(54) РОГООВРАЗНЫЙ СЕРДЕЧНИК
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 1996 |
|
RU2096113C1 |
| Рогообразный сердечник для гибки труб в змеевик | 1978 |
|
SU764782A1 |
| Рогообразный сердечник | 1986 |
|
SU1391770A1 |
| Способ изготовления изогнутых отводов | 1984 |
|
SU1247117A1 |
| Рогообразный сердечник | 1983 |
|
SU1224042A1 |
| СПОСОБ ГИБКИ ТРУБ | 2001 |
|
RU2210452C2 |
| Рогообразный сердечник | 1980 |
|
SU995980A1 |
| Инструмент для изготовления отводов из труб | 1981 |
|
SU975138A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 2001 |
|
RU2205712C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВОДОВ | 1991 |
|
RU2028849C1 |
Изобретение относится к области обработки металлов давлением, в частности к инструменту для изготовления крутоизогнутых отводов из трубных заготовок.
Известен рогообразный сердечник для изготовления отводов из трубных заготовок,- выполненный в виде последовательно расположенных направляющего, переходного, деформирующего, калибрующего и стабилизирующего .участков круглого сечения 1.
Недостатком известного сердечника является то, что не обеспечивается получение равнонапряженных отводов, т.е. с увеличенной толщиной стенок на вогнутой и уменьшенной толщиной стейок на выпуклой частях, так как известный профиль поперечного сечения деформирующего участка сердечни- . ка не обеспечивает перемещение (распределение). металла в заданном направлении в процессе деформации.
У крутойзогнутых отводов (кривые трубы) для обеспечения равнопрочности.трубопроводных систем, которые рассчитаны на полное использование несу.щей способности труб, тол1Дину стенок берут больше до 1,5 раз по сравнению с толщинами стенок присоединяемых прямых труб, так как в отврдах при транспортировании среды кольцевые напряжения по периметру распределяются неравномерно, на вогнутой части они больше до 1,5 раза, а на выпуклой части меньше до 17%.
Кроме того,.стойкость сердечника невелика из-за недостаточной жесткости в плоскости изгиба на деформи10рующей части, что огранр1чивает возможность изготовления толстостенных отводов (.высокого давления- методом протягивания через рогообра.зный сердечник.
15
Из-за недостаточной жесткости сердечника отвода, полученные на среднее давление 5,6-100 МПа , имеют большие отклонения по радиусу и углу гиба, для чего требуется ввести допол20нительные операции по объемной правке и калибровке торцов.
Целью изобретения является улучшение качества отводов путем повышения жесткости сердечника.
25
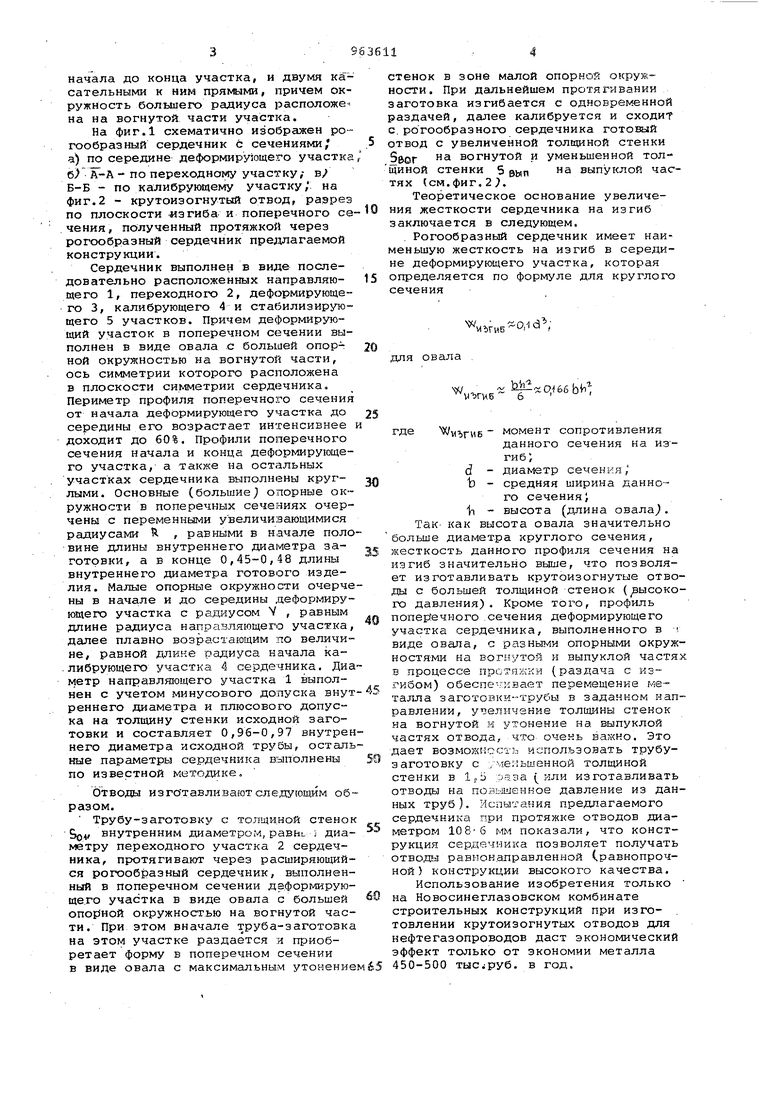
С этой целью формообразующий участок в поперечных сечениях выполнен в виде симметричного овала, очерченного с выпуклой и вогнутой сторон сердечника двумя окружностями разных
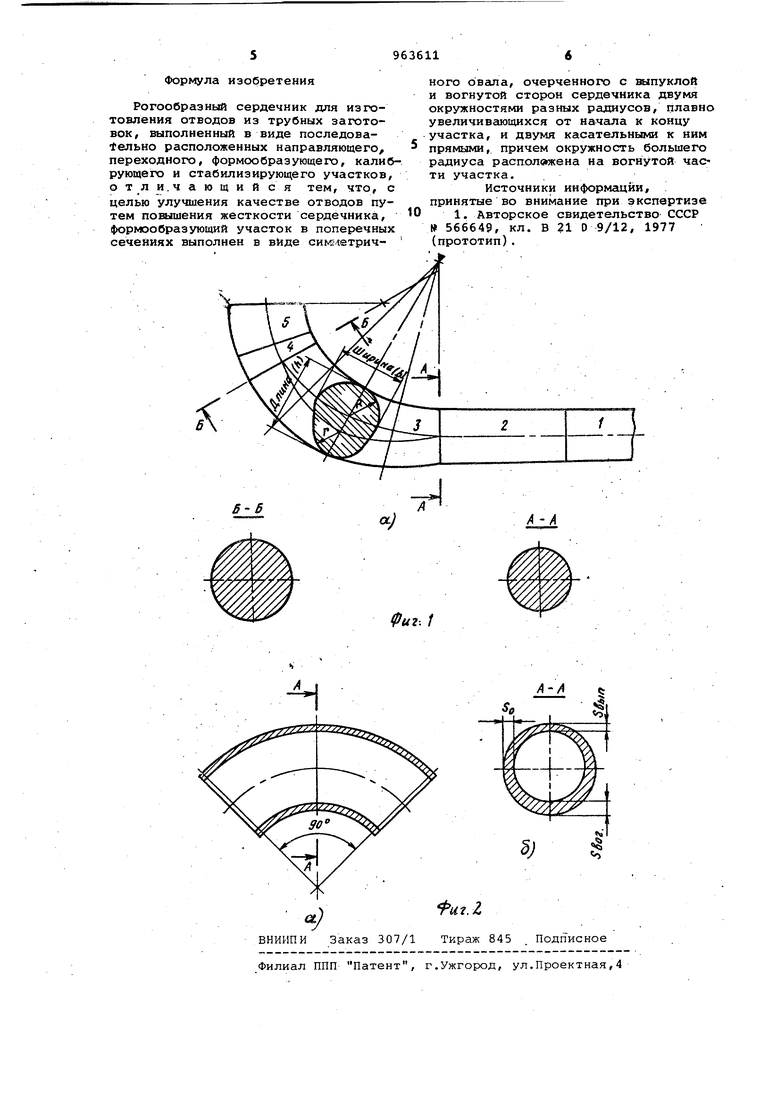
30 радиусов., плавно увеличивающихся от начала до конца участка, и двумя касательными к ним npHNftjMH, причем окружность большегх) радиуса расположен на на вогнутой части участка. На фиг.1 схематично изображен рогх образный сердечник d сечениями/ а)по середине деформирующего участка б)А-А - по переходному участку,- в Б-Б - по калибрующему участку/ на фиг.2 - крутоиэогнутый отвод, разрез по плоскости «эгиба и поперечного се чения, полученный протяжкой через рогообразный сердечник преду1агаемой конструкции. Сердечник выполнен в виде последовательно расположенных направляющего 1, переходного 2, деформирующего 3, калибрующего 4 и стабилизирующего 5 участков. Причем деформирующий участок в поперечном сечении выполнен в виде овала с большей опорной окружностью на вогнутой части, ось симметрии которого расположена в плоскости симметрии сердечника. Периметр профиля поперечного сечения от начала деформирующего участка до середины его возрастает интенсивнее доходит до 60%. Профили поперечного сечения начала и конца деформиру1ощего участка,- а также на остальных участках сердечника выполнены круглыми. Основные {большие опорные окружности в поперечных сечениях очерчены с переменными увеличивающимися радиусами 1i , равными в начале поло -вине длины внутреннего диаметра заготовки, а в конце 0,45-0,48 длины внутреннего диаметра готового изделия. Малые опорные окружности очерче ны в начале и до середины деформирующего участка с радиусом V , равным длине радиуса напрггвляющего участ-ка, далее плавно возрастающим по величине, равной длине радиуса начала ка.либрующего участка 4 сердечника. Диа метр направляющего участка 1 выполнен с учетом минусового допуска внут реннего диаметра и плюсового допуска на толщину стенки исходной заготовки и составляет 0,96-0,97 внутрен него диаметра исходной трубы, осталь ные параметры сердечника выполнены по известной методике, Отводы изготавливают следующим образом. Трубу-заготовку с толщиной стенок SQ внутренним диаметром, равьг. ; диаметру переходного участка 2 сердечника, протягивают через расширяющийся рогообразный сердечник, выполненный в поперечном сечении деформирующего участка в виде овала с большей опорной окружностью на вогнутой части. При этом вначале труба-заготовка на этом участке раздаётся и приобретает форму в поперечном сечении в виде овала с максимальным утонение стенок в зоне малой опорной окружности. При дальнейшем протягивании заготовка изгибается с одновременной раздачей, далее калибруется и сходи с.рогообразного сердечника готоклй отвод с увеличенной толщиной стенки Sftor вогнутой и уменьшенной толщиной стенки 5 вып выпуклой частях (см.фиг,2). Теоретическое основание увеличения жесткости сердечника на изгиб заключается в следующем. . Рогообразный сердечник имеет наименьшую жесткость на изгиб в середине деформирующего участка, которая определяется по формуле для круглого сечения .ьг.s-oJd для овала , .-..bb где мъгиБ момент сопротивления данного сечения на изгибd - диаметр сечения, Ъ - средняя ширина данного сечения; - высота (длина овала, Так- как высота овала значительно больше диаметра круглого сечения, жесткость данного профиля сечения на изгиб значительно выше, что позволяет изготавливать крутоизогнутые отводы с большей толщиной стенок (ысокого давления). Кроме того, профиль поперечного .сечения деформирующего участка сердечника, выполненного в . виде овала, с разны1 /1и опорными окружностями на вогнутой и выпуклой частях в процессе протяжки (раздача с изгибом) обеспечивает перемещение металла заготовки-трубы в заданном направлении, увеличение стенок на вогнутой м утонение на выпуклой частях отвода, что очень важно. Это дает возможкссть использовать трубузаготовку с :, меньшенной толщиной стенки в 1,5 раза (или изготавливать отводы на повьлибнкое давление из данных труб). Испытания предлагаемого сердечника при протяжке отводов диаметром 108б мм показали, что конструкция сердечника позволяет получать отводы равнон.алравленной Сравнопрочной) конструкции высокого качества. Использование изобретения только на Новосинеглазовском комбинате строительных конструкций при изготовлении крутоизогнутых отводов для нефтегазопроводов даст экономический эффект только от экономии металла 450-500 тыс;руб. в год.
