00
со
со
СП ел
со
113
Изобретение относится к области пайки, а точнее к сборочно-монтажному производству радноэлектронноР аппаратуры .
Цель изобретения - упрощение технологии монтажа, повышение качества радиоэлектронного узла путем обеспечения заданных зазоров между радиоэлементами и платой, и улучшение условий сборки при автоматизации процесса монтажа и повышение производительности.
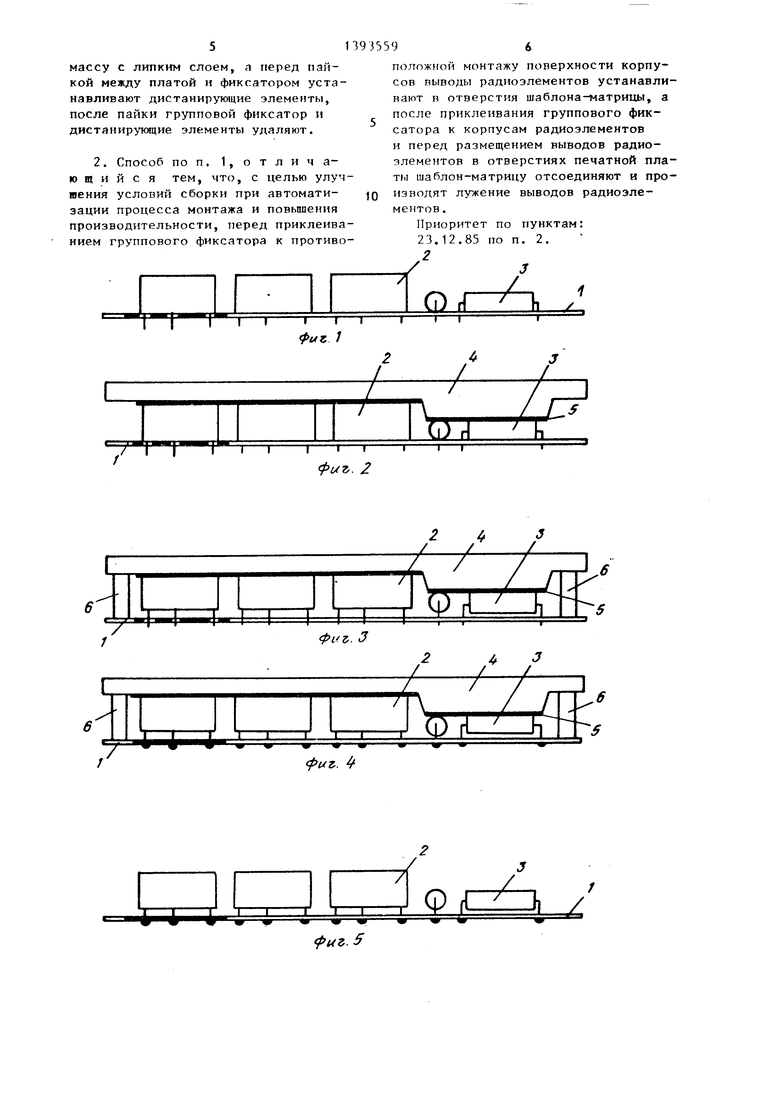
На фиг. 1 показано положение после установки выводов радиоэлементов на печатную плату; на фиг. 2 - то
диоэлементов к пластине-фиксатору; на фиг. 3 - то же, после установки дистанционирующих элементов; на
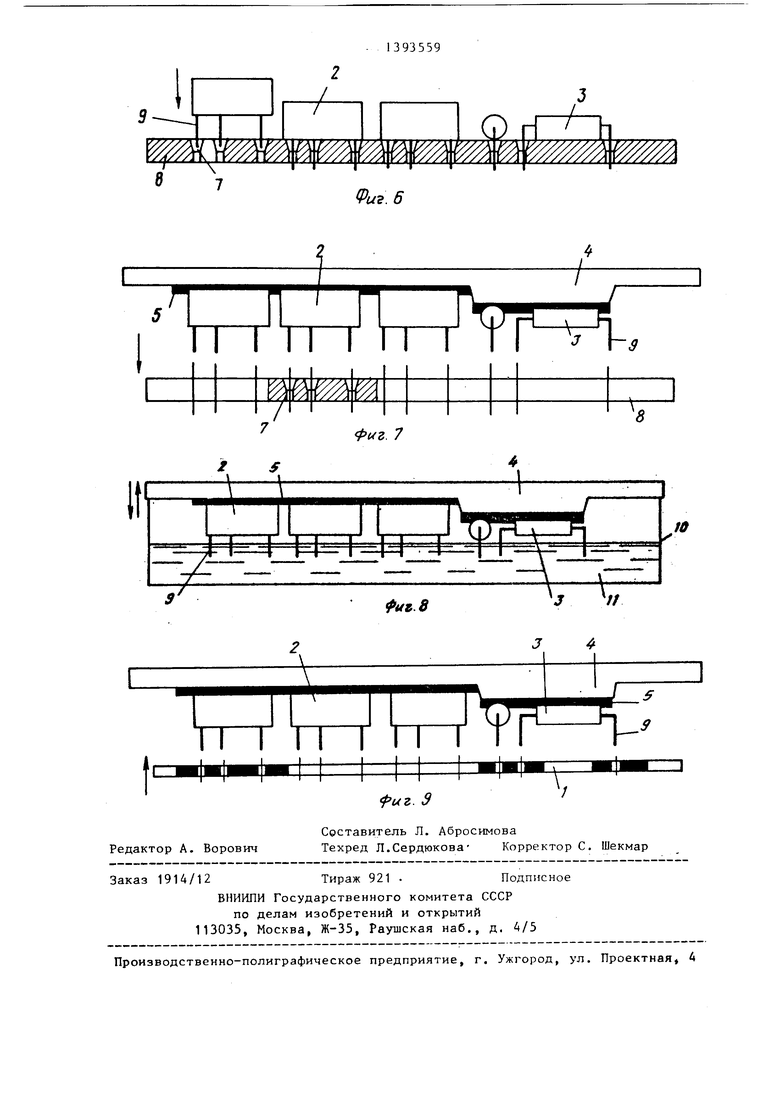
фиг. 4 - то же, после пайки; на фиг. 5 - то же, после ;снятия пластины-фиксатора с дистанционирующими элементами; на фиг. 6 - то же, после установки вьшодов радиоэлементов в отверстия шаблон-матрицы; на фиг. 7 то же, после отсоединения шаблон- матрицы от радиоэлементов; на фиг. 8 - то же, во время групповой обработки при горячем лужении погружением; на фиг. 9 - то же, во время совмещения печатной платы с выводами радиоэлементов.
Способ осуществляют следующим образом.
Пример 1.В отверстия печатной платы 1 устанавливают выводы заранее подготовленных радиоэлементов 2 и 3 (фиг.1), жесткую пластину- фиксатор 4 присоединяют к наружным поверхностям корпусов радиоэлементов 2 и 3 посредством пластичной фиксирующей массы 5, обладающей свойством остаточной прилипаемости и заранее нанесенной на присоединительную поверхность пластины-фиксатора 4 (фиг.2). При этом фиксатор имеет разновысокие площадки в зависимости от высоты корпусов, устанавливаемых на плате 1 радиоэлементов 2 и 3, а слой пластичной массы 5 наносится определенной толщины с учетом компенсации полей допусков на высоту корпусо радиоэлементов 2 и 3. Затем между пластиной-фиксатором 4 и платой 1 вводят дистанционирующие элементы 6 и приподнимают радиоэлементы 2 и 3 н высоту подъема пластины-фиксатора 4, при этом высоту дистанционирующих элментов 6 подбирают с учетом необходи
ю15
20
30
5
25
0
5
0
5
мого зазора при установке радиоэлементов 2 и 3 на плате 1 (фиг.З).
В таком состоянии весь узел поступает на пайку (фиг.4), которая может осуществляться известным способом. После пайки пластину-фиксатор 4 отсоединяют от корпусов радиоэлементов 2 и 3 (фиг.5) и вместе с дистанционирующими элементами 6 используют для повторного цикла монтажа. При этом на корпусах радиоэлементов 2 и 3 запаянного узла могут остаться следы граничного слоя фиксирующей массы 5, которые легко удаляются ветошью, смоченной в спиртобензиновой смеси, приготовленной в соотношении 1 :1.
Реализация предлагаемого способа позволит повысить качество узлов на 5ону печатного монтажа и места пайки вьшодов к металлизированным отверстиям и контактным площадкам, в том числе и под корпуса радиоэлементов. При таком монтаже сокращается ряд переходов, связанных с фиксированием и удалением фиксирующей массы, упрощается технологическое осншцение, так как не требуется сопутствующего оборудования и оснастки для преобразования фиксирующей массы из твердого в жидкое состояние и обратно, также для удаления фиксирующей массы с печатного узла после его изготовления, сокращается расход материалов для получения фиксирующей массы, так как исключаются потери этой массы в процессе монтажа.
Пример 2. При использовании шаблона-матрицы в отверстия 7 шаблона-матрицы 8 устанавливают вьшоды 9 радиоэлементов 2 и 3 (фиг.6). Отверстия 7 выполняют со значительно меньшим диаметром, чем установочный диаметр тех же монтажных отверстий на печатной плате 1 (например, для диаметра вывода 9, равного 0,5-0,6 мм, диаметр отверстия на плате 1 равен 0,9-1,0 мм, а на шаблон-матрице 8 равен 0,62-0,7 мм), что позволяет рихтовать изогнутые выводы 9 непосредственно при их установке, а также ориентировать центр установки радиоэлемента близко относительно установленной оси автомата и к установочному центру группы отверстий на печатной плате. Далее ко всем корпусам радиоэлементов 2 и 3 присоединяют пластину-фиксатор 4 посредством
Т1ластиг|ной фиксирующей массы 5 с липким слоем, заранее нанесенной на присоединительную поверхность пластины-фиксатора 4 (фиг.2). Потом шаблон-матрицу 8 отсоединяют от выводов 9 радиоэлементов 2 и 3, закрепленных и зафиксированных на пластине-фиксаторе 4 (фиг.7). При помощи пластины фиксатора 4 сгруппированные вьтоды 9 радиоэлементов 2 и 3 погружают в ванну 10 последовательно во флюс и расплав припоя 11 и производят групп вое обслуживание выводов 9 на необходимую высоту (фиг.8).
Далее выводы 9 радиоэлементов 2 и 3 совмещают с соответствующими монтажными отверстиями на печатной плате 1 (фиг.9) и продевают через мо тажные отверстия плату 1 на выводьг 9, устанавливают при необходимости дистанционирующие элементы 6 между платой 1 и пластиной-фиксатором 4, обеспечивая при этом требуемьй зазор между печатной платой 1 и корпусами радиоэлементов 2 и 3 (фиг.З). В таком состоянии весь узел поступает на пайку (фиг.4), которая может осуществляться любым известным способом.
После пайки пластину-фиксатор 4 отсоединяют от корпусов радиоэлементов 2 и 3 (фиг. 5) и вместе с дистанционными элементами 6 используют для повторных циклов при проведении монтажа. Корпуса элементов 2 и 3 протирают тампоном при помощи спирто- бензиновой смеси для удаления граничного слоя фиксирующей массы.
В качестве фиксирующей массы, используют материал типа пластилина, при этом присоединительную поверхность покрьшают липким составом, используемым при изготовлении липких лент (скочлента, изоляционная лента ПХВ). Липкий состав позволяет сохранить присоединительные свойства пластичной фиксирующей массы продолжительное время независимо от окружающих условий (изменение температуры от 5 до 80°С и при любой допустимой в помещениях влажности) .
Для осуществления способа в качестве фиксирующей массы могут быть использованы материалы, обладающие свойствами принудительной пластичности и прилипаемости, например воск парафин, канифоль, сургуч и дру0
5
0
5
0
5
0
5
0
5
гие, в этом случае при прикреп.чсиин радиоэлементов к пластине-фиксатору до пайки и отсоединении последней после пайки используют повьш1енную температуру.
Реализация предлагаемого способа позволяет автоматизировать процесс монтажа радиоэлектронных печатных узлов, так как навесить радиоэлементы на шаблон-матрицу, снабженную ловителями, при помощи автоматических устройств техн1тчески гораздо проще, чем произвести навеску тех же радиоэлементов непосредственно на печатную плату, ЧТО обеспечивается за счет расширения поля допусков на установку, поскольку диаметр отверстия на печатной плате по крайней мере вдвое меньше диаметра заходной части ловителей, выполненных на шаблон матррще. Кроме того, одновременно с установкой производят подрихтовку выводов радиоэлементов,что, в свою очередь, решает задачу точного совмещения монтажных отверстий печатной платы с выводами радиоэлементов.
Повышается производительность подготовки вьшодов радиоэлементов за счет групповой обработки их при флюсовании и лужении. Реализация способа позволяет автоматизировать и механизировать процесс монтажа и при этом повьштается производительность труда и качество выпускаемой продукции.
Формула изобретения
1. Способ монтажа радиоэлектронного узла, включающий лужение выводов радиоэлементов, установку их в отверстия печатной платы в соответствии с топологией радиомонтажа, закрепление радиоэлементов при помощи группового фиксатора, пайку выводов радиоэлементов и удаление фиксатора, отличающийся тем, что, с целью упрощения технологии монтажа и повьшюния качества радиоэлектронного узла путем обеспечения заданных зазоров между радиоэлементами и платой, после установки радиоэлементов на плате накладывают на npoтивoпo ЛoжF yю монтажу поверхность корпусов радиоэлементов групповой фиксатор в виде жесткоГ пластины, на поверхность которой предварительно наносят пластпчиую фиксирующую
массу с липким слоем, а перед пайкой между платой и фиксатором устанавливают дистанирующие элементы, после пайки групповой фиксатор и дистанирующие элементы удаляют.
2. Способ по п. 1, о т л и ч а- ю щ и и с я тем, что, с целью улуч- иения условий сборки при автоматизации процесса монтажа и повьппения производительности, перед приклеиванием группового фиксатора к противо
положяой монтажу поверхности корпусов выводы радиоэлементов устанавливают и отверстия шаблона-матрицы, а после приклеивания группового фиксатора к корпусам радиоэлементов и перед размещением выводов радиоэлементов в отверстиях печатной пла- TI.I шаблон-матрицу отсоединяют и производят лужение выводов радиоэлементов .
Приоритет по пунктам:
23.12.85 по п. 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ монтажа радиоэлектронного узла | 1979 |
|
SU1050142A1 |
| СПОСОБ МОНТАЖА РАДИОЭЛЕМЕНТОВ НА ПЛАТЕ | 1992 |
|
RU2047286C1 |
| Устройство для формовки выводов электрорадиоэлементов | 2024 |
|
RU2824455C1 |
| Электронная сборка | 1987 |
|
SU1450145A1 |
| Устройство для групповой подготовкиРАдиОэлЕМЕНТОВ K МОНТАжу | 1979 |
|
SU828265A1 |
| Устройство для установки радио-элЕМЕНТОВ HA пЕчАТНыЕ плАТы | 1979 |
|
SU834954A1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2010 |
|
RU2463144C2 |
| Устройство для лужения | 1981 |
|
SU967703A1 |
| Устройство для подрезки и подгибки выводов радиоэлементов | 1983 |
|
SU1108627A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЭЛЕМЕНТОВ НА ПЕЧАТНОЙ ПЛАТЕ ПОД ПАЙКУ | 1993 |
|
RU2086369C1 |
Изобретение относится к области пайки, в частности к способу монтажа радиоэлектронного узла. Целью изобретения является упрощение технологии монтажа, повьшение качества радиоэлектронного узла, путем обеспечения заданных зазоров между радиоэлементами и платой. В процессе монтажа на поверхности корпусов накладьшают групповой фиксатор в виде жесткой пластины, на поверхность которой предварительно наносят пластическую фиксирующую массу с липким слоем. После установки между фиксатором и платой дистанционирующих элементов осуществляют пайку. Радиоэлементы можно монтировать на шаблон-матрице таким же методом. После установки группового фиксатора шаблон-матрицу удаляют. Такой монтаж позволит исключить попадание фиксирующей массы в зону печатного монтажа, улучшить условия сборки при автоматизации процес- са монтажа и повысить производительность. 1 з.п. ф-лы, 9 ил. i (Л
I I I
фиъ 1
риг..
tf KZ. S
I
/
/
гттттт m
ггт n I
Редактор А. Ворович
f uz. 3
Составитель Л. Абросимова
Техред Л.Сердюкова- Корректоре. Шекмар
Фиъ. 6
Ю
ut.8
V/
| Способ монтажа радиоэлектронного узла | 1979 |
|
SU1050142A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
