Изобретение относится к бумалшо- целлю.позной промыгаленностиj в частности к оборудованию для изготовле- пця
T0Haj который может найти применение в| промышленности строительных матери- aiaoB,
Целью изобретения является повыше- н ие качества получаемого картона пу- равномерного охлаждения его вну- TJpeHHero и наружных слоев,
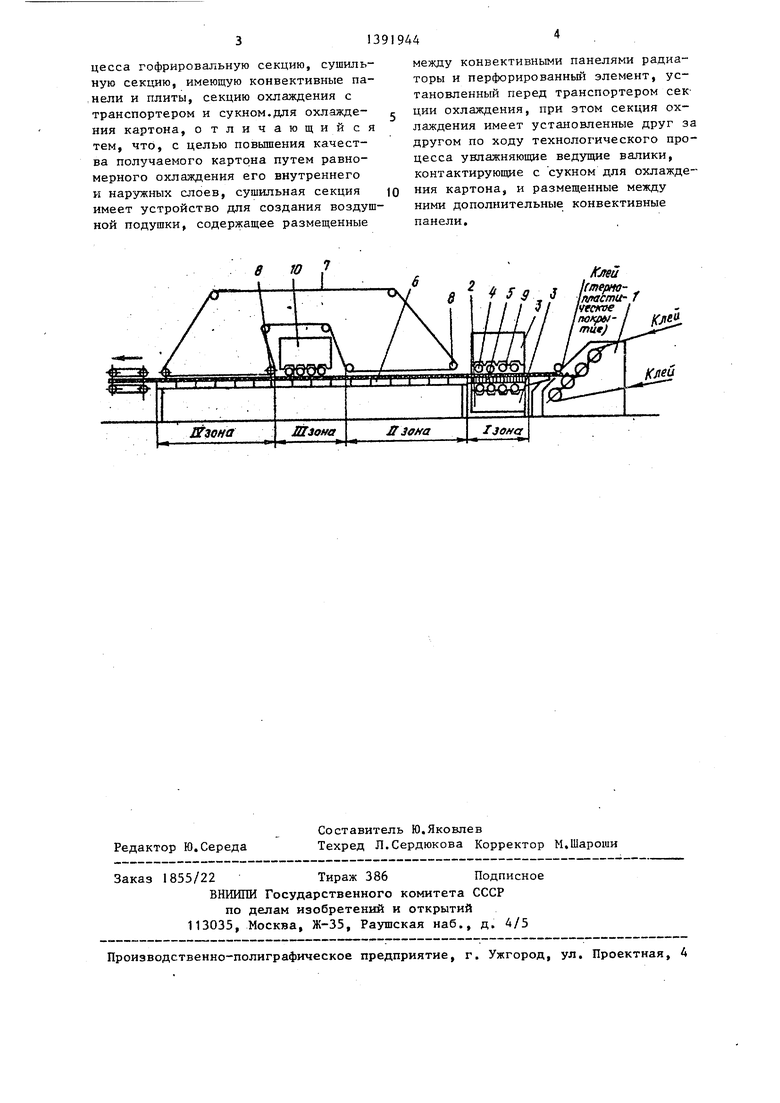
I На чертеже изображена принципиаль- цая схема предлагаемого агрегата.
I Агрегат для изготовления гофриро- g ванного картона содержит установленные по ходу технологического процес- гофрировальную секцию , сушильную секцию 2 с устройством для соз10
меп;е11ие картона без трения, исключает расслаивание картона, снижает тяговое усилие. Наличие радиаторов 4 влагопрочного гофрированного кар- одновременно обеспечивает охлажде.-. -.-.. . ... внутргннего гофрированного слоя.
Комбинированное воздействие поверхностного обдува и радиации аккумулирует энергию охлаждения на последующей второй зоне полимеризации, что позволяет интенсифицировать этот процесс. Эта аккумуляция имеет место за счет предварительной ориентации, энергетических потоков. Кроме того, в первой зоне ускорение процесса может быть получено за счет использования поперечного продува воздуха через каналы гофры, что исключит застой жидкой фазы и тем самьм расклей
| название | год | авторы | номер документа |
|---|---|---|---|
| Сушильная секция агрегата для изготовления гофрированного картона | 1986 |
|
SU1430292A1 |
| Способ изготовления влагопрочного гофрированного картона | 1985 |
|
SU1301894A1 |
| Линия для производства гофрированного картона | 1989 |
|
SU1715656A1 |
| Устройство для изготовления многослойного гофрированного картона | 1990 |
|
SU1726281A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ГОФРИРОВАННОГОМАТЕРИАЛА | 1970 |
|
SU266553A1 |
| Гофрировальная секция установки для производства гофрированного картона | 1980 |
|
SU887674A1 |
| Способ изготовления полотен гофрокартона и устройство для его осуществления | 1990 |
|
SU1757906A1 |
| Устройство для сушки гофрированного картона | 1989 |
|
SU1662873A1 |
| Лабораторное устройство для гофрирования образцов бумажного полотна | 1981 |
|
SU1006560A1 |
| Картоноделательная машина для производства многослойного картона | 1982 |
|
SU1105532A1 |
Изобретение относится к бумажно- целлюлозной промьшшенности и предназначено для изготовления влагопрочно- го гофрированного картона. Цель изобретения - повышение качества получае- .мого картона путем равномерного охлаждения его внутреннего и наружных слоев. Первую стадию процесса охлаждения осуществляют в зоне конвективного теплообмена с воздействием на верхний покровный слой воздушного потока и на оба покровных слоя радиации, вторую и последующие четные стадии охлаждения - в зоне контактного теплообмена с увлажнением транспортирующего, причем степень увлажнения уменьшают в каждой последующей зоне, а третью и все следующие начетные стадии охлаждения производят в зоне одностороннего конвективного и контактного теплообмена. 1 ил. с 
дания воздушной подушки,, имеющую раз-20 ку картона и интенсифицирует процесс чещенные между конвективными панели- полимеризации,
|4и 3 радиаторы 4 и перфорированный Во второй зоне полимеризацию элемент 5, Кроме того, агрегат содер- |жит плиты 6 для подачи хладагента,
25
транспортер 7 секции охлаждения с сукном и установленными по ходу технологического процесса увлажняющие ведущие валики 8, контактирующие с сукном транспортера 7 для охлаждения получаемого картона, сопла 9 и допол- нитнльные конвективные панели lOj, .разг{ещенные между увлажняющими ведущими валики 8.
Агрегат работает следующим образом.
На гофрировальной секции 1, где средний слой картона гофрируют, производят также соединение этого слоя с помощью клеящего состава (термопластичное покрытие) с нижним покровным слоем. Затем осуществляют приклейку верхнего покровного слоя. Склееньй картон, подвергают охлаждению В первой зоне с помощью конвективных панелей 3 производят обдув движущегося картона воздук.ом со стороны как нижнего, так и верхнего покровного листа. Воздухопроницаемое оснЬвание в виде перфорированного элемента 5,, поддерживая картон совместно с панелями 3, осуществляет создание воздушной подушки, которая обеспечивает перемещение картона без трения в этой зоне при помощи транспортера 7, Кроме того, воздушная подушка осуществляет охла-дсдение с двух сторон, за счет чего происходит ускорение полимеризации склеивающего материала, BoздyImiaя подушка, обеспечивая пере30
35
40
45
50
55
осуществляют с помощью плит 6, куда подводится хладагент. Кроме того, на этих участках осуществляется прижим картона с помощью сукна транспортера 7. В начале второй зоны установлен ведущий валик 8 с устрой- ством для увлажнения сукна, Яри этом происходит дополнительное охлаждение наружного слоя картона, В этой зоне происходит интенсификация процесса за счет процессов, происходящих в перйой зоне
Принимая во внимание, что .во вто-- рой зоне охлаждение интенсивнее в нижнем слое за счет контакта с плитами 6э чем в верхнем слое (при контакте с сукном), дополнительный подвод энергии к верхнему слою осуществляется в третьей , где картон движется по плитам 6, а сверху прижим производят воздушным потоком с конвективным охлаждением от дополнительных панелей Ю,
Четвертая зона идентична второй зоне В начале этой зоны также происходит увлажнение сукна, однако степень увлажнения его меньше, В качестве увлажнения может применяться специальная среда, обладающдя большей влаговпитывающей способностью (например, гликоль, спирт и др«)
Формула изобретения
Агрегат для изготовления гофриро-. ванного картона, содержаш 1Й установленные по ходу технологического проВо второй зоне полимеризацию
5
0
5
0
5
0
5
осуществляют с помощью плит 6, куда подводится хладагент. Кроме того, на этих участках осуществляется прижим картона с помощью сукна транспортера 7. В начале второй зоны установлен ведущий валик 8 с устрой- ством для увлажнения сукна, Яри этом происходит дополнительное охлаждение наружного слоя картона, В этой зоне происходит интенсификация процесса за счет процессов, происходящих в перйой зоне
Принимая во внимание, что .во вто-- рой зоне охлаждение интенсивнее в нижнем слое за счет контакта с плитами 6э чем в верхнем слое (при контакте с сукном), дополнительный подвод энергии к верхнему слою осуществляется в третьей , где картон движется по плитам 6, а сверху прижим производят воздушным потоком с конвективным охлаждением от дополнительных панелей Ю,
Четвертая зона идентична второй зоне В начале этой зоны также происходит увлажнение сукна, однако степень увлажнения его меньше, В качестве увлажнения может применяться специальная среда, обладающдя большей влаговпитывающей способностью (например, гликоль, спирт и др«)
Формула изобретения
Агрегат для изготовления гофриро-.- ванного картона, содержаш 1Й установленные по ходу технологического процесса гофрировальную секцию, сушильную секцию, имеющую конвективные па- :Нели и плиты, секцию охлаждения с транспортером и сукном.для охлаждения картона, отличающийся тем, что, с целью повьшения качества получаемого картона путем равномерного охлаждения его внутреннего и наружных слоев, сушильная секция имеет устройство для создания воздушной подушки, содержащее размещенные
между конвективными панелями радиаторы и перфорированный элемент, установленный перед транспортером секции охлаждения, при этом секция охлаждения имеет установленные друг за другом по ходу технологического процесса увлажняющие ведущие валики, контактирующие с сукном для охлаждения картона, и размещенные между ними дополнительные конвективные панели.
(Слей
а Jf f а 1 IffflfOHO-
S т / .- ,У nflobnu-f
