Изобретение относится к средствам технологического оснащения, а именно к устройствам и приспособлениям для подготовки к монтажу электрорадиоэлементов (ЭРЭ) и может быть использовано при монтаже оборудования космических аппаратов (КА) а также в радиоэлектронной, электротехнической и приборостроительной промышленности, а именно для ЭРЭ с различными корпусами с выводами, расположенными в одной плоскости.
В структуре трудоемкости сборки радиоэлектронной аппаратуры ручная формовка электронных компонентов занимает до 40 %.
Формовка выводов ЭРЭ, устанавливаемых на печатные платы осуществляется по нормативам, которые устанавливают допустимые отклонения от симметричности расположения корпуса ЭРЭ относительно установочного размера (например, согласно ГОСТ 23137-91). Требуемая точность должна обеспечиваться используемой оснасткой.
Можно выделить несколько подходов в реализации технологической операции формования выводов ЭРЭ. Для массового, производства, для которого характерна непрерывность и относительно длительный период изготовления ограниченной номенклатуры однородной продукции используются ЭРЭ предварительно упакованные в ленты или загруженные в специальные накопители, а формовка выводов и установка на плату производится станком-автоматом с числовым программным управлением.
Для серийного производства, характеризующегося изготовлением сериями широкой номенклатуры однородной продукции, и мелкосерийного широко используются различные средства технологического оснащения с применение полуавтоматических и автоматических устройств типа штампов различных конструкций.
Для мелкосерийного производства с неограниченной номенклатурой ЭРЭ, характерным является применение универсального оборудования, к операциям причастны рабочие высокой квалификации, поскольку круг их работ достаточно широк.
Единичное или мелкосерийное производство подразумевает высокую себестоимость изготовления изделий. Это происходит по причине высокой трудоемкости. Оптимизация расходов на средства технологического оснащения (СТО) без понижения качества, особенно для мелких РЭА для которых качественная ручная формовка затруднительна, а изготовление сложной оснастки экономически не оправдано в силу мелкосерийного характера применения.
Из уровня техники известен инструмент для формования выводов D-AB5 фирмы DONAU [https://www.tme.eu/ua/ru/details/d-ab5/ustroistva-dlia-formirovaniia-vyvodov/donau-elektronik/ab5/] предназначенный для ручных гибких контактов электрорадиоэлементов различной толщины и на различных расстояниях. Инструмент представляет собой пластиковое основание с набором пазов.
Недостатками указанного решения является низкое качество формовки, осуществляемой дополнительными инструментами (пинцетом, пассатижами и т.д.) и малое количество заданных размеров формовки выводов.
Известны формовочные плоскогубцы, например, фирм «Sipel» и «Erem», представляющие из себя классические плоскогубцы с металлическими губками сложной формы для формования вывода ЭРЭ. Для формовки элемент удерживается в руке, вывод размещается между губок, и производится сжатие и соответственно формовка.
Недостатком подобного решения является очевидное ограничение, для малогабаритных ЭРЭ, и отсутствие возможности настройки прилагаемых усилий формовки выводов.
Известны устройства в виде штампов, состоящие из подпружиненных матрицы и пуансона (RU178717U1, US00507818A), например, как и в устройстве для формовки выводов радиодеталей (SU1499539A1), содержащее основание, в котором установлена матрица с ложементом для радиодетали, соединенные с приводом, пуансон и толкатель.
Недостатком подобных устройств является низкая универсальность, просматривается необходимость изготовления такого устройства под каждый типоразмер радиоэлемента, так как под конкретный размер ЭРЕ предполагается замена матрицы, пуансона, перестановка ножей для обрезки, пружин, элементов крепления, что требует квалифицированной полной разборки-сборки устройства.
Также известна группа устройств для подготовки к монтажу радиоэлементов преимущественно с однонаправленными выводами содержащие механизм загрузки в виде поворотного диска или барабана (SU1064495A, SU1167766A), например, как и в устройстве для подготовки к монтажу радиоэлементов (RU2029446C1), с подвижными кольцеобразными секторами, на нижней торцевой поверхности каждого из которых расположены выступы с возможностью взаимодействия с рычагом, закрепленным под диском, а на наружной цилиндрической поверхности каждого расположены гнезда для размещения радиоэлементов, транспортирующий барабан с захватами в виде подвижной и неподвижной губок и фиксатором его углового поворота, механизм обрезки с подвижным и неподвижным ножами, ванны флюсования и лужения, элемент разводки выводов, механизм формовки выводов и приводной механизм с толкателями. Устройство позволяет перемещать посредством транспортирующего барабана радиоэлемент на позиции формовки, обрезки и лужения выводов.
Недостатком подобной группы устройств, а является сложность механизма вследствие большого количества подвижных частей, их использование актуально только для серийного производства однородной продукции.
Известно устройство для формовки и обрезки выводов микросхем (RU179618U1), содержащее основание с закрепленным матрицедержателем, с направляющими колонками и матрицей, держатель с жестко закрепленным пуансоном обрезки и включающее формовочный пуансон, прижим, первый буфер (упругий элемент), второй буфер, крышку, причем держатель прикреплен к верхней плите, подвижно установленной на направляющие колонки, в пуансоне обрезки установлен по скользящей посадке формовочный пуансон, в который подвижно установлен прижим, причем прижим и формовочный пуансон выступают из пуансона обрезки, а боковые стороны прижима выполнены ступенчатыми, на верхней стороне прижима в формовочном пуансоне расположен первый буфер в виде резиновой пластины марки ТМКЩ мягкой степени твердости, закрепленный крышкой, на которой расположен второй буфер в виде резиновой пластины ТМКЩ средней степени твердости, т.е. более твердый, чем первый, кроме того, на боковых сторонах матрицы выполнены ступеньки, таким образом, что при формовке они устанавливаются между ступеньками прижима.
Недостатком устройства является сложность конструкции, сложность унификации под разные размеры ЭРЭ, и связанная с этим функциональная ограниченность.
В качестве прототипа выбрано устройство для обжатия и резки выводов радиоэлементов (авторское свидетельство SU1787081A3), содержащее пару губок закрепленных по типу клещей. В одной из губок выполнен сквозной паз для удаления отходов, а на другой - выступ с возможностью размещения в пазу для резки выводов. В конструкции предусмотрены обжимные поверхности и отрезные кромки. При сведении губок происходит расплющивание конца вывода для фиксации радиоэлемента на плате перед пайкой.
Недостатком прототипа является сложность унификации под разные размеры ЭРЭ, и связанная с этим функциональная ограниченность, связанная также со способом формовки – с расплющиванием конца вывода радиоэлемента.
Для заявленного прототипа выявлены следующие общие с прототипом существенные признаки: устройство для формовки выводов электрорадиоэлементов, содержащее пару губок, закрепленных по типу клещей, имеющих рабочие обжимные поверхности и отрезное приспособление на нижней губке.
Технической задачей, на решение которой направлено заявленное техническое решение является создание удобного и простого в использовании устройства, сочетающего в себе удобства ручного инструмента и штампа для формовки ЭРЭ.
Данная задача решается за счет предлагаемого устройства для формовки выводов электрорадиоэлементов, содержащего шарнирно связанные и закрепленные по типу клещей две рабочие части с губками, имеющими рабочие обжимные поверхности и отрезное приспособление на верхней губке. Согласно заявляемому изобретению рабочие части оснащены пружинными фиксаторами для быстрой смены губок. Причем верхняя губка выполнена в виде формовочного пуансона, состоящего из корпуса и крышки, с установленными в корпусе двумя упругими элементами, каждый из которых расположен между прижимной пластиной и формовочным элементом. При этом в крышке имеются регулировочные винты, выполненные с возможностью перемещения прижимных пластин. Нижняя губка выполнена в виде матрицедержателя; в котором имеется ложемент, выполненный по форме корпуса формуемого электрорадиоэлемента и требуемой форме его выводов. В нижнюю губку установлен настроечный винт, регулирующий размер зазора сведения губок.
Техническая сущность и принцип действия предложенного изобретения поясняются чертежами, на которых:
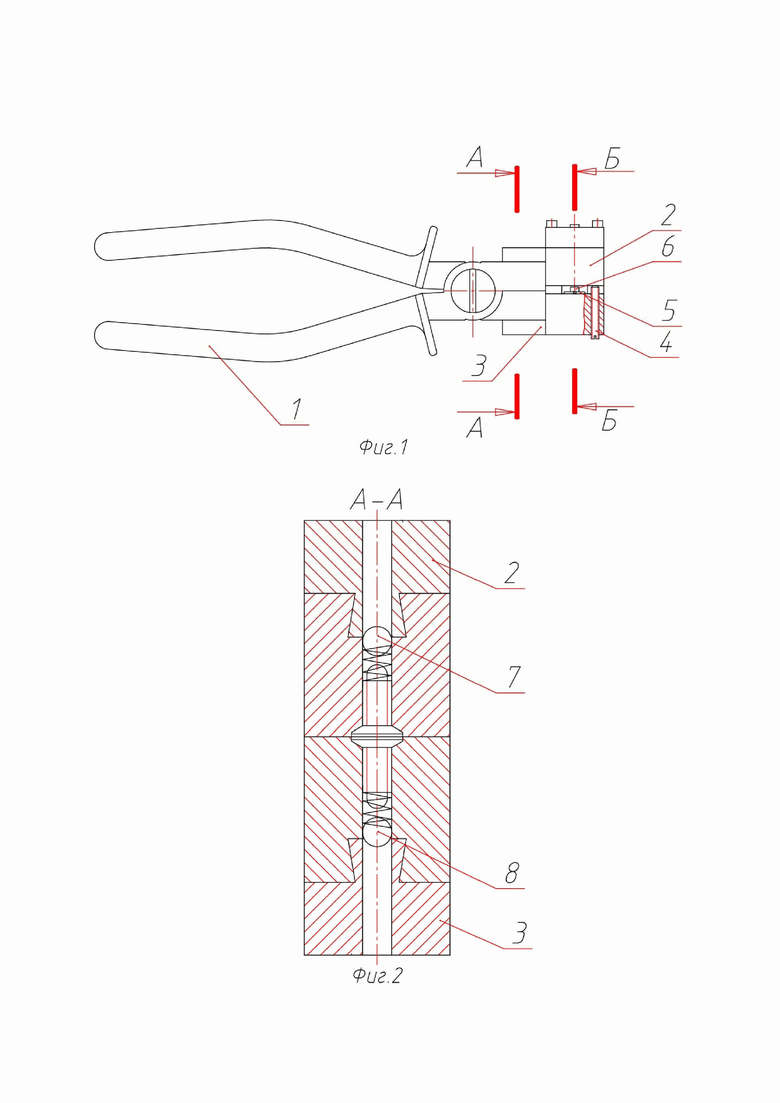
Фиг. 1. Общий вид устройства для формовки выводов электрорадиоэлементов, где:
1- устройство для формовки выводов электрорадиоэлементов;
2- верхняя губка в виде формовочного пуансона;
3- нижняя губка в виде матрицедержателя;
4- настроечный винт зазора сведения губок;
5- ложемент;
6- формуемый электрорадиолемент.
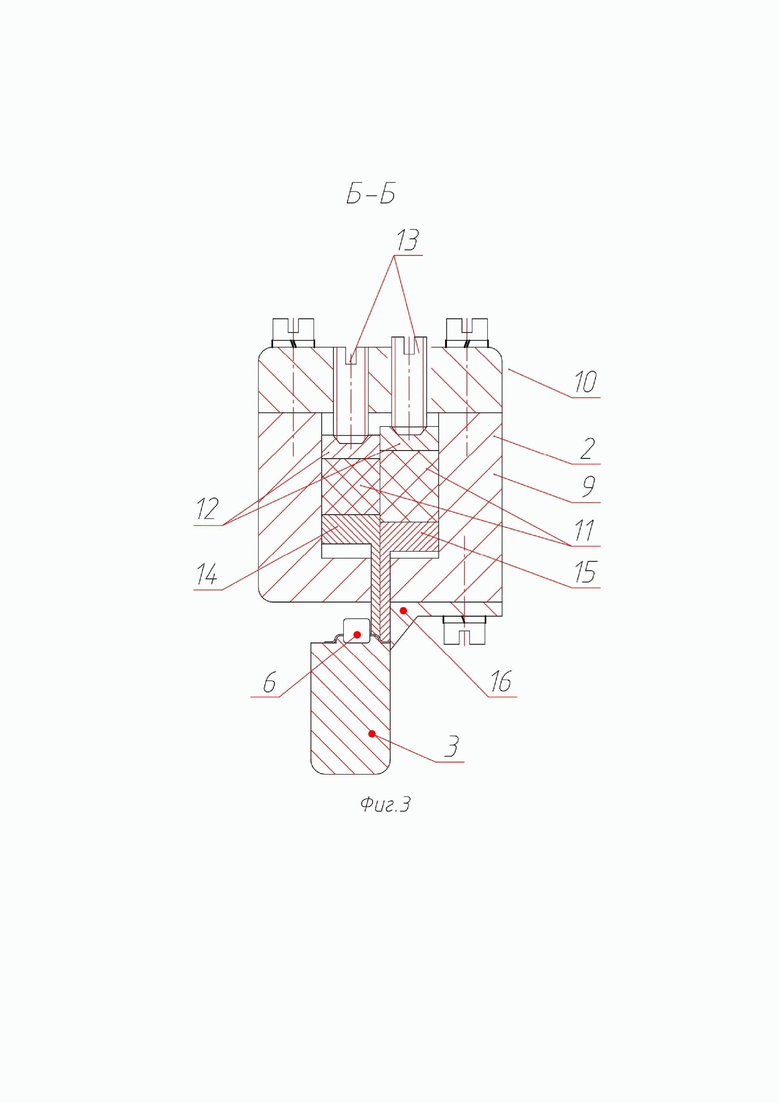
Фиг. 2. Сечение А-А, где
2- верхняя губка;
3- нижняя губка;
7- пружинный фиксатор (например, типовая защелка с подпружиненным шариком) для быстрой смены верхней губки;
8- пружинный фиксатор для быстрой смены нижней губки.
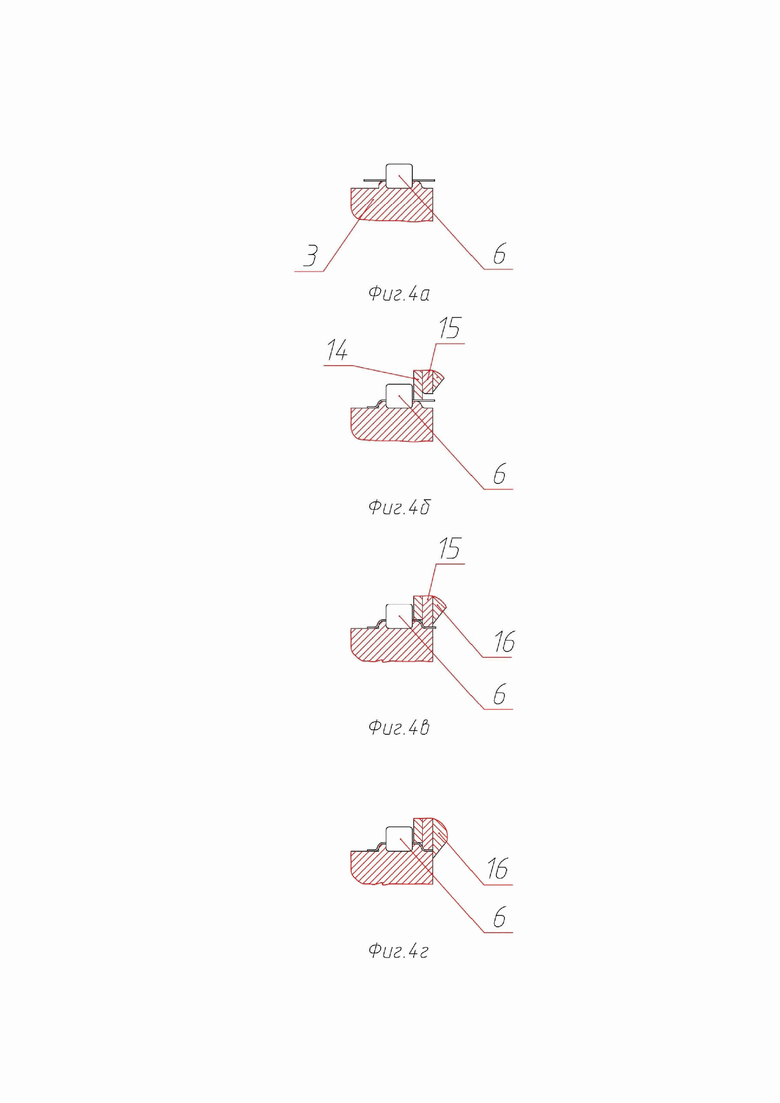
Фиг. 3. Сечение Б-Б, где
2- верхняя губка;
3- нижняя губка;
4- настроечный винт зазора сведения губок;
6- формуемый электрорадиолемент;
9- корпус верхней губки;
10- крышка верхней губки;
11- упругий элемент;
12- прижимная пластина;
13- регулировочный винт;
14- первый формовочный элемент;
15- второй формовочный элемент;
16- нож.
Фиг. 4. Показаны фазы формовки ЭРЭ устройством для формовки выводов электрорадиоэлементов:
4а- установка ЭРЭ 6 в ложемент нижней губки 3;
4б- фаза прижима вывода ЭРЭ 6 первым формовочным элементом 14; и начало движения второго формовочного элемента 15;
4в- фаза формовки вывода ЭРЭ 6 вторым формовочным элементом 15 и начало движения ножа 16;
4г- фаза обрезки вывода ЭРЭ 6 ножом 16.
На Фиг. 5а, Фиг. 5б, Фиг. 5в показаны три примера различных вариантов формовки выводов ЭРЭ предлагаемым устройством при использовании ложементов и формовочных элементов разной конфигурации.
Заявленное устройства для формовки выводов электрорадиоэлементов содержит шарнирно связанные и закрепленные по типу клещей две рабочие части (1) соответственно с верхней (2) и нижней (3) губками, имеющими рабочие обжимные поверхности и отрезное приспособление в виде ножа (16) на верхней губке (2). Отрезное приспособление (16) может быть съемным и устанавливаться при необходимости.
Рабочие части (1) оснащены ручками с антистатическим покрытием и пружинными фиксаторами (например, пружинная типовая защелка) для быстрой смены соответственно верхней (7) и нижней (8) губок. Причем верхняя губка (2) выполнена в виде формовочного пуансона, состоящего из корпуса (9) и крышки (10). Внутри корпуса (9) установлены два неметаллических упругих элемента (11), например из резины, полиуретана и т.п. (подбирается в зависимости от требуемой зоны упругой деформации для конкретных диаметров выводов ЭРЭ), каждый из которых расположен в прижатом состоянии между прижимной пластиной (12) и формовочным элементом (14, 15) (материал формовочных элементов может подбираться в зависимости от диаметра и жесткости формуемых выводов ЭРЭ, они могут быть как металлическими, так и неметаллическими). При этом в крышке (10) имеются регулировочные винты (13), перемещающие прижимные пластины (12), регулирующие усилие прижатия двух формовочных элементов (14, 15). Нижняя губка (3) выполнена в виде матрицедержателя; в котором имеется ложемент (5), выполненный по форме корпуса формуемого электрорадиоэлемента и требуемой форме его выводов. В нижнюю губку (3) установлен настроечный винт (4), регулирующий размер зазора сведения губок (2, 3).
Работа устройства. Устройство включает в себя базовые элементы шарнирно связанные и закрепленные по типу клещей две рабочие части (1) и наборы сменных, быстроустанвливаемых губок (2, 3), изготовленных и предварительно настроенных по усилию сжатия. На рабочие части (1) клещей устанавливается, соответствующий формируемому электрорадиоэлементу, комплект губок (2, 3). На ложемент (5) нижней губки (3) – матрицедержателя устанавливается ЭРЭ (6), производится сжатие двух рабочих частей (1) клещей, в результате которого формовочные элементы (14, 15) последовательно сначала фиксируют, а затем производят требуемою формовку вывода электрорадиоэлемента. При установленном ноже (16) одновременно производится обрезка формируемого вывода в требуемый размер.
Выводы элементов одного и того же типоразмера рекомендуется изгибать на одни и те же установочные размеры по их кратности шагу координатной сетки печатной платы. Центры площадок выводов ЭРЭ, как правило, должны находиться в узлах выбранной стандартной сетки из ряда (2.5, 1.25, 0.675) мм. Поэтому для одного типоразмера для разных ЭРЭ при формовке возможна замена только ложемента (5) нижней губки (3) предлагаемого устройства, что повышает его универсальность.
Техническими результатами изобретения являются:
- формовка выводов ЭРИ в формате ручного инструмента, что предотвращение деформации и разрушения выводов в результате чрезмерного давления на них в процессе формовки и обрезки;
- создание универсального устройства формирования выводов ЭРЭ в формате ручного инструмента типа клещей со сменными быстроустанавливаемыми комплектами губок, с ложементами под конкретные виды ЭРЭ и настроенных по требуемому усилию для формовки выводов этих ЭРЭ, что позволяет использовать лишь один инструмент с набором комплектов губок для разного рода ЭРЭ;
- сочетание удобства и простоты ручного инструмента и качества формовки штампа выводов ЭРЭ с подпружиненными формовочными пуансонами;
- простота и малая материалоемкость позволяют снизить расходы на СТО, особенно при широкой номенклатуре ЭРЭ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формовки и обрезки выводов радиоэлементов | 1988 |
|
SU1704305A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Устройство для формовки и обрезки выводов радиоэлементов с однонаправленными выводами | 1981 |
|
SU970742A1 |
| Устройство для формовки выводов микросхемы и узел центровки микросхем для этого устройства | 2016 |
|
RU2644020C1 |
| Устройство для подготовки радиоэлементов к монтажу | 1988 |
|
SU1653196A1 |
| Устройство для подготовки радиоэлементов с осевыми выводами к монтажу | 1986 |
|
SU1370805A2 |
| Устройство для обжатия и резки выводов радиоэлементов | 1990 |
|
SU1787081A3 |
| Устройство для формовки и обрезки выводов радиоэлементов | 1982 |
|
SU1042218A1 |
| Устройство для формовки и обрезки выводов радиоэлементов | 1989 |
|
SU1734252A1 |
| Устройство для формовки и обрезки выводов радиоэлементов | 1985 |
|
SU1336274A1 |

Изобретение относится к области радиоэлектронной, электротехнической и приборостроительной промышленности, а именно к устройствам для подготовки к монтажу электрорадиоэлементов (ЭРЭ). Техническим результатом является обеспечение возможности использования одного инструмента для разного рода ЭРЭ за счет сменных быстроустанавливаемых комплектов губок, с ложементами под конкретные виды ЭРЭ и настроенных по требуемому усилию для формовки выводов этих ЭРЭ, а также сочетания ручного инструмента и качества формовки штампа выводов ЭРЭ с подпружиненными формовочными пуансонами. Для этого устройство для формовки выводов электрорадиоэлементов содержит шарнирно связанные и закрепленные по типу клещей две рабочие части с губками, имеющими рабочие обжимные поверхности и отрезное приспособление на верхней губке. Рабочие части оснащены пружинными фиксаторами для быстрой смены губок. Верхняя губка состоит из корпуса и крышки, с установленными внутри корпуса двумя упругими элементами, каждый из которых расположен между прижимной пластиной и формовочным элементом. При этом в крышке имеются регулировочные винты, находящиеся в контакте с прижимными пластинами. Нижняя губка имеет ложемент, выполненный по форме корпуса формуемого электрорадиоэлемента и требуемой форме его выводов. В нижнюю губку установлен настроечный винт, регулирующий размер зазора сведения губок. 10 ил.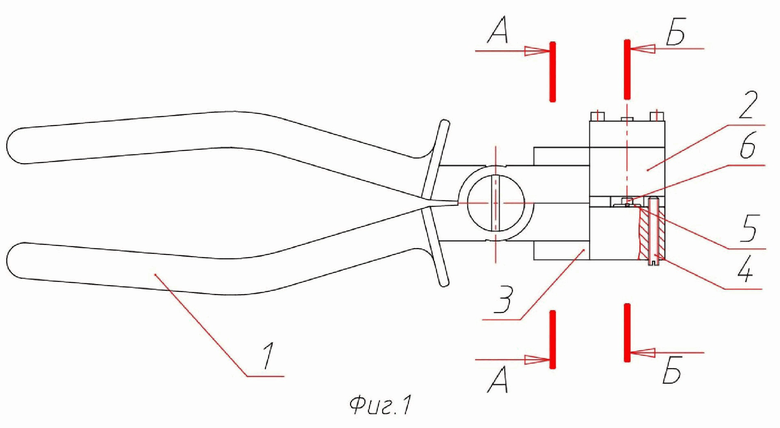
Устройство для формовки выводов электрорадиоэлементов, содержащее шарнирно связанные и закрепленные по типу клещей две рабочие части с губками, имеющими рабочие обжимные поверхности и отрезное приспособление на верхней губке, отличающееся тем, что рабочие части оснащены пружинными фиксаторами для быстрой смены губок, причем верхняя губка состоит из корпуса и крышки, с установленными внутри корпуса двумя упругими элементами, каждый из которых расположен между прижимной пластиной и формовочным элементом, при этом в крышке имеются регулировочные винты, находящиеся в контакте с прижимными пластинами,
нижняя губка имеет ложемент, выполненный по форме корпуса формуемого электрорадиоэлемента и требуемой форме его выводов, в нижнюю губку установлен настроечный винт, регулирующий размер зазора сведения губок.
| Устройство для обжатия и резки выводов радиоэлементов | 1990 |
|
SU1787081A3 |
| Устройство для формовки выводов микросхемы и узел центровки микросхем для этого устройства | 2016 |
|
RU2644020C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОТА ИЗ СЛИВ | 2009 |
|
RU2387300C1 |
| US 20190134842 A1, 09.05.2019 | |||
| CN 215301344 U, 24.12.2021 | |||
| КЛЕЩИ ДЛЯ СНЯТИЯ ИЗОЛЯЦИИ | 2018 |
|
RU2763782C2 |

