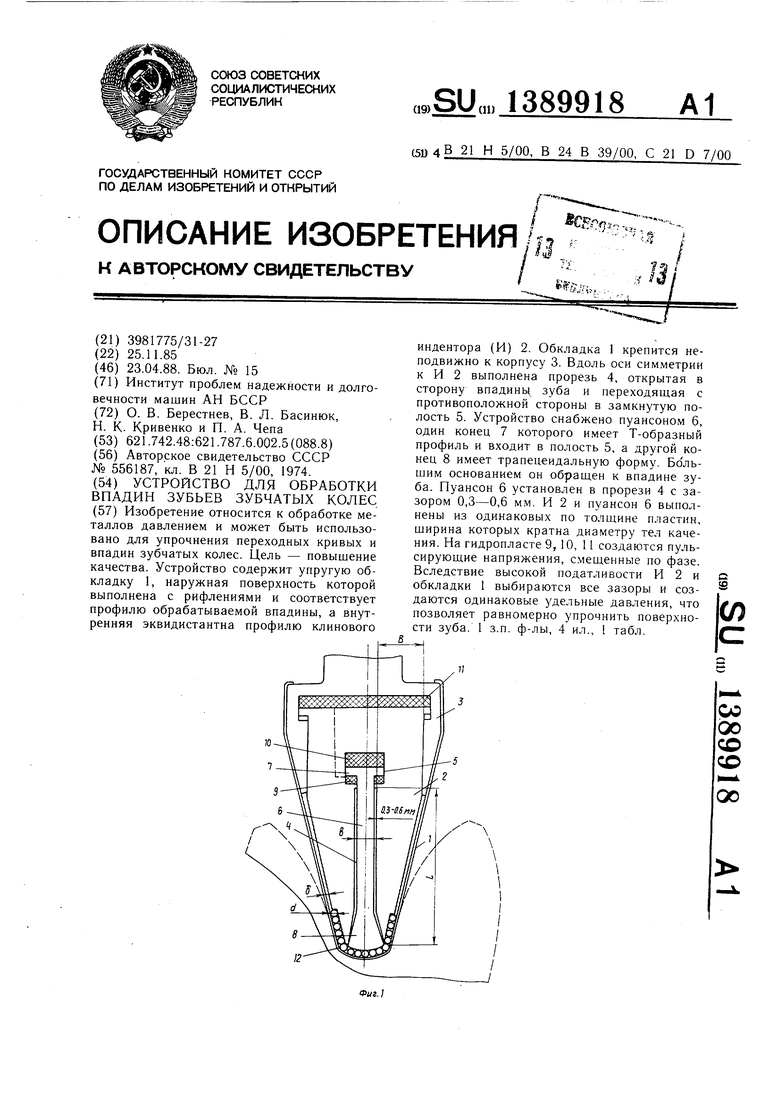
(57)Изобретение относится к обработке металлов давлением и может быть использовано для упрочнения переходных кривых и впадин зубчатых колес. Цель - повышение качества. Устройство содержит упругую обкладку 1, наружная поверхность которой выполнена с рифлениями и соответствует профилю обрабатываемой впадины, а внутренняя эквидистантна профилю клинового
12
индентора (И) 2. Обкладка 1 крепится неподвижно к корпусу 3. Вдоль оси симметрии к И 2 выполнена прорезь 4, открытая в сторону впадинц зуба и переходящая с противоположной стороны в замкнутую полость 5. Устройство снабжено пуансоном 6, один конец 7 которого имеет Т-образный профиль и входит в полость 5, а другой конец 8 имеет трапецеидальную форму. Бо ль- шим основанием он обращен к впадине зуба. Пуансон 6 установлен в прорези 4 с зазором 0,3-0,6 мм. И 2 и пуансон 6 выполнены из одинаковых по толщине пластин, щирина которых кратна диаметру тел качения. На гидропласте 9, 10, 11 создаются пульсирующие напряжения, смещенные по фазе. Вследствие высокой податливости И 2 и обкладки 1 выбираются все зазоры и создаются одинаковые удельные давления, что позволяет равномерно упрочнить поверхности зуба. 1 з.п. ф-лы, 4 ил., 1 табл.
сл
00 00
ОС
Изобретение относится к обработке металлов давлением и может быть использовано для упрочнения переходных поверхностей и впадин зубчатых колес.
Цель изобретения - повышение качества за счет обработки поверхностей переходных участков впадин крупномодульных зубчатых колес.
На фиг. 1 показана схема устройства для обработки впадин зубьев зубчатых ко6
PMBKCL
W
то L
оРмакс
И b tg2 а
; В Ltga,
Например, при
Р 5,4 кН, б 700 МПа, Ь 0,009 мм и а 20°. 0,039 м.
При работе устройство вводится во
лес; на фиг. 2 - схема создания пульси- Ю впадину зуба до беззазорного соприкосно- рующего нагружения гидропласта; на фиг. 3- вения гибкой обкладки 1 с обрабатывае- след режущего инструмента до упрочнения;
на фиг. 4 - то же, после упрочнения. Устройство состоит из упругой обкладки
ками 12 и гибкой обкладкой 1. При этом вследствие высокой податливости клинового индентора 2 и обкладки 1, а также пластинчатой конструкции индентора выбираются
мыми поверхностями. На гидропласте 9, 11 и 10 создаются пульсирующие напряжения, смещенные по фазе (фиг. 3). При
1,наружная поверхность которой выполнена с нагружении гидропласта 11 пластины клино- рифлениями и соответствует профилю об- вого индентора 2 взаимодействуют с шари- рабатываемой впадины, а внутренняя выполнена эквидистантной профилю клинового индентора 2. Обкладка 1 крепится неподвижно к корпусу 3. Вдоль оси симметрии клинового индентора 2 выполнена прорезь 4, 20 все зазоры между упрочняемой поверхно- имеющая ширину И и длину L. Прорезь 4 стью и обкладкой и создаются одинако.вые удельные давления на обрабатываемой поверхности по длине зуба. Одновременно с этим пуансон 6 вследствие давления на его площадки Т-образного профиля поднимается вверх, расклинивая податливые консольные элементы клинового индентора и создавая дополнительные усилия на обрабатываемой поверхности переходных кривых зубьев.
Посля снятия нагрузки с гидропласта 9 и 11 создается нагружение на гидропласте 10, обеспечивающее движение пуансона 6 в направлении дна впадины и его обработку при взаимодействии индентора с щарика- ми, обкладкой и обрабатываемой поверхноклиновым индентором 2, пуансоном 6 и об- -лг стью. Амплитуды пульсирующего напряже- кладкой 1 размещены шарики 12. ния подбираются так, чтобы обеспечить одиЭкспериментальные исследования по оценке равномерности упрочнения поверхности
25
открыта в сторону впадины зуба и с противоположной впадине зуба стороны переходит в замкнутую полость 5. Устройство снабжено пуансоном 6, один конец 7 которого имеет Т-образный профиль и входит в полость 5, другой конец 8 имеет трапецеидальную форму, обращенную большим основанием к впадине зуба. Пуансон 6 установлен в прорези 4 с зазором 0,3-0,6 мм. В зазоре между торцовыми поверхностями Т-образной части пуансона и полостью 5 размещен гидропласт 9 и 10. Между корпусом 3 и клиновым индентором 2 также размещен гидропласт 11. Полости с гидропластом 9 и 11 соединены (не показано). Между
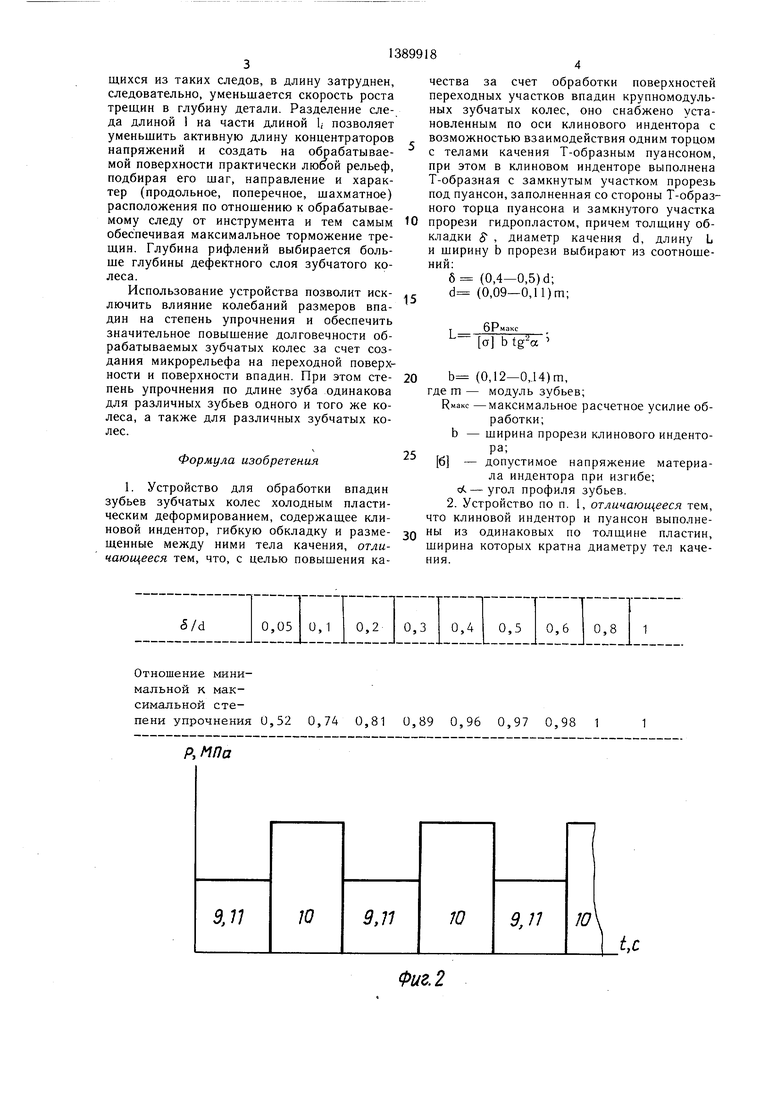
впадин зубьев при нагружении через расположенные в ряд шарики и обкладку с различной толщиной показали, что при соот- нощении (см. таблицу) толщины обкладки и диаметра щариков 6(0,) d обрабатываемая поверхность упрочняется практически равномерно (с отклонением 2-4%).
наковое или любое заданное соотношение удельных давлений при обработке переходных кривых и дна впадины. Затем цикл повторяется до создания требуемой степени 40 упрочнения обрабатываемых поверхностей. На переходной поверхности и поверхности впадины микрорельеф создается за счет отпечатка на них рифлений, нанесенных на наружную поверхность гибкой обТаким образом, принимая во внимание . кладки. Переходные поверхности и впадитребования обеспечения максимально - возможной гибкости обкладки, ее толщина б должна быть принята равной (0,4-0,6) d. Диаметр щариков и ширина прорезей определяются условием прочности конца клинового индентора, входящего во впадину 0 зуба щириной ,76 т. Исходя из этого рациональными диапазонами величин d и b являются d(0,9-0,11)т и Ь (0,12- 0,14)гп. При этом минимальная толщина упругих консолей на клиновом инденторе.
ны зубчатых колес (фиг. 4) имеют следы от режущего инструмента длиной 1 и глубиной h. Усталостная трещина, развивающаяся от такого концентратора напряжений, растет тем быстрее, чем больше размеры концентратора.
Образование регулярного микрорельефа на упрочняемых поверхностях зубчатого колеса (фиг. 5) при обработке предлагаемым устройством позволяет раз.&лить след длиной 1 от режущего инструмента на мнообразованная прорезью, составляет - (0,07- 55 жество мелких следов длиной 1,-. Материал 0,13) т. Длина прорези L определяет усилие зубчатого колеса на концах следов упроч- обработки. Так как исходя из условия прочности кли: ового индентора
няется вследствие пластического деформирования так, что рост трещин, развиваю6
PMBKCL
W
; В Ltga,
то L
оРмакс
И b tg2 а
Например, при
ками 12 и гибкой обкладкой 1. При этом вследствие высокой податливости клинового индентора 2 и обкладки 1, а также пластинчатой конструкции индентора выбираются
нагружении гидропласта 11 пластины клино- вого индентора 2 взаимодействуют с шари- все зазоры между упрочняемой поверхно- стью и обкладкой и создаются одинако.стью. Амплитуды пульсирующего напряже- ния подбираются так, чтобы обеспечить одинаковое или любое заданное соотношение удельных давлений при обработке переходных кривых и дна впадины. Затем цикл повторяется до создания требуемой степени упрочнения обрабатываемых поверхностей. На переходной поверхности и поверхности впадины микрорельеф создается за счет отпечатка на них рифлений, нанесенных на наружную поверхность гибкой обкладки. Переходные поверхности и впадины зубчатых колес (фиг. 4) имеют следы от режущего инструмента длиной 1 и глубиной h. Усталостная трещина, развивающаяся от такого концентратора напряжений, растет тем быстрее, чем больше размеры концентратора.
Образование регулярного микрорельефа на упрочняемых поверхностях зубчатого колеса (фиг. 5) при обработке предлагаемым устройством позволяет раз.&лить след длиной 1 от режущего инструмента на множество мелких следов длиной 1,-. Материал зубчатого колеса на концах следов упроч-
няется вследствие пластического деформирования так, что рост трещин, развивающихся из таких следов, в длину затруднен, следовательно, уменьшается скорость роста трещин в глубину детали. Разделение следа длиной 1 на части длиной 1; позволяет уменьшить активную длину концентраторов напряжений и создать на обрабатываемой поверхности практически любой рельеф, подбирая его шаг, направление и характер (продольное, поперечное, шахматное) расположения по отношению к обрабатываечества за счет обработки поверхностей переходных участков впадин крупномодульных зубчатых колес, оно снабжено установленным по оси клинового индентора с возможностью взаимодействия одним торцом с телами качения Т-образным пуансоном, при этом в клиновом инденторе выполнена Т-образная с замкнутым участком прорезь под пуансон, заполненная со стороны Т-образного торца пуансона и замкнутого участка
и ширину b прорези выбирают из соотношений:
6 (0,4-0,5)d;
d (0,09-0,11) m;
мому следу от инструмента и тем самым Ю прорези гидропластом, причем толшину об- обеспечивая максимальное торможение тре-кладки $ , диаметр качения d, длину L
щин. Глубина рифлений выбирается больше глубины дефектного слоя зубчатого колеса.
Использование устройства позволит иск- . лючить влияние колебаний размеров впадин на степень упрочнения и обеспечить значительное повышение долговечности обрабатываемых зубчатых колес за счет создания микрорельефа на переходной поверхности и поверхности впадин. При этом сте- 20 пень упрочнения по длине зуба одинакова
L
бРмакс
а b
для различных зубьев одного и того же колеса, а также для различных зубчатых колес.
Формула изобретения
25
Ь (0,12-0,.I4)m, где ш - модуль зубьев;
Рмакс -максимальное расчетное усилие обработки;
b - ширина прорези клинового индентора;
б - допустимое напряжение материала индентора при изгибе; с.- угол профиля зубьев. 2. Устройство по п. 1, отличающееся тем, что клиновой индентор и пуансон выполне1. Устройство для обработки впадин зубьев зубчатых колес холодным пластическим деформированием, содержащее клиновой индентор, гибкую обкладку и разме- 0 одинаковых по толщине пластин, щенные между ними тела качения, отли-ширина которых кратна диаметру тел качечающееся тем, что, с целью повышения ка-ния.
б - допустимое напряжение материала индентора при изгибе; с.- угол профиля зубьев. 2. Устройство по п. 1, отличающееся тем, что клиновой индентор и пуансон выполнечества за счет обработки поверхностей переходных участков впадин крупномодульных зубчатых колес, оно снабжено установленным по оси клинового индентора с возможностью взаимодействия одним торцом с телами качения Т-образным пуансоном, при этом в клиновом инденторе выполнена Т-образная с замкнутым участком прорезь под пуансон, заполненная со стороны Т-образного торца пуансона и замкнутого участка
и ширину b прорези выбирают из соотношений:
6 (0,4-0,5)d;
d (0,09-0,11) m;
прорези гидропластом, причем толшину об- кладки $ , диаметр качения d, длину L
L
бРмакс
а b
одинаковых по толщине пластин, ширина которых кратна диаметру тел качеЬ (0,12-0,.I4)m, где ш - модуль зубьев;
Рмакс -максимальное расчетное усилие обработки;
b - ширина прорези клинового индентора;
б - допустимое напряжение материала индентора при изгибе; с.- угол профиля зубьев. 2. Устройство по п. 1, отличающееся тем, что клиновой индентор и пуансон выполне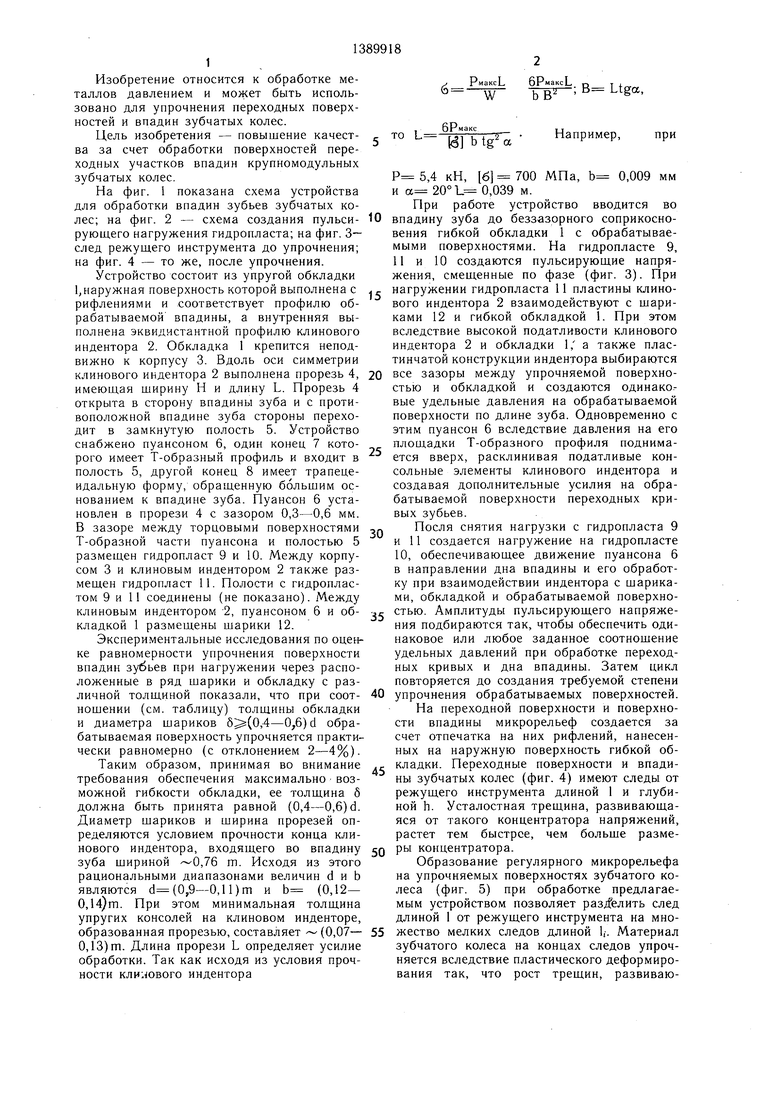
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЗУБЬЕВ КРУПНОМОДУЛЬНЫХ КОЛЕС ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2002 |
|
RU2213148C1 |
| ИНСТРУМЕНТ ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ВПАДИН ЗУБЬЕВ КРУПНОМОДУЛЬНЫХ КОЛЕС ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2000 |
|
RU2175018C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| Инструмент для упрочнения зубчатых колес (его варианты) | 1981 |
|
SU986562A1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| ИНСТРУМЕНТ ДЛЯ ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2332289C1 |
| Инструмент для упрочнения впадин зубчатых колес | 1982 |
|
SU1058699A1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КРУПНОМОДУЛЬНЫХ ТЯГОВЫХ КОЛЕС | 2005 |
|
RU2274662C1 |

Отношение минимальной к максимальной степени упрочнения 0,52 0,74 0,81 0,89 0,96 0,97 0,98 1
AAf/7o
Фиг. 2
Фиг. 5
Фи
