При изготовлении электронно-лучевых трубок необходимо с высокой степенью точности выдерживать расстояние между катодом и управляющим электродом-модулятором. Обычно это расстояние выдерживается благодаря разбраковке катодов и спейсеров на группы с разницей по высоте 0,01 мм, с последующей селективной сборкой. При таком способе автоматизация сборки катодного узла невозможна.
Известны также другие способы контроля расстояния катод-модулятор, например пневматический, электростатический, однако эти способы сложны и имеют ряд недостатков, затрудняющих их использование в производстве трубок.
Описываемый способ позволяет производить сборку катодного узла при точном задании расстояния катод-модулятор чисто механическими средствами.
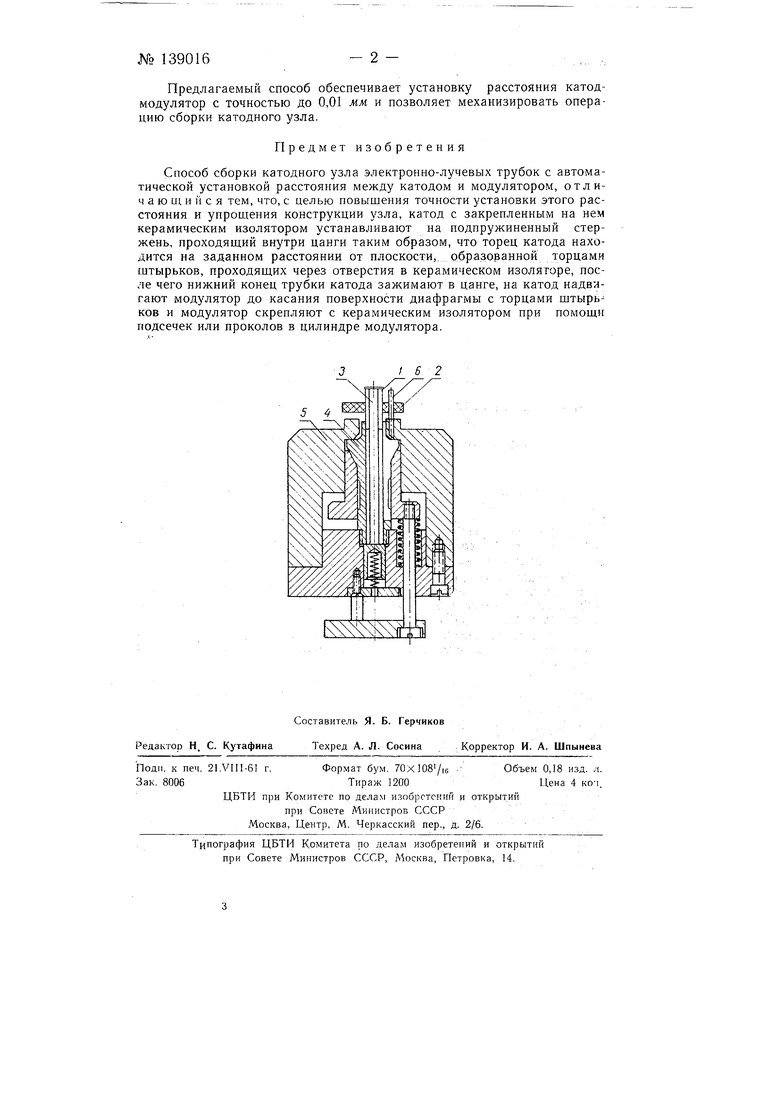
Катод / (см. чертеж) скрепляют с керамическим диском 2 обычным способом и устанавливают на подпружиненный стержень 3, как показано на чертеже. Стержень 3 укреплен в цанге 4 с небольшим (около 0,2 м,м) зазором. Вокруг цанги в корпусе 5 укреплены три штырька 6. проходящих сквозь отверстия в керамике. Калиброванным шаблоном нажимают на торец катода, утапливая его таким образом, чтобы расстояние между его торцом и торцами щтырьков имело определенную величину. В этом положении катод фиксируется зажатием его трубочки в цанге и на него надевается цилиндр модулятора до упора внутренней плоскости диафрагмы в штырьки 6. Цилиндр модулятора закрепляется на керамике при помощи шести проколов в цилиндре, расположенных попарно с верхней и нижней стороны керамики через 120°. Деформировавшийся внутрь цилиндра металл от насечек прочно удерживает модулятор на керамике.
Предлагаемый способ обеспечивает установку расстояния катодмодулятор с точностью до 0,01 мм и позволяет механизировать операцию сборки катодного узла.
Предмет изобретения
Способ сборки катодного узла электронно-лучевых трубок с автоматической установкой расстояния между катодом и модулятором, отличают и и с я тем, что, с целью повышения точности установки этого расстояния и упрощения конструкции узла, катод с закрепленным на нем керамическим изолятором устанавливают на подпружиненный стержень, проходящий внутри цанги таким образом, что торец катода находится на заданном расстоянии от плоскости, образованной торцами штырьков, проходящих через отверстия в керамическом изоляторе, после чего нижний конец трубки катода зажимают в цанге, на катод надвигают модулятор до касания поверхности диафрагмы с торцами штырь ков и модулятор скрепляют с керамическим изолятором при помощи подсечек или проколов в цилиндре модулятора.
162
| название | год | авторы | номер документа |
|---|---|---|---|
| Катодно-модуляторный узел | 1960 |
|
SU131840A1 |
| Устройство для сборки блоков(пакетов)радиоламп | 1954 |
|
SU103133A1 |
| СПОСОБ ЮСТИРОВКИ КАТОДНО-СЕТОЧНОГО УЗЛА | 2003 |
|
RU2251757C2 |
| Высокоресурсная металлокерамическая рентгеновская трубка | 2019 |
|
RU2716261C1 |
| ЭЛЕКТРОННО-ЛУЧЕВОЙ ПРИБОР | 1991 |
|
RU2103762C1 |
| СПОСОБ СБОРКИ КАТОДНО-МОДУЛЯТОРНЫХ УЗЛОВ ЭЛ ЕКТРО,Н.НЮЛУЧЕВЫХ ТРУБОК | 1970 |
|
SU284184A1 |
| КАТОДНО-МОДУЛЯТОРНЫЙ УЗЕЛ | 1985 |
|
RU1380509C |
| Катод рентгеновской трубки | 2020 |
|
RU2745447C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1987 |
|
SU1529765A1 |
| СЕКЦИОНИРОВАННАЯ МЕТАЛЛОКЕРАМИЧЕСКАЯ РАЗРЯДНАЯ ТРУБКА | 1996 |
|
RU2102825C1 |
