Изобретение относится к области обработки металлов давлением, в частности к способам изготовления изделий из проволочного пористого материала типа металлорезины (МР),- получаемого холодным прессованием предварительно .деформированной и уложенной в заготовку проволоки.
Цель изобретения - повьшение производительности труда и качества изделий.,
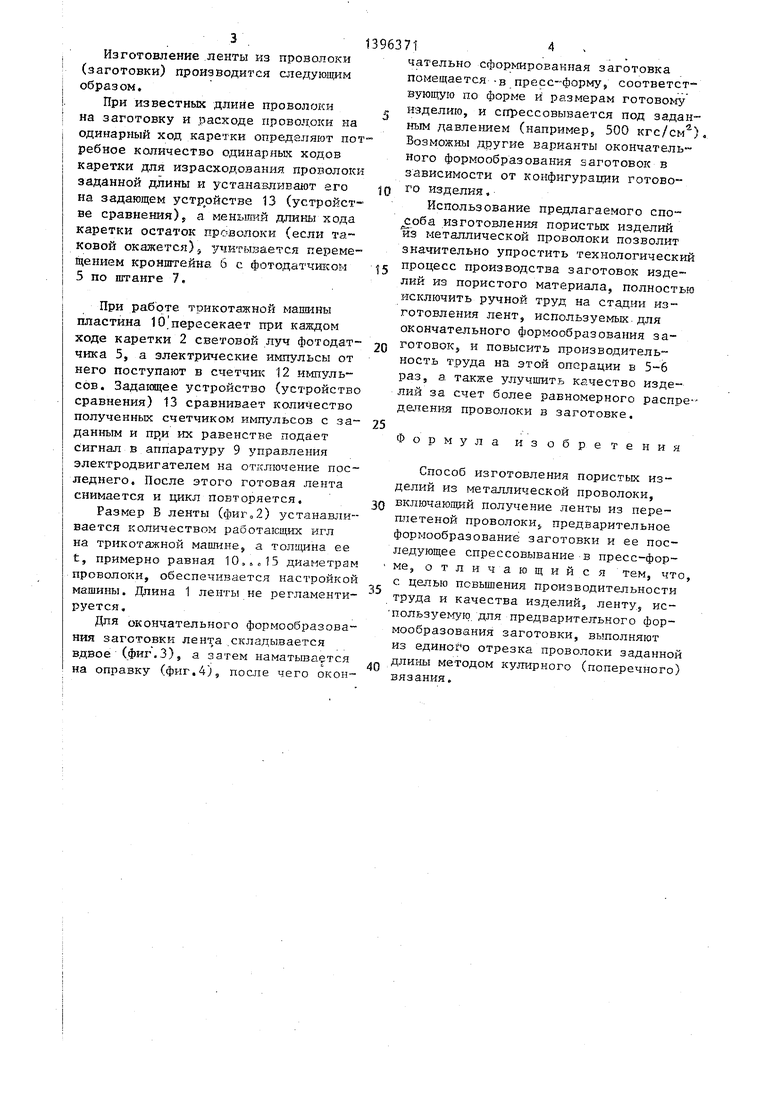
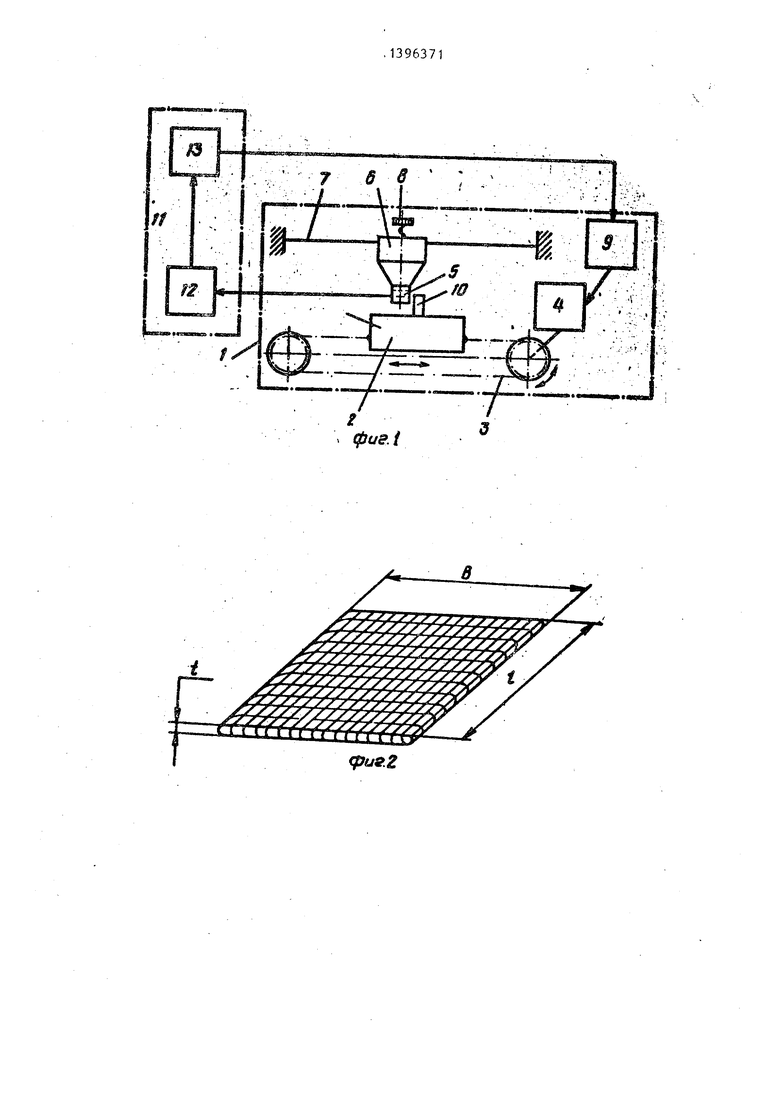
На фиг,1 изображено устройство для реализации описьшаемого способа - функциональная схема трикотажной машины с узлом дозирования материала на фиг.2 - лента, полученная методом кулйрного вязания из отрезка проволоки заданной длиныJ на фиг.З и 4 - этапы окончательного формирования заготовки перед укладыванием ее в пресс-форму.
Трикотажная мапгана 1, в составе которой имеется каретка 2, получающая возвратно-поступательное перемещение через передачу 3 от привода с электродвигателем 4, снабжена фото- датчиком 5, установленным на кронштейне 6, имеющем возможность перемещения в направлении хода каретки 2 по штанге 7 и фиксации на ней винтом- 8. В составе машины имеется так-, же аппаратура 9 управления электродвигателем привода 4. На каретке 2 установлена пластина 10 из непрозрачного материала, пересекающая при движении каретки 2 световой луч фотодатчика 5.
Узел 11 доз ирования материала содержит счетчик 12 импульсов и задающее устройство (устройство сравнения) 13.
Ф
О
со
--4
Изготовление ленты из проволоки (заготовки) производится следующим образом.
При известных длияе проволоки на заготовку и расходе проводоки на одинарный ход каретки определяют потребное количество одинарных ходов каретки для израсходования проволоки заданной длины и устанавливают его на задающем устр ойстве 13 (устройстве сравнения), а меньший длины хода каретки остаток проволоки (если таковой окажется)5 учитывается перемещением кронштейна 6 с фотодатчш-сог-з 5 по штанге 7,
963714
чательно сформированная заготовка помещается -в пресс-форму, соответствующую по форме и размерам гoтoвo fy f. изделию, и спрессовывается под заданным давлением (например, 500 кгс/см). Возможны другие варианты окончательного формообразования заготовок в зависимости от конфигурации готово™ 1Q ГО изделия.
Использование предлагаемого спо- оба изготовления пористых изделий из металлической проволоки позволит значительно упростить технологический «г процесс производства заготовок изделий из пористого материала, полностью исключить ручной труд на стадии из

Изобретение относится к способам изготовления изделий из проволочного пористого материала типа метал- лорезины (МР) и позволяет повысить производительность и качество изделийо Изобретение осуществляют, получая заготовки пористых изделий из металлической проволоки путем формооб- рдзования их из лент, выполненных из единого отрезка проволоки Заданной длины методом кулйрного (поперечного) вязания на трикотажной поперечно-вязальной машине, и осуществляя последующее формообразование заготовки известными методами, как правило путем наматывания лент на оправку, последующую укладку заготовки в пресс-форму, соответствующую по форме и размерам готовому изделию, и ее спрессовывание. 4 ил.
При работе трикотажной машины пластина Ю пересекает при каждом ходе каретки 2 световой луч фотодатчика 5, а электрические нмпульсы от него поступают в счетчик 12 импульсов. Задакщее устройство (устройство сравнения) 13 сравнивает количество полученньк счетчиком импульсов с заданным и их равенстве подает с:игнап В аппаратуру 9 управления электродвигателем на отключение последнего. После этого готовая лента снимается и цикл повторяется.
Размер В ленты (фиг,2) устанавливается количеством работающих игл на трикотажной машине, а толщина ее t, примерно равная 10.,«15 диаметрам проволоки, обеспечивается настройкой машины. Длина 1 ленты не регламентируется,
Дпя окончательного формообразования заготовки лента .складывается вдвое (фиг.3), а затем наматьшается на оправку (фиг.4), после чего окон
окончательного формообразования за- roTOBOKj и повысить производительность труда на этой операции в 5-6 раз, а также улучшить качество изделий за счет более равномерного распре- дапения проволоки в заготовке.
Формула изобретения
Способ изготовления пористых изделий из металлической проволоки, включающий получение ленты из пере- ллетеной проволоки предварительное формообразование заготовки и ее последующее спрессовывание в пресс-фор
ме, отличающийся тем, что, с целью повышения производительности труда и качества изделий, ленту, ис- пользуемую, для предварительного формообразования заготовки, выполняют из единого отрезка проволоки заданной длины методом кулирного (поперечного) вязания.
gfu9.2
фи
ass
| Авторское свидетельство СССР № 1091421, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| . | |||
| ,(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | |||
