Изобретение относится к обработк б металлов давлением и может быть использовано в производстве отводов из труб,
Известен инструмент для изготовления отводов из труб, содержащи криволинейный сердечник с равномерно увеличивающимся диаметром нормального сечения, включающий заходный, формообразующий и калибрующий участки 13.
Недостатком известного инструмента является высокая овальность отвог. да и-увеличение радиуса кривизны отвода от требуемой величины, что, в свою очередь, требует дополнительной правки.цель изобретения - повышение каг чеЬтва путем устранения овальности .
Поставленная цель достигается тем, что в инструменте для изготовления отходов из труб, содержащем криволинейный сердечник с равномерно увеличивакицимся диаметром нормального сечения, включающий заходный, форкюобразующий и калибрующий участки, на боковой поверхности формообразуквдего участка симметрично относительно плоскости гиба сердечника выполнены
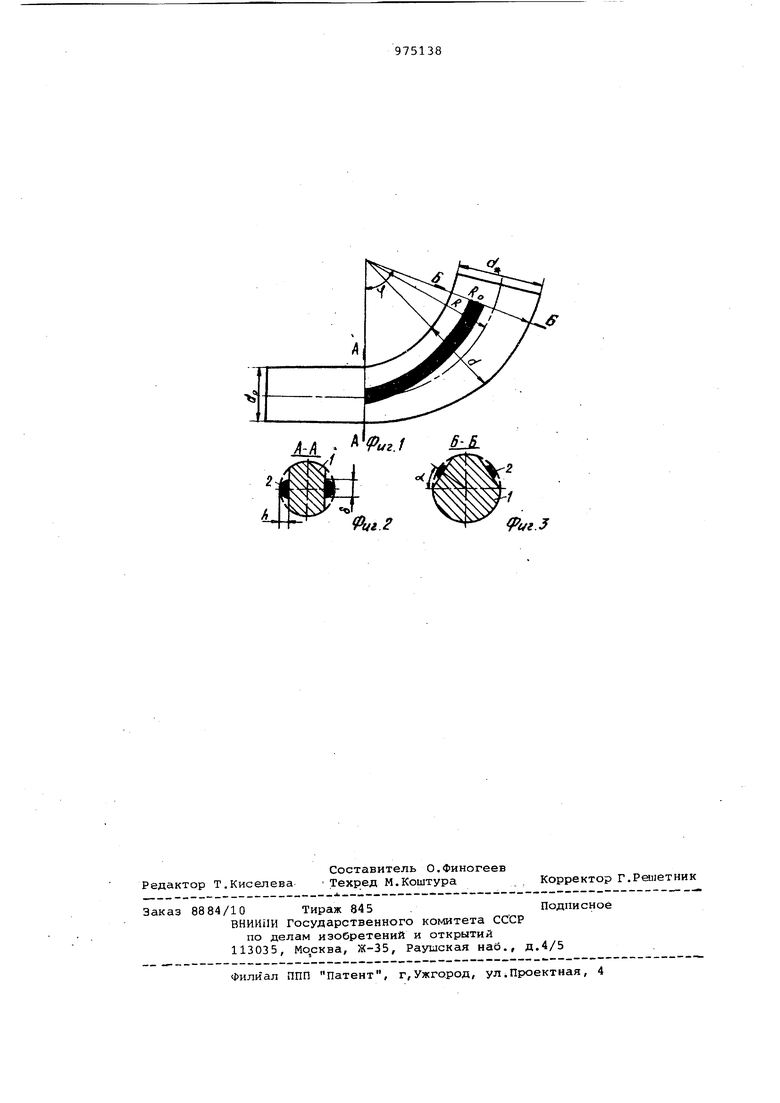
две продольных криволинейных выступа, радиус кривизны R которых в продольном вертикальном сечении определен из соотношения:
.
(1)
где RO - радиус кривизны осевой линии сердечника,
Ч текущий угол длины формооб10разующего участка сердечника, изменяющийся от О до 45 соответственно начальный и
текущий диаметры формообразующего участка сердечника, а также
15 тем, что высота h, ширина с/-и угол смещения d выступа по периметру нормального сечения сердечника определяется из соотношений Н 1Й1|о1. .
0,15dk sinoL - ;
20
где d)c - конечный диаметр формообразующего участка сердечника.
На фиг,1 показан сердечник, общий вид, фиг.2 разрез А-А на фиг.1,25на фиг.З г разрез В-В на фиг.1.
Формоизменяющий участок сердечника 1 и поперечные сечення.
На предварительно обработанной поверхности рогообразного сердечника
30 наносятся продольные выступы 2 с радиусом гиьа R. На фиг.2 и 3 показано нанесение выступов на заранее обраОотанную поверхность сердечника в на чале и конце формообразующего участка соответственно. Процесс горячей протяжки трубы-за готовки на предлагаемом инструменте осуществляется следующим образом. Инструмент приваривается к штанге ;И устанавливается в печи. Мерная трубаг-заготовка под действием горизонтального пресса перемещается последовательно по штанге, заходному участку сердечника. Затем внутренняя поверхность трубы постепенно входит в контакт с прО дольными выступами инструмента. Взаимодействие продольных выступов с трубой заготовкой приводит к появлению дополнительных растягивающ меридиональных напряжений, которые, в свою очередь, заставляют внутреннюю поверхность трубы заготовки двигаться по выпуклой образующей сердеч ника, что приводит к полному устранению овальности поперечного сечения а также загибу трубы-заготовки, после схода ее с сердечника, до необходимого радиуса гиба. Продольные выступы в конце заходного и в начале калиорующего участков инструмента сглаживаются, в первом случае, с целью равномерного захода трубы-заготовки, во-втором, калибровка внутренней поверхности отводе. Пример . Рассмотрим геометрические соотношения формообразующе го участка инструмента и продольных выступов при изготовлении стальных 1,сталь 20) отводов мм, радиуса гиба 238,5 мм из трубных заготовок мм. Длина осевой линии формообразующего участка сердечника мм при конусности - 0,10, Начальный диаметр сердечника - 105 мм конечный - 146 мм, Отсюда вследствии (1), получим начальный и конечный радиусы изгиба продольного выступа, его ширину и высоту, соответственно ,5- ,5 мм; 146-105 . . ро -, л- о sin 45 343,8 мм; -351h Hgi05.2,56 мм; 0.15-159 23,8 мм. При экспериментальных исследованиях продольные выступы 2 на поверх(2 3 (4 (5 ности сердечника наваривались сваркой, В дальнейшем предполагается отливать данный инструмент. Предлагаемая конструкция инструмента позволяет изготовлять крутоизогнутые отводы без овализации и необходимым радиусом гиба. Ожидаемый экономический эффект за счет повглаения качества отводов, повышения производительности труда (исключения операции правки) составляет соответственно 11% и 17% от стоимости единицы продукции. Формула изобретения 1, Инструмент для изготовления отводов из труб, выполненный в виде криволинейного сердечника с равномерно увеличивающимся диаметром поперечного сечения, содержащий сопряженные между собой заходный, формообразующий и калибрующий участки, о т л и ч а ющ и и с я тем, что, с целью повышения качества путем устранения овальности отводов, на боковой поверхности формообразующего участка симметрично относительно плоскости гиба сердечника выполнены две продольных криволинейных выступа, радиус кривизны R которьк в продольном вертикальном сечении определен из соотношения- радиус кривизны осевой лигде Rr нии сердечника/ М - текущий угол длины формообразующего участка сердечника, изменяющийся от О до 45°; соответственно начальный и текущий диаметры формообразующего участка сердечника, 2, Инструмент по п,1, отличающийся тем, что высота h, ширина S и угол смещения ci выступа по периметру нормального сечения сердечника определяются из соотнесений 0,15dK; sin 2(Rq-R) s f где d - конечный диаметр формообразующего участка сердечника. Источники информации, принятые во внимание при экспертизе I . 1, Авторское свидетельство СССР по заявке № 2898991/25-27, кл., В 21 С 37/28, 26,03,80 (прототип)
А-А ./ 1Л.
--у
О
| название | год | авторы | номер документа |
|---|---|---|---|
| Рогообразный сердечник для изготовления отводов из трубных заготовок | 1979 |
|
SU863069A1 |
| Способ изготовления крутоизогнутых отводов | 1985 |
|
SU1340863A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 1996 |
|
RU2096113C1 |
| СПОСОБ КАЛИБРОВКИ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 2006 |
|
RU2292973C1 |
| Рогообразный сердечник | 1980 |
|
SU995980A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ГИБКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2000 |
|
RU2181642C2 |
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2398642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВОДА | 2002 |
|
RU2234388C1 |
| Рогообразный сердечник | 1986 |
|
SU1391770A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ И УСТРОЙСТВО ДЛЯ ИХ ФОРМООБРАЗОВАНИЯ | 2009 |
|
RU2405645C1 |