Изобретение относится к области вакуумно-плазменной технологии нанесения покрытий и может быть использовано в машиностроении.
Целью изобретения является повышение производительности и равномерности наносимого покрытия.
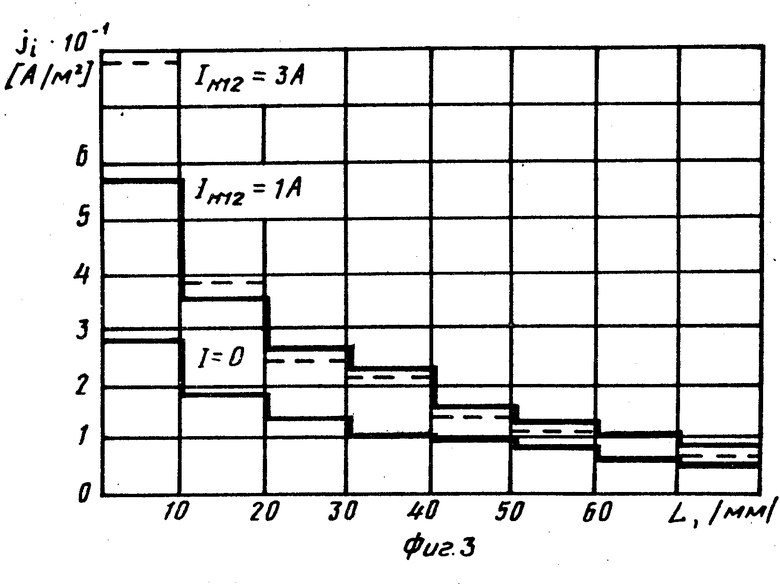
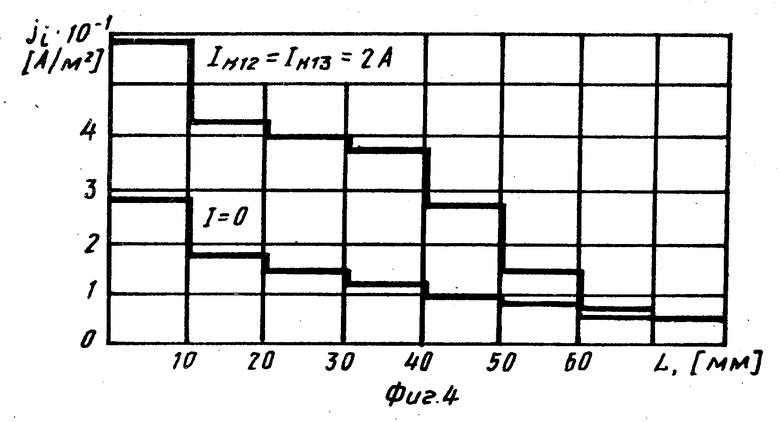
На фиг. 1 схематично представлено электродуговое устройство для нанесения покрытий; на фиг. 2 график зависимости плотности ионного тока от напряженности магнитного поля на входе в цилиндрическую полость; на фиг. 3 график зависимости плотности ионного тока по длине полости; на фиг. 4 график распределения плотности ионного тока по длине полости при одновременной работе двух катушек.
Устройство для нанесения покрытий содержит анод 1 в виде трубы с системой охлаждения 2 и ускоряющую катушку 3, в которой количество ампервитков на единицу длины в части, охватывающей катод, должно быть минимум в 2 раза больше, чем в части, охватывающей анод. На оси анода расположен расходуемый катод 4 с системой охлаждения 5. Катод окружен экраном 6 и снабжен поджигающим электродом 7. Катод с системой охлаждения через охлаждаемые водой токовводы 8, а также поджигающий электрод с токовводом 9 крепятся на крышке 10, вакуумплотно пристыкованной к аноду устройства. С противоположной стороны анод пристыковывается к вакуумной камере 11, в которой соосно с катодом расположены дополнительная электромагнитная катушка 12 и основная 13, причем катушка 12 включена согласно с катушкой 3, а катушка 13 включена встречно. Внутри дополнительной катушки 12 расположена обрабатываемая цилиндрическая полость 14 изделия, которое находится под отрицательным потенциалом относительно плазмы. Цилиндрическая полость электрически изолирована от магнитных катушек посредством керамических изоляторов 15.
Устройство работает следующим образом.
Постоянное напряжение подается между катодом 4 и анодом 1, а также от другого источника напряжения на катушку 3 и катушки 12 и 13, при этом полярность включения катушки 13 противоположна полярности катушки 3 и катушки 12. Затем подается поджигающий импульс между поджигающим электродом 7 и катодом 4 и осуществляется инициирование дугового разряда. При этом формируется катодное пятно разряда, которое, перемещаясь по боковой поверхности катода, выходит на его рабочий торец и удерживается в нем, совершая хаотические перемещения. Поток эрозионной плазмы материала, из которого изготовлен катод, под действием электрического поля, форма эквипотенциалей которого определяется топографией магнитного поля, направляется в вакуумную камеру 11, где расположена обрабатываемая цилиндрическая полость 14 (длинномерное изделие). Транспортировка плазменного потока вдоль анода осуществляется практически без потерь, поскольку существующее в полости анода радиальное электрическое поле (вследствие замагниченности электронов) препятствует уходу ионной компоненты плазмы на стенки. В вакуумной камере часть плазменного потока захватывается магнитным полем катушки 12, тем самым увеличивая концентрацию заряженных частиц на входе в цилиндрическую полость. За счет магнитного поля катушки 13 и отрицательного потенциала, поданного на цилиндрическую полость, формируется покрытие на ее внутренней поверхности.
Плазменный поток, двигаясь по силовым линиям магнитного поля катушки 3, поступает в вакуумную камеру, где попадает в магнитное поле катушки 12, при этом часть плазменного потока захватывается этим полем. Наиболее легко захватываются ионы малой массы и большой энергии. Увеличение числа захваченных частиц происходит до определенного значения напряженности магнитного поля (начальный участок, см. фиг. 2), выше которого наступает зона насыщения.
Распределение ионного тока по внутренней поверхности цилиндрической полости, помещенной в магнитное поле, исследовалось с помощью набора колец шириной 5 мм, установленных на керамическом изоляторе. Расстояние между кольцами не превышало 1 мм. Все кольца были электрически изолированы друг от друга и от магнитной катушки. Полная длина всех колец превышала суммарную длину магнитных катушек, что обеспечивало проведение исследований в широком диапазоне. Во время работы на все кольца подавался отрицательный потенциал, а использование многоконтактного переключателя обеспечивало регистрацию ионного тока насыщения с одного кольца.
На фиг. 3 представлены зависимости изменения плотности ионного тока на кольцах по длине L при различных параметрах магнитной катушки 12, включенной согласно с катушкой 13. Видно, что с увеличением величины тока, пропускаемого через катушку 12, плотность ионного тока, особенно на первые кольца макета, возрастет. Ход представленных кривых повторяет ход кривой при отсутствии тока в катушке. Использование одной катушки приводит к тому, что толщина формируемого покрытия на входе существенно отличается от толщины покрытия в глубине полости.
Для выравнивания плотности ионного тока на кольцах использовалась электромагнитная катушка 13, которая включена встречно катушкам 3 и 12. Собирающие и рассеивающие свойства магнитных полей зависят от геометрии силовых линий и поведения в пространстве модуля напряженности магнитного поля. Использование системы со встречными полями приводит к перераспределению магнитного поля внутри цилиндрической полости образуется ловушка, в которой происходит удержание плазмы. Встречное магнитное поле препятствует движению плазменного потока вдоль полости, а так как силовые линии магнитного поля направлены от оси к поверхности, то происходит осаждение заряженной компонентной плазмы. На фиг. 4 представлено распределение плотности ионного тока на кольца по длине при одновременной работе двух катушек, при этом ток, пропускаемый через катушки 12 (Iк12) и 13 ( Iк13), равнялся 2 А.
Существенным является расположение обрабатываемой полости по отношению к магнитным катушкам. Все графики приведены для случая, когда край обрабатываемой полости, обращенной к торцу катода, совпадает с началом электромагнитной катушки 12. В случае, если край обрабатываемой полости выдвинут вперед относительно магнитных катушек, то не вся часть плазменного потока, захваченного магнитным полем катушки 12, будет попадать на вход цилиндрической полости, что приводит к снижению скорости роста формируемого покрытия внутри полости.
Таким образом, приведенные исследования показали, что использование предлагаемого устройства позволяет повысить скорость роста наносимого покрытия за счет использования катушки, включенной согласно с ускоряющей катушкой и за счет комбинированных магнитных полей и электрического поля добиться необходимой равномерности формируемого покрытия определенной длины.
В качестве источника питания вакуумной дуги используется сварочный выпрямитель типа ВДУ-504 с напряжением холостого хода 80 В и позволяющий регулировать ток от 60 до 500 А. Питание магнитных катушек производилось от раздельных блоков питания, позволяющих регулировать ток от 1 до 6 А.
Анод вакуумно-дугового устройства изготовлен из нержавеющей стали с внутренним диаметром 130 мм. Катод изготовлен из титана марки ВТI-0 с диаметром торца рабочей поверхности 40 мм.
Магнитные катушки были расположены в вакуумной камере. Катушки выполнены проводом ПЭТВ-2 диаметром 0,65 мм на каркасах длиной 30 мм, внутренний диаметр которых варьировали в зависимости от диаметра обрабатываемой поверхности в пределах от 50 до 100 мм. Число витков выбиралось таким, чтобы при токе 1 А в центре катушки напряженность магнитного поля равнялась 10000 А/м. Магнитные катушки устанавливались на трубу большей длины, что обеспечивало возможность их перемещения относительно друг друга и обрабатываемой цилиндрической полости, которая была помещена внутри. С внешней стороны катушки закрыты молибденовым экраном с целью предохранения их от прямого воздействия плазменного потока.
Перед зажиганием дугового разряда подавалось напряжение на соленоид, магнитные катушки и на обрабатываемую цилиндрическую полость. Включался сварочный выпрямитель питания дуги и подавалось напряжение между катодом и анодом. При подаче импульса напряжения на поджигающий электрод зажигали дуговой разряд. Потенциометром регулировки тока разряда на выпрямителе ВДУ-504 устанавливался ток разряда 100 А. Покрытие наносилось на внутреннюю поверхность лампы длиной 30 мм и с внутренним диаметром 25 мм. На обрабатываемую полость задавалось напряжение, как и при проведении исследований с макетом, 80 В.
Использование данного электродугового устройства позволило повысить скорость роста покрытия в 2,5 раза с неравномерностью, не превышающей 20%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 1987 |
|
SU1552688A1 |
| Способ нанесения покрытий в вакууме на внутреннюю поверхность длинномерных цилиндрических изделий | 2021 |
|
RU2786493C1 |
| ВАКУУМНО-ДУГОВОЙ ГЕНЕРАТОР С ЖАЛЮЗИЙНОЙ СИСТЕМОЙ ФИЛЬТРАЦИИ ПЛАЗМЫ ОТ МИКРОЧАСТИЦ | 2012 |
|
RU2516502C1 |
| СПОСОБ ИМПУЛЬСНО-ПЕРИОДИЧЕСКОЙ ИОННОЙ И ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2113538C1 |
| ВАКУУМНОЕ ДУГОВОЕ УСТРОЙСТВО | 2001 |
|
RU2207399C2 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 2000 |
|
RU2180472C2 |
| СПОСОБ ФИЛЬТРАЦИИ КАПЕЛЬНОЙ ФАЗЫ ПРИ ОСАЖДЕНИИ ИЗ ПЛАЗМЫ ВАКУУМНО-ДУГОВОГО РАЗРЯДА | 2017 |
|
RU2657273C1 |
| ВАКУУМНОДУГОВОЙ ИСПАРИТЕЛЬ ДЛЯ ГЕНЕРИРОВАНИЯ КАТОДНОЙ ПЛАЗМЫ | 2012 |
|
RU2536126C2 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 1994 |
|
RU2072642C1 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 1996 |
|
RU2098512C1 |

Изобретение относится к области вакуумно - плазменной технологии нанесения покрытий и может найти применение в машиностроении. Целью изобретения является повышение производительности устройства и равномерности покрытий по внутренней поверхности длинномерных цилиндрических изделий. Устройство содержит соосно размещенные анод в виде трубы, ускоряющую катушку 3 и расходуемый катод 4. Соосно с катодом расположена катушка 13, включенная встречно катушке 3, а также дополнительная катушка 12, охватывающая обрабатываемую поверхность 14 изделия и включенная согласно катушке 3. В вакуумной камере часть плазменного потока захватывается магнитным полем катушки 12, увеличивая концентрацию частиц на входе в полость обрабатываемого изделия, благодаря чему повышается производительность устройства. Равномерность покрытия по внутренней цилиндрической поверхности изделия обеспечивается магнитным полем катушки 13, включенной встречно ускоряющей катушке 3. 4 ил. 
УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, содержащее соосно размещенные цилиндрический анод, расходуемый катод, ускоряющую катушку и основную электромагнитную катушку, установленную со стороны рабочего торца катода и включенную встречно ускоряющей катушке, отличающееся тем, что, с целью повышения производительности и равномерности наносимого покрытия, оно снабжено дополнительной электромагнитной катушкой, размещенной между анодом и основной катушкой и охватывающей обрабатываемую поверхность изделия, причем дополнительная катушка включена согласно с ускоряющей и примыкает к основной.
| Абрамов И.С | |||
| и др | |||
| О проникновении потока металлической плазмы в проводящие цилиндрические полости | |||
| - Тезисы докладов на Всесоюзной конференции "Прогрессивная технология нанесения металлопокрытий на детали машин" | |||
| - Челябинск, 1983, с.31 | |||
| Авторское свидетельство СССР N 1107754, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
