(Л
ь
DO
со
-vj vj
V.
Фт. 1
Изобретение относится к обработке металлов давлением, в частности к оснастке для изготовления крутоисо - нутых отводов из трубных заготовок.
Цель изобретения - повышение качества изделий путем увеличения точности их размеров за счет предотв{)аще- ния отхода трубной заготовки от поверхности сердечника на его наружной образующей.
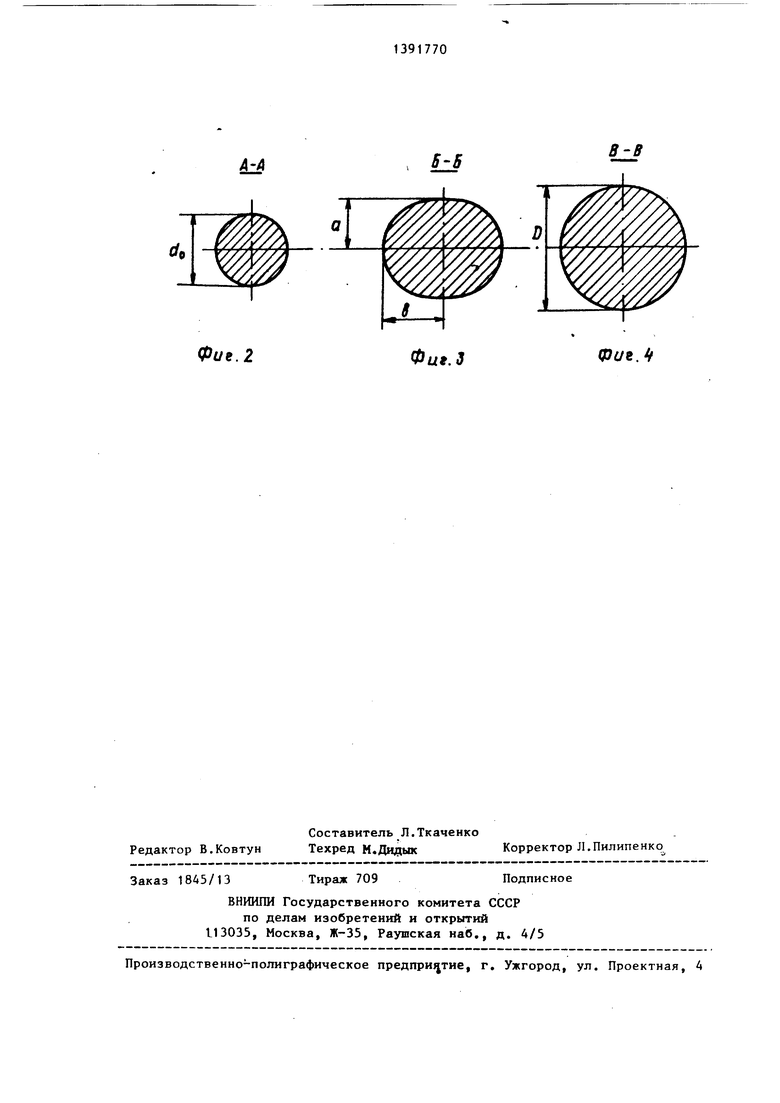
На фиг.1 изображен сердечник, общий вид; на фиг.2 - направляющий участок, сечение А-А на фиг.1; на фиг.З формообразующий участок, сечение Б-Б на фиг.1; на фиг.4 - калибрующий участок, сечение В-В на фиг.1.
Рогообразный сердечник состоит из направляющего 1, формообразующего 2 и калибрующего 3 участков и выполнен с поперечным сечением формообразующего участка в форме зллипса, плавно переходящего в круг на стыках с направляющим и калибрующим участками, которые выполнены с круглым попереч- ным сечением. Малая ось а эллипса лежит в плоскости изгиба сердечника.
Размеры полуосей эллипса а и Ь определяются исходя из условия сохранения постоянства объема любого элемента трубной заготовки с внутренним диаметром d и толщиной S в процессе протяжки
irS(d+S)irS(a+b+S)(1)
т.е.
d-a+b,(2)
а также известного соотношения между диаметром сердечника, равным внутреннему диаметру трубы d, и текущим радиусом кривизны р
н 2 d l§idoj:s) (3)
2p-(d,-fS) После выражения толщины стенки трубной заготовки через параметры отвода: D - внутренний диаметр отво- да, равный диаметру калибрующего участка; R - радиус изгиба отвода, равный радиусу кривизны средней линии калибрующего участка сердечника, с учетом формулы (3) формула (2) принимает вид
.2R-do
°- + d.. (4) В качестве второго уравнения для
a+b-( - .0.
-
определения полуосей a и
b может
быть использовано экспериментально установленное неравенство
D-d,
з
---.
(5)
D-do
При -т- наблюдается раскрытие
стыков заготовок и отставание переднего торца трубной заготовки от поверхности сердечника, что влечет искажение формы протянутого отвода. Если же разница между полуосями элй о D-de липса больще 2 ---, то увеличивается
вероятность гофрирования трубной заготовки на внутренней образующей сердечника. В указанном интервале (5) конструкция рогообразного сердечника обеспечивает протяжку отводов с геометрическими параметрами в соответствии с требованиями, т.е. не требует дополнительных .операций объемной правки и калибровки отводов.
Формула изобретени я
Рогообразный сердечник для изготовления отводов из трубных заготовок, состоящий из последовательно размещенных и плавно переходящих один в другой направляющего постоянного диаметра, формообразующего участка с постоянно увеличивающимся сечением в направлении подачи и имеющем форму овала и калибрующего участка с постоянным радиусом кривизны среднего сечения, отличающийся тем, что, с целью повышения качества изделий путем увеличения точности их размеров за счет предотвращения отхода трубной заготовки от поверхности сердечника на его наружной образующей, малая ось зллипса расположена в плоскости изгиба сердечника, а наибольшая разница между полуосями эллипса определяется соотношением
4
, „ D-do - a t 2 ,
где a,b - малая и большая полуоси зллипса соответственно; d,, D - диаметры направляющего и
калибрующего участков сердечника соответственно.
6 S
ff-ff
| название | год | авторы | номер документа |
|---|---|---|---|
| Рогообразный сердечник | 1980 |
|
SU995980A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 1996 |
|
RU2096113C1 |
| Рогообразный сердечник для изготовления отводов из трубных заготовок | 1979 |
|
SU863069A1 |
| Способ изготовления крутоизогнутых отводов | 1985 |
|
SU1340863A1 |
| Рогообразный сердечник | 1981 |
|
SU963611A1 |
| Рогообразный сердечник | 1984 |
|
SU1222352A1 |
| Инструмент для изготовления отводов из труб | 1981 |
|
SU975138A1 |
| Способ изготовления изогнутых отводов | 1984 |
|
SU1247117A1 |
| РОГООБРАЗНЫЙ СЕРДЕЧНИК ДЛЯ ИЗГОТОВЛЕНИЯ ОТВОДОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 1964 |
|
SU165640A1 |
| Рогообразный сердечник для гибки труб в змеевик | 1978 |
|
SU764782A1 |
Изобррлениг- птног.ится к обработке метаплгв лаплением, в частности к оснастке для изготовления крутоизогнутых отводов из трубных заготовок. Цель - повышение качества изделия путем увеличения точности их размеров за счет предотвращения отхода трубной заготовки от поверхности сердечника на его наружной образующей. Для этого постепенно увеличивающееся в направлении калибрующего участка 3 поперечное сечение формообразующего участка 2 выполнено в виде эллипса, малая ось которого расположена в плоскости изгиба сердечника. В процессе деформирования трубная заготовка, принимая форму эллипса, плотно облегает сердечник. 4 ил. с (б
Фие.2
0u.J
Фие.
| Рогообразный сердечник | 1981 |
|
SU963611A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
