Отличительной особенностью предлагаеK.OW устройства с вращающимся столом для нодачи деталей радиолами с одной сборочной иозицнн на другую является снаблсенне вращающегося стола кольцевыи ободом, несущим установленные на калсдой сборочной нознциц механизмы для зажима арматуры, нротнв которых на аеиодвилсных наружном п внутреннем столах иомещеиы: механизм нодачи анодов, катодов и сеток, механизм иоддерлскп траверз, мехаиизм надевания слюдяиых изоляторов, механизм ириварки траверз к хшстонам п механизм съема блока. Такое вьгаолнеиие устройства обесиечнвает возмолшость одновременного выиолнення оиеуацпй на обоих концах блока и, следовательно, увеличивает возмолсностн механизаиии сборки.
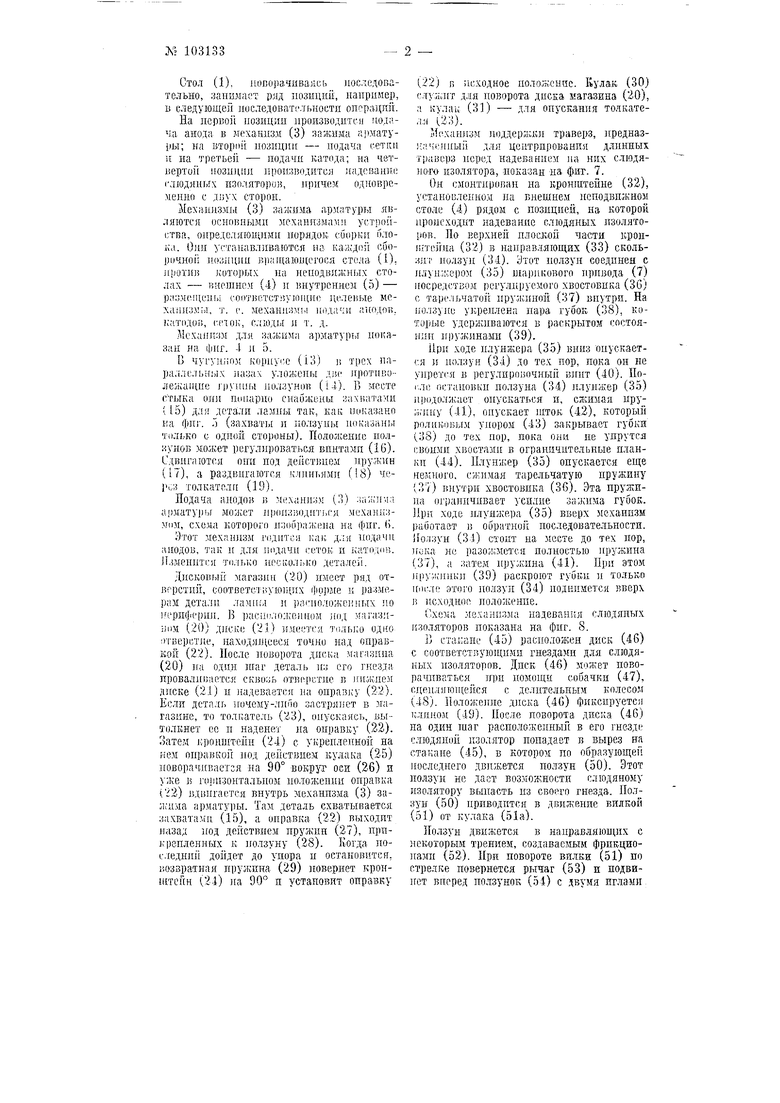
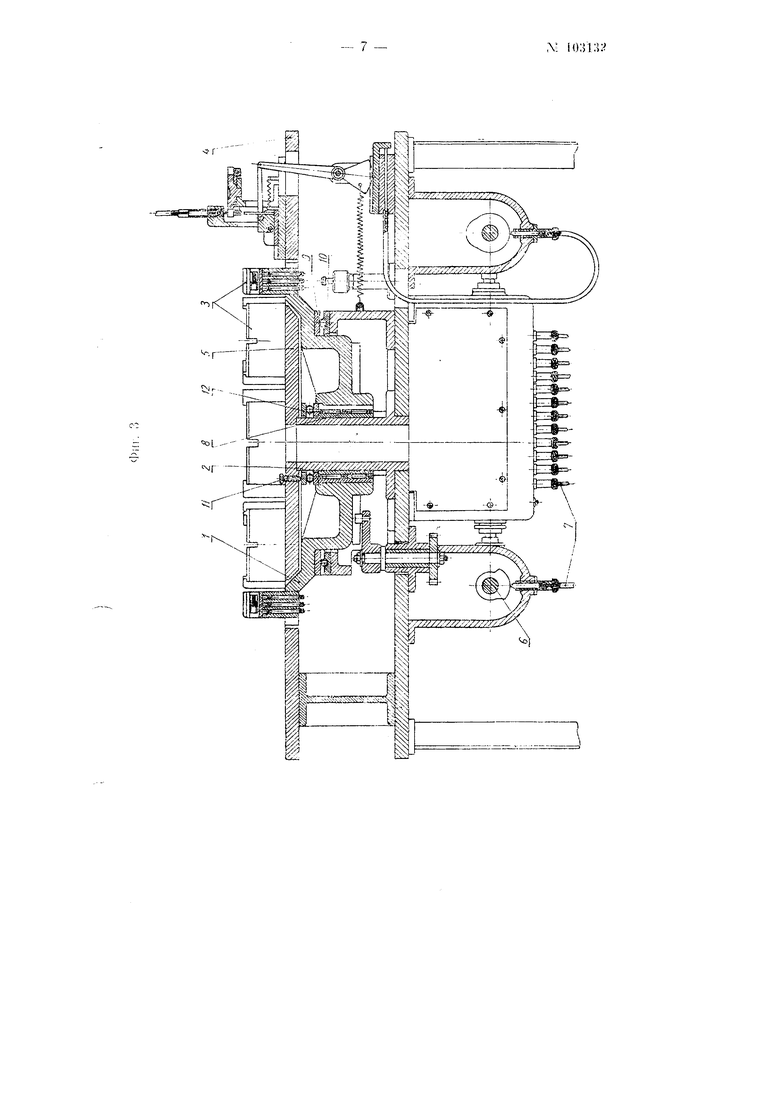
На фиг. 1 и 2 показан иример блока радиоламны (триод), собираемого на предлагаемом устройстве; на фиг. 3 - осевой разрез иредлагаемого устройства; на фиг. 4 ноказан механизм залсима арматуры; на фиг. 5 - схема его работы; на фиг. 6 схематически изображен механизм нодачи анодов; на фиг. 7 - механизм ноддерлски травзрз в осевом разрезе; на фиг. 8 - кехаииз.м надевания с.подяных ИЗО.ТЯТОРОВ; на фиг. 9 п 10 - механизм ириварки траверз к иистона},, нродольный разрез н вид сбоку; на фиг. 11 - механизм съема блока.
Предлагаемое устройство предназначено для сборки радиоламп, имеющих блочную конструкцию с электродами, расноложенными так. кап ноказано, например, на фиг. 1 и 2.
Оно имеет стол (1), вращающийся вокруг цаифы (2).
На узком кольцевом ободе стола (1) на калуой сборочной иозпцпи установлены наиболее ответственные узлы машины - механизмы (3) для зал:има арматуры.
На иенодвин;ном нарулшом столе (4), с внещней стороны вращающегося стола (1), располагаются механнз5ы подачи анодов, сеток, катодов, иадевания слюды и приварочные механизмы. На неиодвилхном внутреннел столе (5), укрепленном на цаафе (2), установлены механизмы для надевания слюдяного изолятора п для приварки траверз к иистонам.
Таким образом, к блоку с обеих сторон свободный доступ соответствуюнще механизмы для одновременного илн разновременного выполнения операцпй на обоих его концах. Меняя размеры механиз5(ов соответственно размерам деталей ламп, можно обесиечнть сборку блоков любых радиоламп.
Управленпе механизмами осуществляется от кулачкового вала (6) через шариковый привод (7), приводные трубки коTopriro к механизмам, раснолол:епным на кругло) внутреннем столе (5), проходят ч;):; лолум цеит|;алг,)1ую иапфу.
Стол (1) вращается на центральном игольч; том иодпгиинпке (8), иосал;епно. на цаи1|)у (2), и онирается стальным каленым кольцом (9) на кольцевую щариксвую наиравляющую (10). Сверху она поджимается винтами (И) через упорный иодщипник (12). Таки}1 образом полностью выбираются все люфты вращающегося стола.
Стол (1), поворачиваясь последовательно, lianmiacT ряд позиций, иаиример, в следующей лоследоватсльиости операций.
На первой позиции производите и анода в механизм (3) зажима aioiaTyры; на второй позиции - подача сетки 11 на третьей - подачи катода; на четверто) производится падевание слюдяных изоляторов, пpнчe f одиовре5ie iHO с двух сторои.
Механизмы (3) зажима арматуры являются основиымн механизмами устройства, определяющимн порядок сборкп блока. Они устанавливаются на каждой сбоpo4Hoii вранщющегося сте.ча (1), jipOTHji кото)ых на неподвижных столах - иешнем (4) и внутреннем (5) - ра;;м(мцены соотвотстзуюн те целевые механизмы, т. е. механизмы нодр.. а.нодов. ;атодог, c.eioi;, с.люды н т. д.
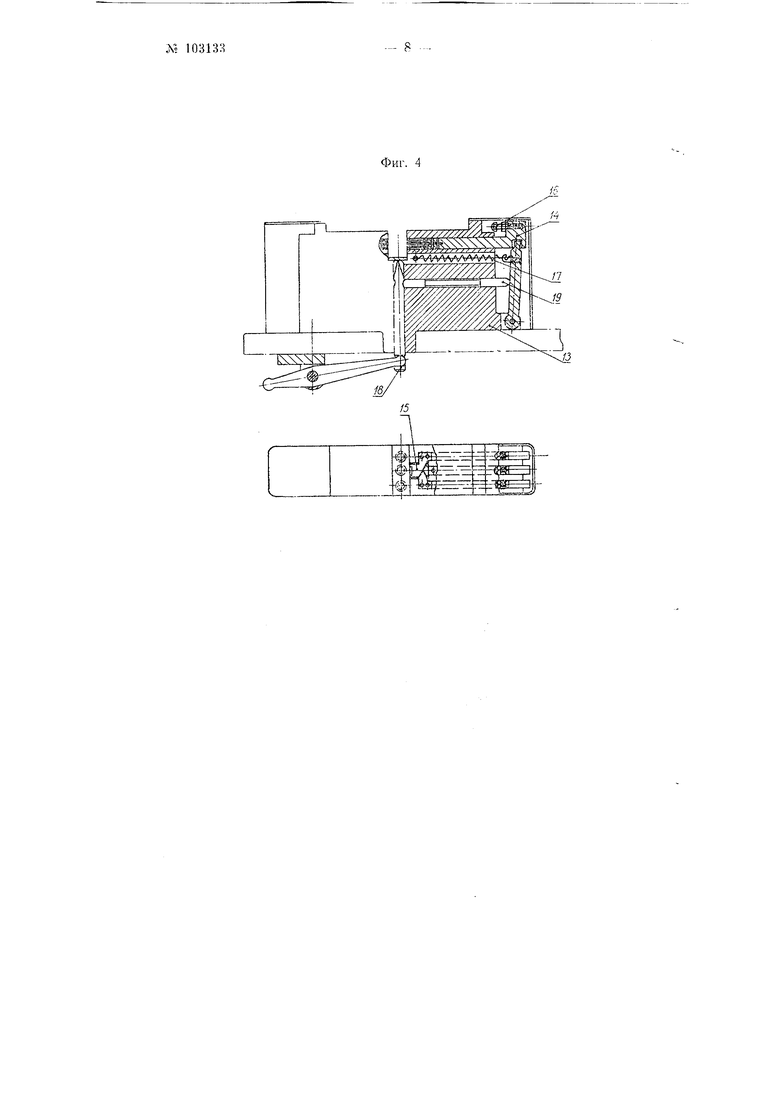
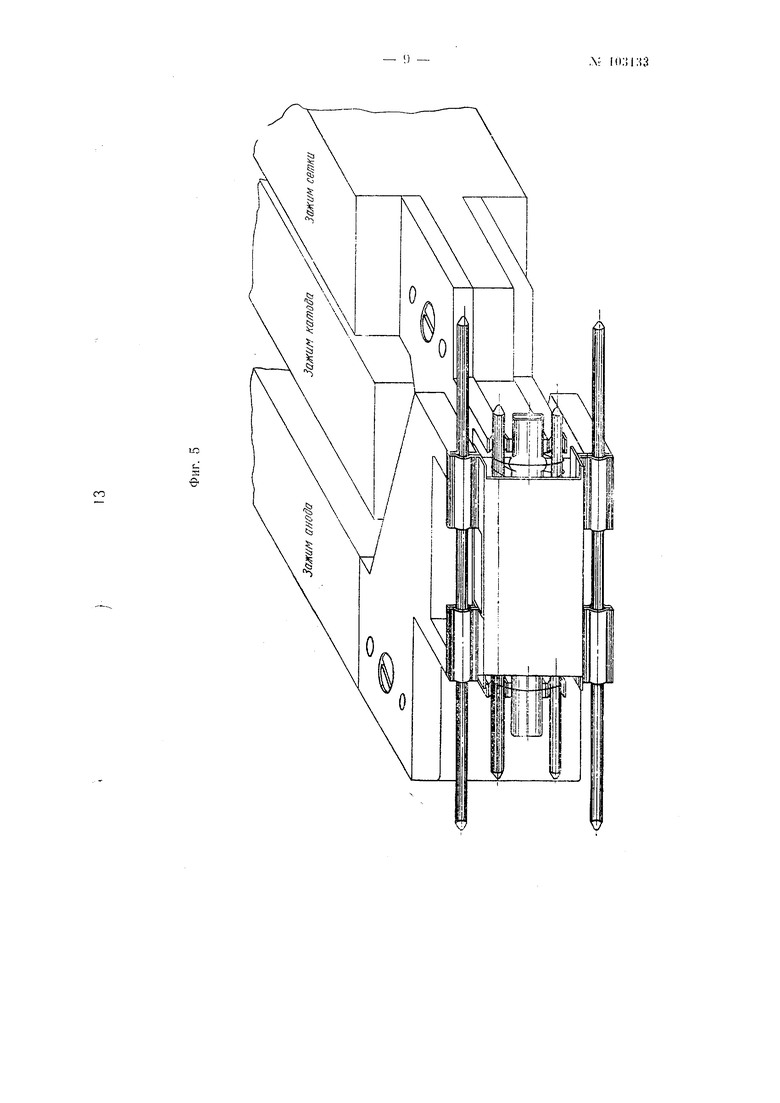
Механизм для зажима арматуры показан на ilntr. 4 j 5.
С 4yryu;io. кориус.с (13) н трех параллельных пазах улож.еи) противолежащие jpyiiiibi ползунов (4). Г) месте стыка они попарно енабжены захватами (15) для детали лампы так, как показано на . .1 (захваты и иолзупы показаны только с одной стороны). Положение нолнунов молсет регулироваться винтамп (16). Сд нгаются они нод действием нружин (17), а раздвнгаются к.чннья.П (18) Ч(1иЗ толкатели (19).
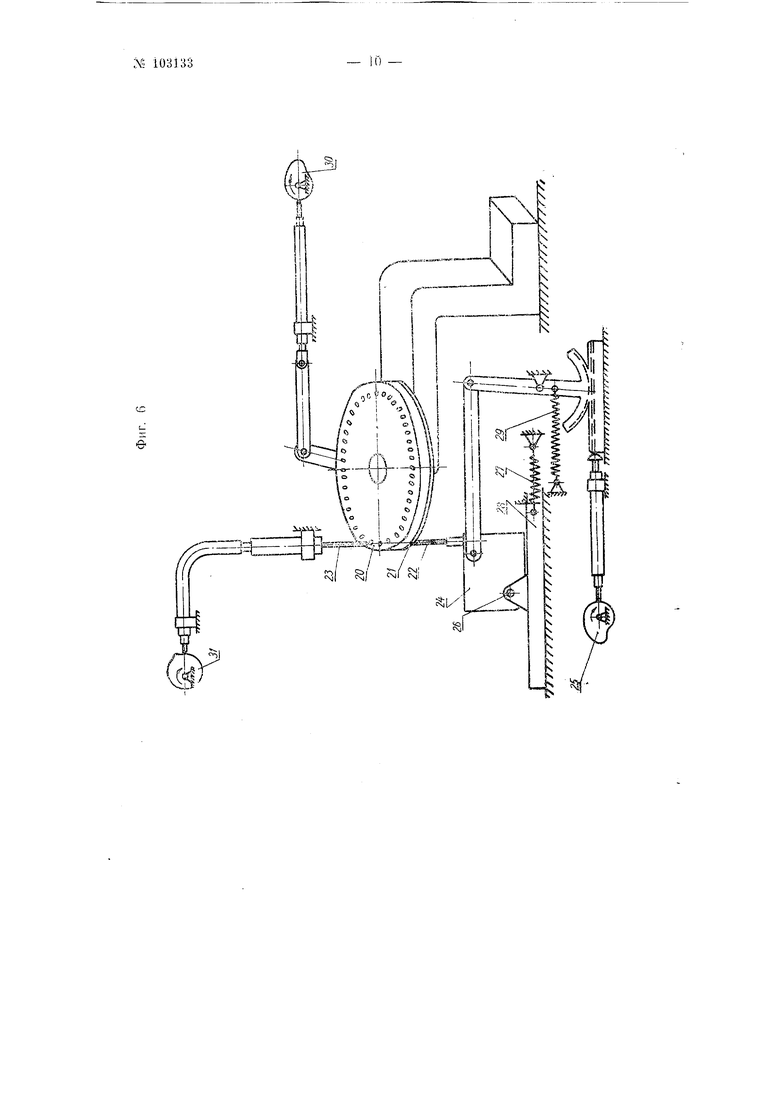
Подача анодов j; механизм (.Т арматуры может пронз:50дпт1,ся MiiM, схема которого нзоб)аи,,ена на фиг. (.
Этот механизм годнтся как для иодачп анодов, так и для нодачн сеток и кат{|Д|1 5. Изменит1:я то.п.ко несколы;о деталей.
Дисковг Й магазин (20) имеет ряд от1 орстнй, соответсл ную1Ц11х форгге п размера5 детали лампы и )аснолож.енных по 1ерифернн. В 1)асп1 лол;он1 ом нод магази;и)М (20) диске (21) имеется Т11лы;о одно отверстие, нaxoдяJJ eecя точно над оправкой (22). После поворота диска магазп П1 (20) ira одцц нгаг деталь из его гнезда провалн1;;1ется сквозь отверстне в ппжнем
лиске
н надевается на онравку
Если деталь иочему-лнПо застрянет в згагазине, то толкатель (23), онускаясь, вытолкнет ее н наденет на онравку (22). оатем ;рон1нтейн (24) с укреилепнои на нем оправкой иод действием кулака (25) новорач.иваетгя на 90° вок.р.т оси (26) и уже в горизонтальном 1Н)ложении оиравка (22) вдвигается внутрь механнзма (3) заiiaiiia ар5 атуры. Там деталь схватывается зaxвaтa iн (15), а онравка (22) выходит назад иод де1 ствием иружин (27), ирнкренленных к ползуну (28). Когда последний дойдет до упора н остановится, возвратная нружина (29) повернет кронiitTCHH СИ) на 90° п установит оправку
(22) в исходное положение. Кулак (30) служит для новорота диска магазина (20), а кулак (31) - для оиускания толкателя 123).
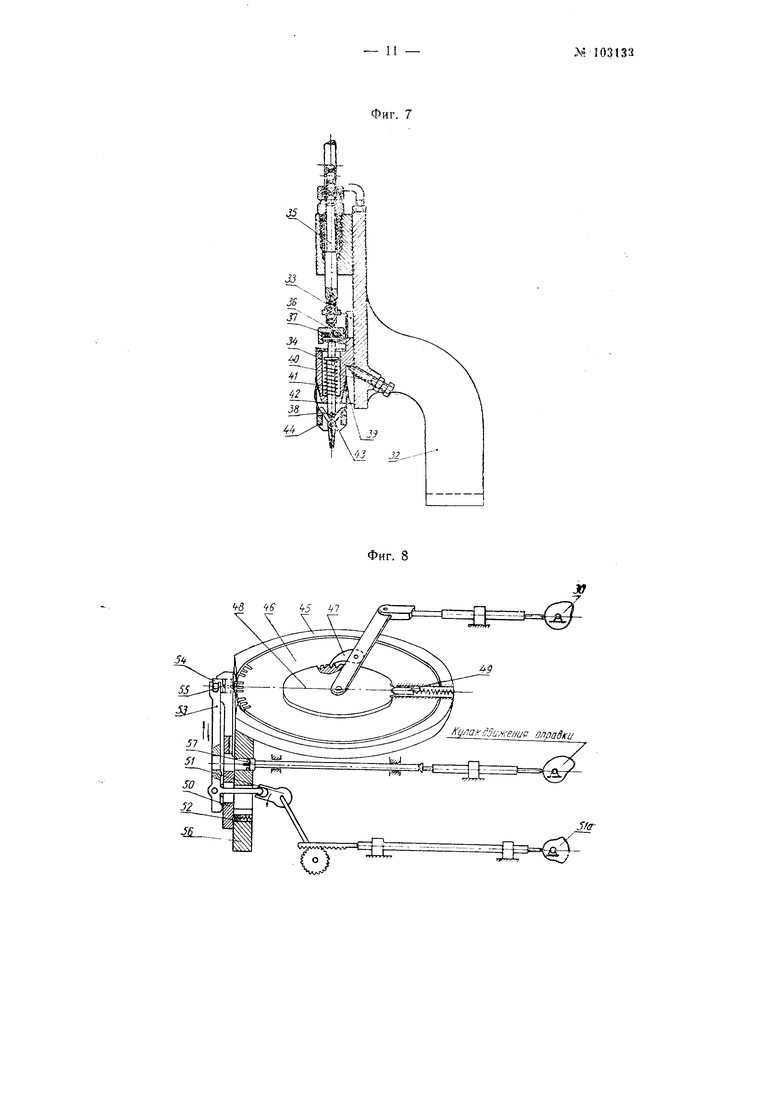
Механизм поддержкп траверз, предназ ;.-i4i:iinbiji для центрирования длинных траверз иеред надеванием иа них слюдяного изолятора, показан ца фиг. 7.
Он смонтирован на кронштейне (32), установленном на внешнем неподвижном столе (4) рядом с позицией, на которой происходит надевание слюдяных изоляторов. По верхней нлослой части крон1 1тейна (32) в нанравляющих (33) скользит нолйун (34). У тот ползун соединен с илун.жером (35) шарниового нрнвода (7) посредством регулируемого хвостовика (3G) с тapeльчaтoii пру.;киной (37) внутри. На ползуне укреплена пара губок (38), которые удерживаются в раскрыто. состоянии нружинамн (39).
Прн ходе плунлсера (35) вниз онускает :я и нолзун (34) до тех нор, пока он не упрется в )егулировочный вннт (40). Пог.ле 01;тано15кн иолзуна (34) плунжер (35) продо.1жает онускаться и, сжимая нру;;;ину (41), онускает исток (42), который ролнк.1))Ь1м унором (43) закрывает губки (38) до тех пор, пока они не упрутся своими хвостами в ограничительные планкн (44). Плунжер (35) опускается еще немного, сжимая тарельчатую нружину (ЗО виутри хвостовика (36). Эта пружина ограничивает усилие зажима губок. При ходе плунжера (35) вверх механи.зм работает в обратной носледовательности. Ползун (34) стоит на месте до тех нор, iioKa не .мется нолностью нружина (37), а затем прулшна (41). При этом jipy:.;iiHKH (39) раскроют губки и только П1м-ле этого ползун (34) подннмется вверх li исходное. ноло;кеяпе.
I xeiia . еханп.зма надевания слюдяных изоляторов показана на фнг. 8.
В стакане (45) расположен диск (46) с соответст уюнц1.ми гне.здами для слюдяных изоляторов. Диск (46) может поворачиваться при номощн собачки (47), ецен.ляюп(ейся с делительным колесом (48). Положение диска (46) фиксируется клином (49). После поворота диска (46) на один шаг расположенный в его гнезде слюдяной изолятор попадает в вырез на стакане (45), в котором по образующей последнего двнжется иолзун (50). Этот нолзун не дает возможности слюдяному изолятору выпасть из своего гнезда. Ползун (50) нриводится в движение вилкой (51) от кулака (51а).
Ползун движется в направляющих с некоторым трение5, создаваемым фрин-циопамн (52). При повороте ви.тки (51) по стрелке повернется рычаг (53) и подвинет внеред ползунок (54) с двумя иглаып
(55). -)тн иглы пойдут в итиерстпя 1мшдяного изолятора. Когда ползунок (54) упрется своим торцсм в стенки (56), ползун (50) начнет двигаться вниз вместе с рычагом (53), ползунком (54), иглами (55) п, следовательно, вместе со слюдяным изолятором.
Когда слюдяной изолятор встанет на уровне оправки (57), ползун (50) остановится. Оиравка (57) начинает двигать|;я вперед. Пмеюищеся на ней две иглы входят в два других отверстия слюдяиоги изолятора, после чего оправка (57) останавливается.
лЗнлка (51) начинает поворачиваться в DUpaTHOM направлении. Она поворачивает рычаг (53), отодвигает ползунок (54) начад и его иглы (55) выходят из отверстп; слюдяном изолято1)е. Рычаг (53) упирается своим Ш1я;н1п отростком в ползун (50) и Becj ползун, преодолевая трение; |)рикдионов, начинает подниматься вверх. Слюдяной изолятор остается на месте, так как он надет на фиксирующие титифты оправки (57).
Когда ползун (50) остановится и крайнем верхнем положении, оправка (57) вместе со слюдяным изолятором начинает двигаться вперед. Она проходит через отверстие в иолзуне (50) и надевает слюдяной изолятор на концы траверз анода, сеток и катода. После этого оправка возвращается в исходное иоложеппе и цикл повторяется снова.
Механизм приварки траверз к пистонам пмеет двоякое назначение. Во-первых, ои производит окончательное надевание слюдяных изоляторов до упора их в торцы анода и, во-вторых, производит приварку траверз анода к пистонам слюдяных изоляторов.
. Досылка 1-людяных изоляторов до упора их в торцы анода является неизбежно и ооуслоБлеиа сборкой блока в механизме (3) зажима арматуры. Положение сетки п катода можно фиксировать только за концы, выступающие из анода, а следовательно, зажимные органы не дадут возможности сразу надеть слюдяной изолятор до конца. После того, как слюдяной изолятор будет предварительно надет на концы деталей блока, зажимы сетки и катода могут OToiiтк. ;( соответствующий механизм произвести окончательное надевание его па траверзы.
Механизм приварки траверз к пистонам показан отдельно на фиг. 9 и 10.
По верхней плоскости корытообразной станины (58) в наиравляющпх (59) может двигаться нолзун (60), к которому прикреплены скобы (61) с толкателями (62), ируж.инами (63) и регулировочными гайка5(и (64). Через отверстия в ползуне (GO) проходят IHTOK (65) и два стержня
(66). На конце штока (65) укреплена оправка (67), на которой производится сварка, ХО.МУТ (68) п иланка (69). Стержни (66) передними резьбовыми концами ввертываются в отверстия нланки (69). Между планкой (69) и ползуном (60) на стержнях (66) сидят две пружины (на чертеже не иоклзаны), все время иоджпм:ающпе шток (65) вперед.
Мри ходе иолзуна (60) вперед оиравка (67) наталкивается на слюдяной изолятор и за счет силы установленных на стержнях (66) нружин надевает его на концы деталей. Когда слюдяной изолятор итрется в торец анода, шток (65) остановится, так как стержнн (66) гайками (70) так;ке упрутся в торец станнны. Ползун (60) продолжает двигаться виеред, толкатели (62) нажнмают на серьги (71) и сдвигают .члектроды (72). Усилие нажима а,;ектродов регулируется сило11 затяжки пружпи (63). Затем включается ток и производится сварка. Привариваются одновременно обе траверзы. При отходе нолзуна (60) назад, электроды (72) оттягиваются пружпнамп (73), а пружины (74) возвращают нолзун (60) в исходное иолол;ение.
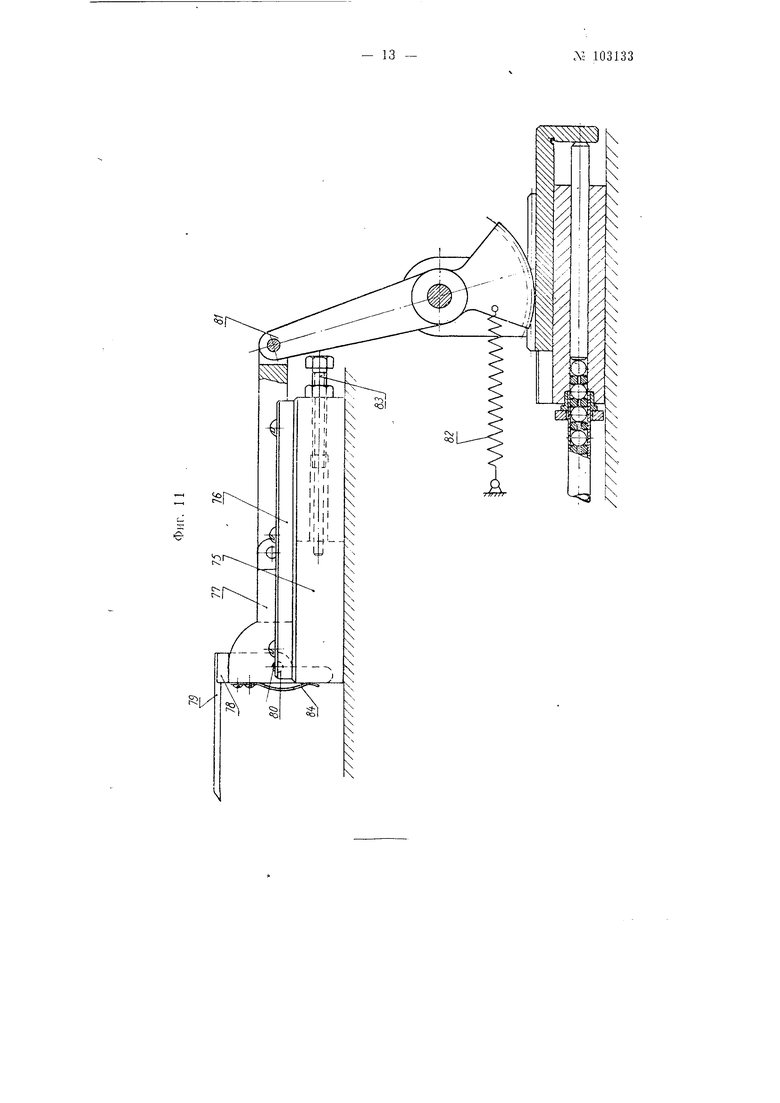
Механизм съема блока показан на фиг. 11.
Па плите (75) укреилепы направляющие (76), по которым двплсется ползун (11). В передней части иолзуна (77) имеется лаз, в котором номещается Т-образное коромысло (78). Оно несет на себе лоток (79) и может поворачиваться вокруг оси (80). Поворачиваясь иод действием кулачка, зубчатый сектор (81) продвигает ползун (77) виеред так, что лоток (7У) входит внутрь механизма (3) зажима арматуры и останавливается под блоком. В этот момент зажимы (15) анода раскрываются и блок падает в лоток (79). Пружина (82) возвращает сектор (81) и ползун (77) в крайнее заднее положение. При отходе нолзуна коромысло (78) своим хвостом натыкается на регулировочный винт (83) и поворачивается вокруг оси (80). Лоток (79) наклоняется и блок соскальзывает с него. При новторном ходе нолзуна (77) вперед пружина (84) повернет коромысло (78) и поставит лоток (79) Б горизонтальное положение.
Предлагаемое устройство позволяет нронзводить сборку всех лами одной серии, т. е. ламп, имеющих общую слюду: диодов, триодов, тетродов и пентодов. Настройка машины на сборку другой ламны гой же серии нроизводится иутем включения или выключения соответствующего механнзма. Так, например, если машина была настроена на сборку триодов, а надо 11рОПЗП 1Д1 Т1. сборку диодов. ТО ВКЛ10чается геханиам, подающий сетку н меняется несколько деталей к механизм;, иода lOHieM анод ,и т. д.
И ) е д м е т п у о б ) е т е н и я
1.Устройство для оборки блоков (пакетов) раДиолахн с иопользованисм прерывисто вран|,аюн(егося стола для подачи детале с одной сборочной иозиции па другую, III л н ч а ю HJ, е е е я . что, с целью обеслечення сборки блоков радиоламп 1)а:}лич111(1Г() тиио-размера, вращающгагся стол снабжен кольде)5ым ободоМ, несунрм устаион.тенные на каладой сборочной мйханизмы для зажима арматуры, иротнв которых на неяюдвшжных наружном и 1 нутрением столах номещены механизм подачи анодов, катодов и сеток, механизм иоддержки траверз, механнз г наде1 ания слюдяных изоляторов, механизм приварки траверз к пистонам н механизм 1 Ыма: блока.
2.Форма вгднолнения устройства иг. и. I, отличающаяся тем, что механизм для зажима а|)иату1)ы представляет собою две нротнвоноложно лежащие 11)уииы нараллелъных | однру;кнненных ползунов, снаб/кенных захвата пг для Деталей ламиы.
3.Форма выиол нения )ст1)ойства ио ИИ. 1 и 2, о т л и ч а ю И1, а я с « тем, чт..) механизм иодачи анодов, |;атодов и сеток механизм зажима арматуры иредставляег co6oji дисковы магазин с отверстиями для деталей и расноложеннглй f():i
ннм диск с отверстием, служащим 1ри совиадеиин с отверстиями матазина для нанравления детали ламны на оиравку, установленную иа иоворотном кронигтейне.
4.Форма выиолиения устройства ио ни. 1-3, о т л и ч а ю HI а я с я тем, что механнзм для ноддержк траверз иеред надеванием иа них слюдяного изолятора снабжен нарнирными губками, для у1Г)авления которыми ири.менен нлунж,ер.
5.Форма выиолнення ycTpoiicTJja ио ни. 1-4, о т л и ч а ю щ а я с я тем, что exaннзм надевания слюдяиых изоляторо иредставляет собою периодически iHiBopaгиваемый диск, снабж.енный ио окружности гнездами для нзоляторов, для захвата KOTO|) иредназначен перемешающийся )доль oypa.jyioHieii дис1;а нолзун, иодающнИ изолятор к оиравке. надеваюн1,нй еш и,1 концы траверз анола. сеток и катода.
С. Фо1)ма выполнения устройства им ИИ. I-Г), (I т л и ч а ю HI а я с я тем, что механизм нрива)ки траверз к 1гнстоиам снабжен номен1енными па нолзуне оправKoii для }1адевания изолятора концы деталей и Н11Д П1Жньтми иодиружинеиными сварочн/,в1н улсктродамн для одновременной тгрнварки обеих траве),.
7. Форма выполнения ycTpoiicTJia но ИИ. 1-G, о т л и ч а ю и; а я с я тем, что л еханнзм ci,eMa блока )гредставляет собою входящнй внутрь механизма зажима арматуры лот{)к, ук1)еилеииый на коромысле. иомел1енн«м на ползуне, совершающем возвратно-поступательные движения.
{
с,
. 1 1 5/ 1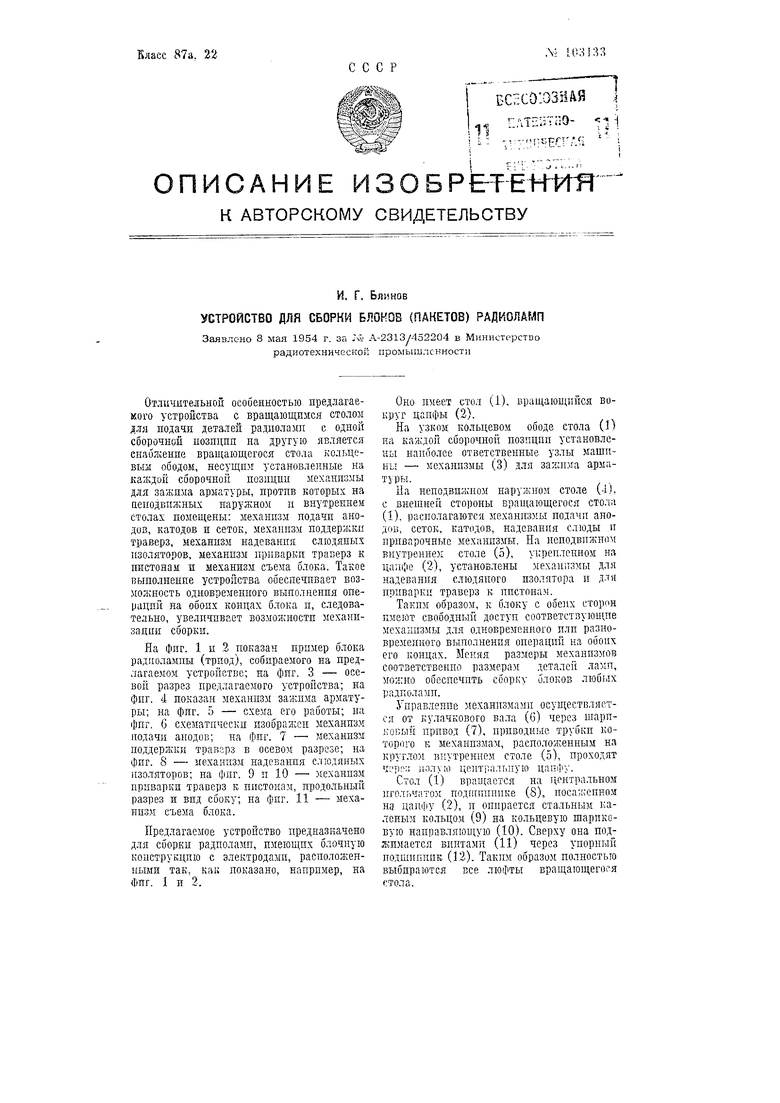


| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм монтажа сеток блоков электронных ламп | 1971 |
|
SU488266A1 |
| Механизм автоматической сварки пистона с траверзой анода к полуавтоматической линии сборки пакетов радиоламп | 1975 |
|
SU606176A1 |
| УСТРОЙСТВО ДЛЯ СБОР'КИ БЛОКОВ АРМАТУРЫ ПРИЕМНО- УСИЛИТЕЛЬНЫХ ЛАЛШ | 1969 |
|
SU252485A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ СБОРКИ БЛОКОВ АРМАТУРЫ ПРИ ЕМКО-УСИЛИТЕЛЬНЫХ ЛАМП | 1973 |
|
SU394870A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ РУЛОН КОНДЕНСАТОРОВ | 1971 |
|
SU295150A1 |
| УСТРОЙСТВО для ЗАГРУЗКИ СЕТОК | 1971 |
|
SU305563A1 |
| АВТОМАТ ДЛЯ СБОРКИ СЛЮДЯНЫХ ПЛАСТИН РАДИОЛАМП | 1966 |
|
SU177545A1 |
| Автомат для изготовления пружинных шайб | 1977 |
|
SU751483A1 |
| ДАТЧИК УГЛОВОЙ СКОРОСТИ | 1970 |
|
SU268765A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПАКЕТОВ РАДИОЛАМП | 1973 |
|
SU369645A1 |

t
5+
Фиг. 8

