Изобретение относится к области технологии машиностроения и может быть использовано в различных областях машиностроения. Данный инструмент за один рабочий цикл одновременно пластическим деформированием упрочняет весь рабочий контур зуба, эвольвенту и впадину. Существующие технологии для отделочно-упрочняющей обработки зубьев можно характеризовать двумя направлениями.
Первое - это упрочнение только впадин зубьев.
Известен способ для поверхностного упрочнения изделий типа зубьев зубчатых колес, в котором раскрыт инструмент для упрочнения, содержащий нагружатель с усилителем для приложения давления по впадине зуба (SU 556187, МПК 7 С 21 D 7/00, 20.05.1988).
Известен станок для упрочнения зубчатых колес, содержащий станину, установочное приспособление, привод возвратно-поступательного перемещения роликовых головок, контактирующих с двумя различными впадинами упрочняющего колеса (см. SU 221010, МПК 7 С 21 D 7/04, 18.09.1968).
Известен инструмент для поверхностного упрочнения впадин зубьев крупномодульных колес пластическим деформированием, содержащий корпус, выполненный зубчатым, повторяющим форму колеса, в каждом зубе в радиальном направлении выполнено отверстие с образованием створок, в корпусе размещены резиновым амортизатор и пластина, упрочняющая поверхность пластины выполнена в виде сферы и клина, а основание пластины взаимодействует с амортизатором, при этом корпус имеет возможность ввода зубьев с осевым усилием в беззазорное зацепление с обрабатываемой впадиной зуба колеса и раздвигать створки клиньями пластин для упрочнения всей поверхности впадин, одновременно при вращении колеса инструмент имеет возможность перемещаться вдоль зубьев, что обеспечивает равномерное упрочнение всей поверхности впадин (см. RU 2175018 С1, C 21 D 7/04, 20.10.2001).
Второе направление - это упрочнение эвольвенты зубьев.
Известен инструмент для поверхностного пластического деформирования зубьев зубчатых колес, содержащий державку с деформирующим элементом и установленными в инструментальном колесе на заданном расстоянии, при этом инструментальное колесо выполнено зубчатым с гладким участком поверхности (SU 837513, B 24 B 39/04, 15.06.1981).
Наиболее близким аналогом к изобретению является известный инструмент для поверхностного упрочнения зубьев крупномодульных колес пластическим деформированием (ППД), содержащий втулку с установленным на ней калибрующим элементом в виде зубчатого колеса, упрочняющим эвольвенту (см. RU 2137848 C1, C 21 D 7/04, 20.09.1999).
Ни в одном из этих аналогов нет технологий и способов одновременного упрочнения всех рабочих поверхностей зуба.
Предложение на регистрацию изобретения инструмента, одновременно упрочняющего эвольвенту и впадину, вызвано следующей необходимостью. Патенты 2137848 - устройство для упрочнения эвольвенты зубьев и патент 2175018 - инструмент для упрочнения впадины между зубьями внедрены в производство. При обработке партии зубчатых колес хотя и были получены положительные результаты, однако при упрочнении двумя инструментами для получения одинакового воздействия на обрабатываемую поверхность необходимо было варьировать усилие, время выхаживания, количество проходов, величину подачи. Таким образом, раздельное упрочнение не может гарантировать постоянство воздействия по усилию и времени контактирования упрочняющих поверхностей инструментов и обрабатываемых зубьев колес. Общеизвестно, что концентрация напряжений при работе зубчатых передач приходится на основание зуба. Одновременное поверхностное упрочнение эвольвенты и впадин обеспечивает высокую контактную прочность и, что особенно важно, одинаковое упрочнение переходного участка между эвольвентой и впадиной.
Такая обработка способствует ликвидации возникающих радиальных погрешностей при изготовлении колес, частично или полностью локализует дефекты, полученные при зубофрезеровании, термической обработке токами высокой частоты (ТВЧ) и зубошлифовании, такие, как глубокие риски, микротрещины, шлифовочные прижоги и т.п. Повышается точность зацепления, тем самым снижается нагрузка на зубья и, как следствие, изгибные и контактные напряжения, что позволяет практически избежать поломок и сколов зубьев.
Величина шероховатости до ППД, по всему контуру - Ra=1,25-1,6 мкм, а после ППД по всему контуру - Ra=0,32 мкм. Одновременно уменьшаются и другие параметры: - понижается уровень наибольшей высоты неровностей профиля до Rmax= 2-3 мкм против Rmax= 5...6 мкм у шлифованных зубьев; - сглаживается радиус вершин выступов, особенно в переходном участке от эвольвенты к впадине зубьев от r=50-200 мкм до r=500-600 мкм, что свидетельствует о более пологих формах неровностей; - изменяются характеристики опорных, поверхностей.
Ликвидация погрешностей способствует равномерному распределению тепловых потоков и отвод ее в тело зуба, в результате еще больше повышается прочность зуба. Значительно улучшаются шумовые и вибрационные характеристики зубчатых передач, а это значит, что и сопряженные узлы и детали (корпус редуктора, подшипники, тяговый двигатель и др.) испытывают меньшие нагрузки.
Точностные параметры упрочненного слоя находятся в пределах 7...8 степени точности по ГОСТ 1643-81. Толщина упрочненной поверхности связана с изменением и уплотнением кристаллической структуры и составляет 2,2-3 мм.
Износостойкость повышается в 1,4-1,5 раза, предел выносливости зубьев увеличивается в 1,5-1,7 раза. Остаточные напряжения растяжения в поверхностном слое переходят в более благоприятные напряжения сжатия 250-350 мПа, причем происходит измельчение блоков мозаики, повышается плотность дислокаций, в результате увеличиваются прочностные свойства.
Значительно сокращается время на обработку, так как исключается время на смену, выверки и установку инструментов, стабилизацию режимов упрочнения и т. д. Время обработки универсальным инструментом (Z=74, m=10) составляет 10-12 мин, а использование двух равно 35-40 мин.
В итоге техническим результатом изобретения является увеличение гарантийного пробега после ППД универсальным инструментом на 500 тыс.км, т.е. на 62% (утвержденный межремонтный пробег составляет 800 тыс.км), уменьшается время простоев подвижного состава по вине редукторов, исключаются внеплановые ремонты.
Для достижения технического результата известный инструмент для поверхностного упрочнения зубьев крупномодульных колес пластическим деформированием, содержащий втулку с установленным на ней калибрующим элементом в виде зубчатого колеса, упрочняющим эвольвенту, снабжен установленным на втулке элементом для упрочнения впадин, выполненным в виде изогнутых пружинящих штифтов, на торцах которых укреплены калибровочные вставки из твердого сплава, имеющие сферическую поверхность, при этом инструмент имеет возможность ввода калибрующих частей с осевым усилием в беззазорное зацепление с обрабатываемым колесом, при вращении которого, перемещаясь вдоль зубьев, одновременно равномерно распределяет усилие на поверхность эвольвенты, основания зубьев и впадины между ними.
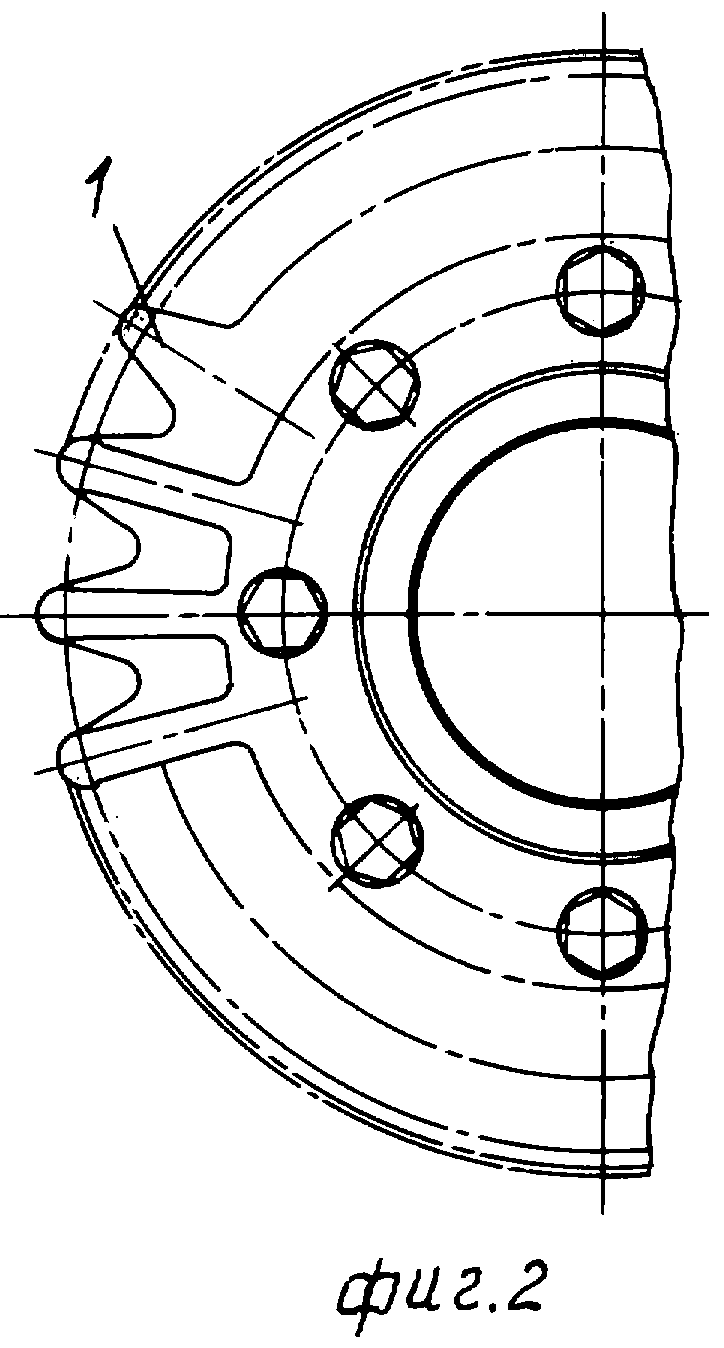
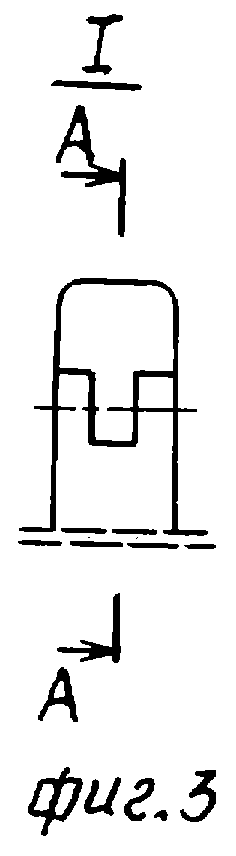
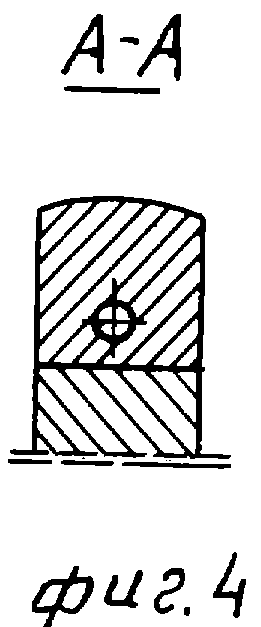
На фиг.1 изображен инструмент в разрезе; на фиг.2 - вид сбоку; на фиг.3 - место 1 (см. фиг.1); на фиг.4 - разрез А-А фиг.3.
Инструмент состоит из элемента 1 для отделочно-упрочняющей обработки эвольвентных участков зубьев и элемента 2 для упрочняющей обработки впадин. Элементы 1 и 2 установлены на втулке 3. Элемент 1 представляет собой зубчатое колесо, изготовленное из стали ШХ15 с твердостью HRC 63...4, с числом зубьев Z=22, m=10. Элемент 2 выполнен в виде изогнутых пружинящих штифтов 4 и калибрующей части 5.
Элемент 2 - для упрочнения основания зубьев - из стали 65 Г с твердостью пружинящих штифтов HRC 43...48 и калибрующей части 5 из твердого сплава ВК4.
Инструмент устанавливается на суппорт токарного станка (на чертеже не показано), а обрабатываемое колесо устанавливают в приспособление (конструкция которого зависит от размеров и конфигурации обрабатываемого колеса), которое крепится к фланцу шпинделя станка. Для зубчатых колес большого размера и модуля можно использовать станок 1М65. Упрочняющий инструмент, соединенный с суппортом станка, перемещается вдоль направляющих станка, поперечный суппорт вводит инструмент в нулевое зацепление с колесом. Включается вращение шпинделя. Калибрующие части инструмента проходят всю ширину зубчатого колеса за два прохода, вращение шпинделя левое и правое. Рабочее усилие для уплотнения 30 кН. Благодаря пружинящим свойствам элемента 2, одновременно равномерно уплотняются переходные участки между эвольвентой-впадиной и самой впадины, скорость вращения колеса 0,35 м/с. Время обработки зубчатого колеса с z=74, m=10 универсальным инструментом составит 10...12 мин, а использование раздельно двух инструментов (смена инструмента, его выверка, стабилизация режимов уплотнения и т.д.) равно 35...40 мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КРУПНОМОДУЛЬНЫХ ТЯГОВЫХ КОЛЕС | 2005 |
|
RU2274662C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЗУБЬЕВ КРУПНОМОДУЛЬНЫХ КОЛЕС (ВЕНЦОВ) МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 1998 |
|
RU2137848C1 |
| ИНСТРУМЕНТ ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ВПАДИН ЗУБЬЕВ КРУПНОМОДУЛЬНЫХ КОЛЕС ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2000 |
|
RU2175018C1 |
| Инструмент для упрочнения зубчатых колес (его варианты) | 1981 |
|
SU986562A1 |
| СПОСОБ ОБКАТЫВАНИЯ ПРЯМОЗУБЫХ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2332290C1 |
| ИНСТРУМЕНТ ДЛЯ ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2332289C1 |
| Способ обработки рабочих поверхностей зубьев зубчатых колес | 1987 |
|
SU1558542A1 |
| Устройство для обработки впадин зубьев зубчатых колес | 1985 |
|
SU1389918A1 |
| ОТДЕЛОЧНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2361714C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2347640C1 |
Изобретение относится к металлообработке и может быть использовано в разных областях машиностроения, а именно для упрочнения различных деталей с чередующимися выступами и впадинами. Данный инструмент за один рабочий цикл одновременно упрочняет весь рабочий контур зуба, эвольвенту и впадину между зубьями. Инструмент состоит из двух упрочняющих элементов. Первый - для упрочнения эвольвентных участков зубьев - изготовлен из стали ШХ15 с твердостью HRC 63...64. Представляет собой зубчатое колесо с числом зубьев Z=22, m=10. Второй элемент - для упрочнения основания зубьев - изготовлен из стали 65Г с твердостью пружинящей части HRC 43...48 и калибрующих частей из твердого сплава BK4. Применение данного инструмента увеличивает качество и надежность в работе обрабатываемых колес, тем самым способствует его внедрению на предприятиях машиностроения и, в частности, на ремонтных предприятиях железнодорожного транспорта. 4 ил.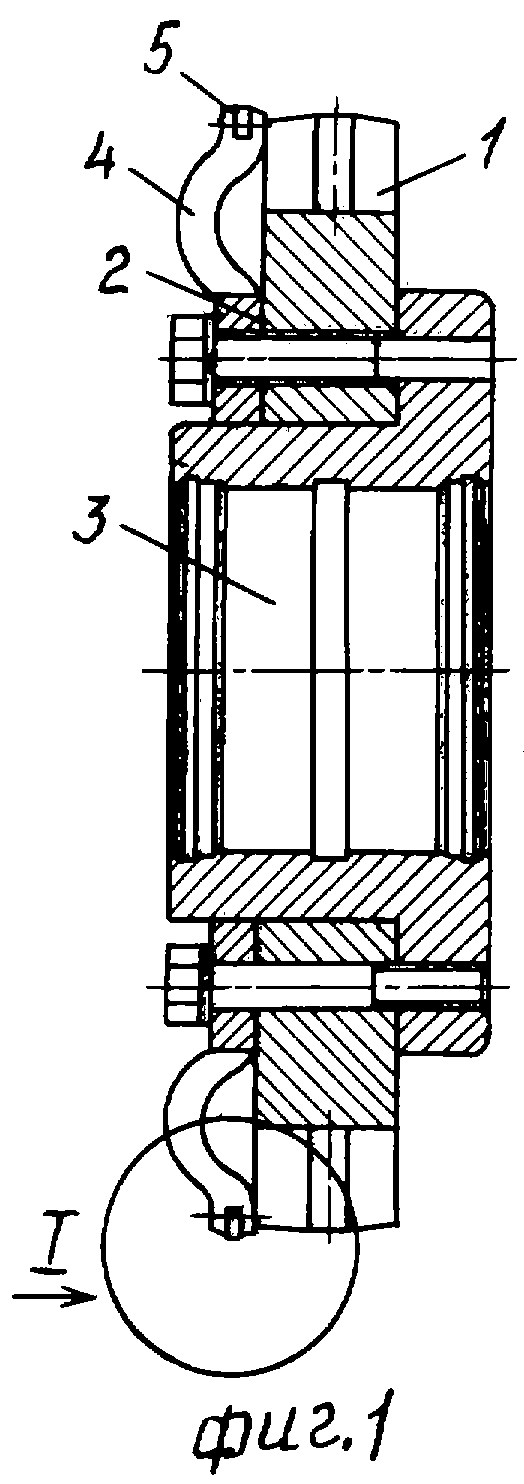
Инструмент для поверхностного упрочнения зубьев крупномодульных колес пластическим деформированием, содержащий втулку с установленным на ней калибрующим элементом в виде зубчатого колеса, упрочняющим эвольвенту, отличающийся тем, что инструмент снабжен установленным на втулке элементом для упрочнения впадин, выполненным в виде изогнутых пружинящих штифтов, на торцах которых укреплены калибровочные вставки из твердого сплава, имеющие сферическую поверхность, при этом инструмент имеет возможность ввода калибрующих частей с осевым усилием в беззазорное зацепление с обрабатываемым колесом, при вращении которого, перемещаясь вдоль зубьев, одновременно равномерно распределяет усилие на поверхность эвольвенты, основания зубьев и впадины между ними.
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЗУБЬЕВ КРУПНОМОДУЛЬНЫХ КОЛЕС (ВЕНЦОВ) МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 1998 |
|
RU2137848C1 |
| ИНСТРУМЕНТ ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ВПАДИН ЗУБЬЕВ КРУПНОМОДУЛЬНЫХ КОЛЕС ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2000 |
|
RU2175018C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2090341C1 |
| СТАНОК ДЛЯ ШЕВИНГОВАНИЯ - ПРИКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1992 |
|
RU2068754C1 |

