у
fe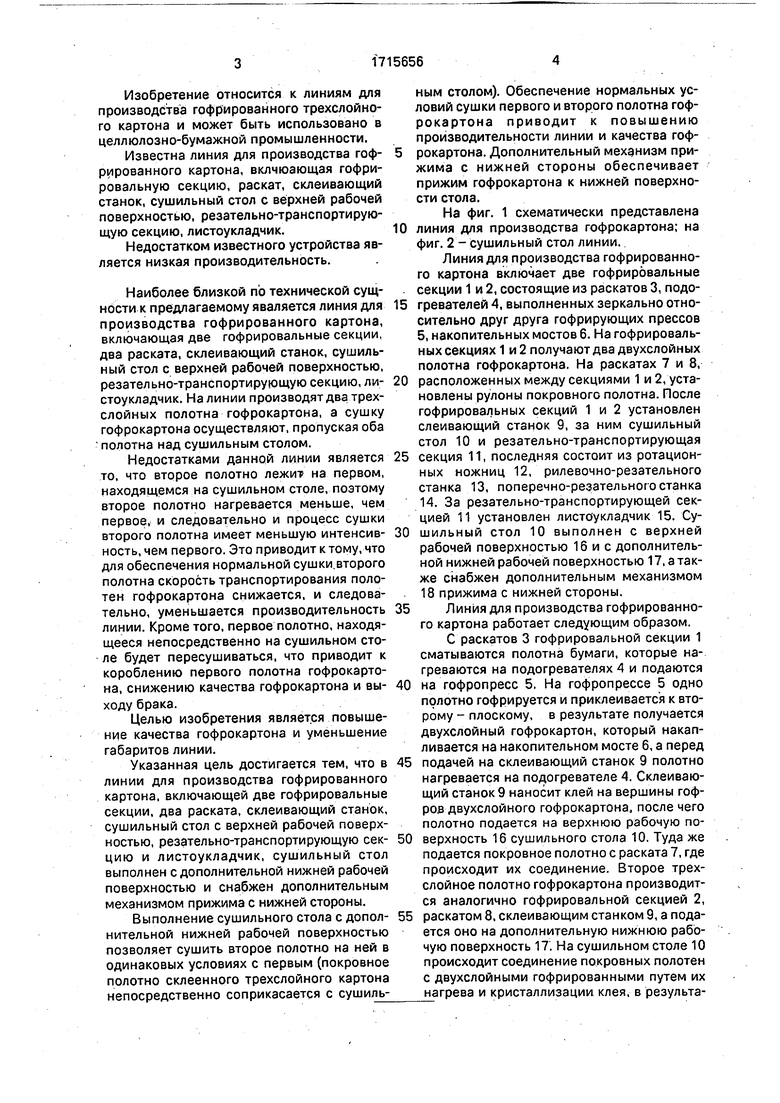

| название | год | авторы | номер документа |
|---|---|---|---|
| ГОФРИРОВАЛЬНАЯ СЕКЦИЯ | 1969 |
|
SU255769A1 |
| Резательно-съемочная секция | 1979 |
|
SU825752A1 |
| Гофрировальная секция установки для производства гофрированного картона | 1980 |
|
SU887674A1 |
| ГОФРИРОВАЛЬНЫЙ ПРЕСС | 1991 |
|
RU2009043C1 |
| Сушильный стол гофрировального агрегата | 1989 |
|
SU1664581A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ГОФРИРОВАННОГОМАТЕРИАЛА | 1970 |
|
SU266553A1 |
| Агрегат для изготовления гофрированного картона | 1985 |
|
SU1391944A1 |
| Картоноклеильная машина | 1979 |
|
SU825754A1 |
| Устройство для сушки полотнообразного материала | 1982 |
|
SU1087592A1 |
| СПОСОБ ПОПЕРЕЧНОЙ ОТРЕЗКИ ЗАГОТОВОК ЗАДАННОЙ ДЛИНЫ ОТ НЕПРЕРЫВНО ДВИЖУЩЕГОСЯ ПОЛОТНА МАТЕРИАЛА | 2000 |
|
RU2179514C1 |
Изобретение относится к целлюлозно- бумажной промышленности. Цель изобретения - повышение качества гофрокартона и уменьшение габаритов линии. Линия для производства гофрированного картона включает две гофрировальные секции 1 и 2 с двумя выполненными зеркальными относительно друг дурга гофропрессами.5, два раската 7 и 8, расположенные между секциями 1 и 2, склеивающий станок, сушильный стол 10с верхней и нижней рабочими поверхностями, имеющий два механизма прижима с верхней и нижней сторон стола, резательно-транспортирующую секцию и лиетоукладчик.2 ил.
15
Я 13 12 У
{ 6, 4 т ЛI
П ДП I 11 I f-i МПн-- М x-t-лЧЛ 1 14 U III
ШЕ--- -T.J- IV1
Т
7JJS
СЛ
о
СЛ
о
Изобретение относится к линиям для производства гофрированного трехслойного картона и может быть использовано в целлюлозно-бумажной промышленности.
Известна линия для производства гоф- рированного картона, вклчюающая гофрировальную секцию, раскат, склеивающий станок, сушильный стол с верхней рабочей поверхностью, резательно-транспортирую- щую секцию, листоукладчик.
Недостатком известного устройства является низкая производительность.
Наиболее близкой по технической сущности к предлагаемому яваляется линия для производства гофрированного картона, включающая две гофрировальные секции, два раската, склеивающий станок, сушильный стол с верхней рабочей поверхностью, резательно-транспортирующую секцию, ли- стоукладчик. На линии производят два трехслойных полотна гофрокартона, а сушку гофрокартона осуществляют, пропуская оба полотна над сушильным столом.
Недостатками данной линии является то, что второе полотно лежит на первом, находящемся на сушильном столе, поэтому второе полотно нагревается меньше, чем первое, и следовательно и процесс сушки второго полотна имеет меньшую интенсив- ность, чем первого. Это приводит к тому, что для обеспечения нормальной сушки.второго полотна скорость транспортирования полотен гофрокартона снижается, и следовательно, уменьшается производительность линии. Кроме того, первое полотно, находящееся непосредственно на сушильном столе будет пересушиваться, что приводит к короблению первого полотна гофрокартона, снижению качества гофрокартона и вы- ходу брака.
Целью изобретения является повышение качества гофрокартона и уменьшение габаритов линии.
Указанная цель достигается тем, что в линии для производства гофрированного картона, включающей две гофрировальные секции, два раската, склеивающий станок, сушильный стол с верхней рабочей поверхностью, резательно-транспортирующую сек- цию и листоукладчик, сушильный стол выполнен с дополнительной нижней рабочей поверхностью и снабжен дополнительным механизмом прижима с нижней стороны.
Выполнение сушильного стола с допол- нительной нижней рабочей поверхностью позволяет сушить второе полотно на ней в одинаковых условиях с первым (покровное полотно склеенного трехслойного картона непосредственно соприкасается с сушильным столом). Обеспечение нормальных условий сушки первого и второго полотна гоф- рокартона приводит к повышению производительности линии и качества гофрокартона. Дополнительный механизм прижима с нижней стороны обеспечивает прижим гофрокартона к нижней поверхности стола.
На фиг. 1 схематически представлена линия для производства гофрокартона; на фиг. 2 - сушильный стол линии.
Линия для производства гофрированного картона включает две гофрировальные секции 1 и 2, состоящие из раскатов 3, подогревателей 4, выполненных зеркально относительно друг друга гофрирующих прессов 5, накопительных мостов 6. На гофрировальных секциях 1 и 2 получают два двухслойных полотна гофрокартона. На раскатах 7 и 8, расположенных между секциями 1 и 2, установлены рулоны покровного полотна. После гофрировальных секций 1 и 2 установлен слеивающий станок 9, за ним сушильный стол 10 и резательно-транспортирующая секция 11, последняя состоит из ротационных ножниц 12, рилевочно-резательного станка 13, поперечно-резательного станка 14. За резательно-транспортирующей секцией 11 установлен листоукладчик 15. Сушильный стол 10 выполнен с верхней рабочей поверхностью 16 и с дополнительной нижней рабочей поверхностью 17, а также снабжен дополнительным механизмом 18 прижима с нижней стороны.
Линия для производства гофрированного картона работает следующим образом.
С раскатов 3 гофрировальной секции 1 сматываются полотна бумаги, которые нагреваются на подогревателях 4 и подаются на гофропресс 5. На гофропрессе 5 одно полотно гофрируется и приклеивается к второму - плоскому, в результате получается двухслойный гофрокартон, который накапливается на накопительном мосте 6, а перед подачей на склеивающий станок 9 полотно нагревается на подогревателе 4. Склеивающий станок 9 наносит клей на вершины гофров двухслойного гофрокартона, после чего полотно подается на верхнюю рабочую поверхность 16 сушильного стола 10. Туда же подается покровное полотно с раската 7, где происходит их соединение. Второе трехслойное полотно гофрокартона производится аналогично гофрировальной секцией 2, раскатом 8, склеивающим станком 9, а подается оно на дополнительную нижнюю рабочую поверхность 17. На сушильном столе 10 происходит соединение покровных полотен с двухслойными гофрированными путем их нагрева и кристаллизации клея, в результате чего образуется два трехслойных полотна, причем покровные полотна лежат на нагревательных поверхностях сушильного стола 10. Прижим верхнего полотна к верхней рабочей поверхности 16 осуществляет- ся обычными средствами, а второго полотна к нижней рабочей поверхности 17 -дополнительным механизмом 18 прижима. После сушильного стола 10 и первое и второе трех- слойные полотна гофрокартона идут на дальнейшую обработку (каждое - согласно предъявляемых к нему требованиям формата), ротационные ножницы производят вырубку брака, рилевочно-резательный станок производит рилевку и продольную резку, а также вырубку кромок, поперечно-резательный станок - поперечную резку полотна на заданную длину форматов. Полученные листы гофрокартона на листо- укладчике складываются в кипы. -
Формула изобретения
Линия для производства гофрированного картона, вклчюающая две гофрировальные секции с двумя гофропрессами, два раската, склеивающий станок, сушильный стол с верхней рабочей поверхностью, имеющий механизм прижима с верхней стороны стола, резательно-транспортирующую секцию и листоукладчик, отличающаяся тем, что, с целью повышения качества гофрокартона и уменьшения габаритов линии, сушильный стол выполнен с дополнительной нижней рабочей поверхностью и снабжен дополнительным механизмом прижима с нижней стороны, при этом оба раската расположены между гофрировальными секциями, а гофроп- рессы выполнены зеркальными относительно друг друга.
JZ, JS.
(Put- 2.
| Устройство для определения протяженности сужений трубчатых органов | 1987 |
|
SU1442183A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
