(21)4136477/24-07
(22)21.10.86
(46) 23.04.88. Бюл. 15 (71) Институт энергетики и автоматики АН УзССР
(72 А.С.Кудратиллаев, К.К.Каунбаев, Ю.Н.Яшин, А.К.Юлдашев и Ш.М.Камалов (53) 621.315(088.8) (56) Авторское свидетельство СССР № 748519, кл. Н 01 В 17/00, 1977.
Патент Швейцарии № 571267, кл. Н 01 В 19/00, 1976.
х
.€
(54) УЗЕЛ КРЕПЛЕНИЯ СТЕКЛОПЛАСТИКО- ВОГО ИЗОЛЯТОРА
(57) Изобретение относится к электротехнике и может быть использовано в высоковольтных линиях передач. Цель изобретения - повышение надежности путем увеличения механической прочности. Лля этого клиновой элемент 3 выполнен в виде усеченного конуса, несущий стержень 4 с торцовыми отверстиями с разрезанными ра- диально стенками, куда впрессовьгеа- ется клиновый элемент 3. Диаметр отверстия составляет 0,3-0,35 диаметра несущего стержня, а малый диаметр клина равен диаметру отверстия углуб- Р ления на торцовых частях стержня. 3 з.п.ф-лы, 2 ил.
$
(Л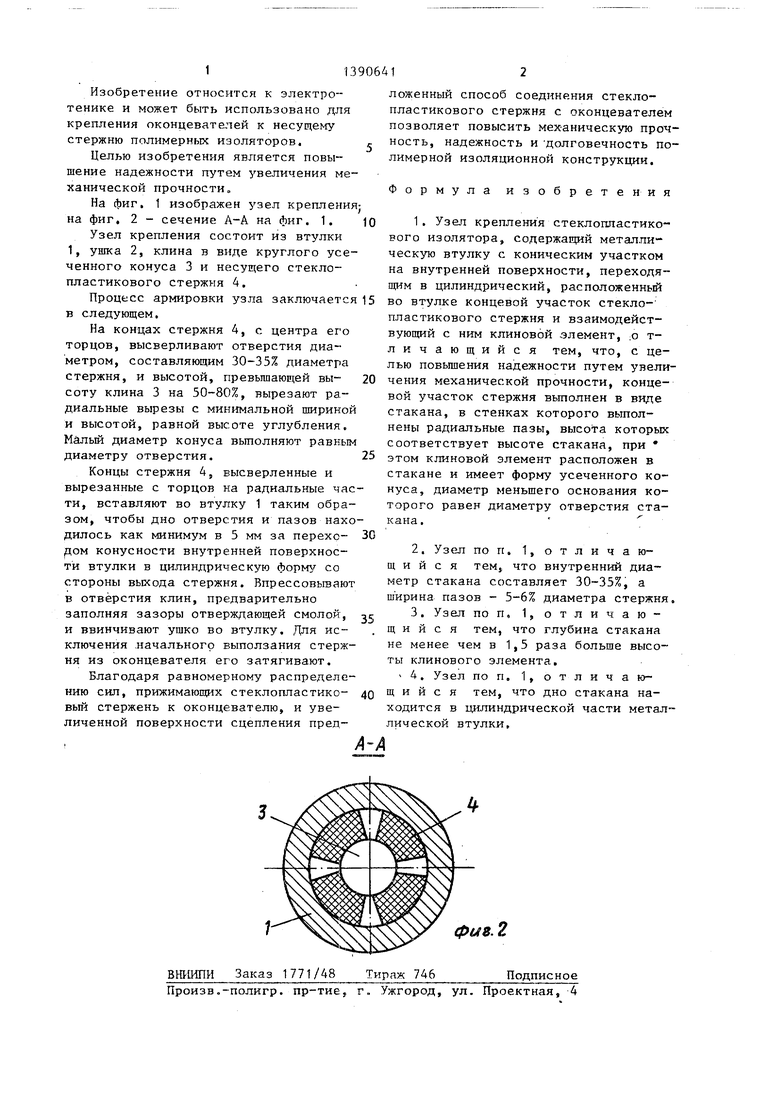
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный стержневой подвесной изолятор | 1989 |
|
SU1683077A1 |
| ИЗОЛЯТОР КОНТАКТНОЙ СЕТИ ЭЛЕКТРИФИЦИРОВАННЫХ ЖЕЛЕЗНЫХ ДОРОГ | 1995 |
|
RU2060910C1 |
| ПОЛИМЕРНЫЙ ИЗОЛЯТОР | 2006 |
|
RU2303308C1 |
| ИЗОЛЯТОР КОНТАКТНОЙ СЕТИ ЭЛЕКТРИФИЦИРОВАННЫХ ЖЕЛЕЗНЫХ ДОРОГ И ВЫСОКОВОЛЬТНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧ | 1997 |
|
RU2115183C1 |
| Узел ввода | 1977 |
|
SU752512A1 |
| Способ изготовления полимерного изолятора воздушных линий электропередач | 2019 |
|
RU2747578C2 |
| ВЫСОКОВОЛЬТНЫЙ ШТЫРЕВОЙ ЛИНЕЙНЫЙ ИЗОЛЯТОР | 2003 |
|
RU2233493C1 |
| Способ изготовления стеклопластикового изолятора с оконцевателями | 1987 |
|
SU1479960A1 |
| ЭЛЕКТРИЧЕСКИЙ ИЗОЛЯТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2118005C1 |
| ПОДВЕСНОЙ ПОЛИМЕРНЫЙ ИЗОЛЯТОР | 2012 |
|
RU2550807C2 |

Изобретение относится к электро- тенике и может быть использовано для крепления оконцевателей к несущему стержню полимерных изоляторов.
Целью изобретения является повышение надежности путем увеличения механической прочности,,
На фиг. 1 изображен узел крепления на фиг, 2 - сечение А-А на фиг. 1.
Узел крепления состоит из втулки 1, унпса 2, клина в виде круглого усеченного конуса 3 и несущего стекло- пластикового стержня 4.
Процесс армировки узла заключается в следующем.
На концах стержня 4, с центра его торцов, высверливают отверстия диаметром, составляющим 30-35% диаметра стержня, и высотой, превышающей вы- соту клина 3 на 50-80%, вырезают радиальные вырезы с минимальной шириной и высотой, равной высоте углубления. Мйльм диаметр конуса вьшолняют равным диаметру отверстия,
Концы стержня 4, высверленные и вырезанные с торцов на радиальные части, вставляют во втулку 1 таким образом, чтобы дно отверстия и пазов находилось как минимум в 5 мм за перехо- ром конусности внутренней поверхности втулки в цилиндрическую форму со стороны выхода стержня. Впрессовывают в отверстия клин, предварительно заполняя зазоры отверждающей смолой, и ввинчивают ушко во втулку. Для исключения .начального выползания стержня из оконцевателя его затягивают.
Благодаря равномерному распределению сил, прижимающих стеклопластике- вьй стержень к оконцевателю, и увеличенной поверхности сцепления предВШ-ШПИ Заказ 1771/48 Тираж 746
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
ложенный способ соединения стекло- пластикового стержня с оконцевателем позволяет повысить механическую прочность, надежность и долговечность полимерной изоляционной конструкции.
Формула изобретения
фи8.2
Подписное
