Изобретение относится к неразрушающему контролю и может быть использовано при ультразвуковом контроле качества монокристаллов по состоянию структуры, особенно монокристаллов, в которых необходимо выявить наличие объемных дефектов, таких как частицы другой фазы, включения, пустоты.
Целью изобретения является повышение надежности контроля структуры материала за счет выявления объемных дефектов структуры.
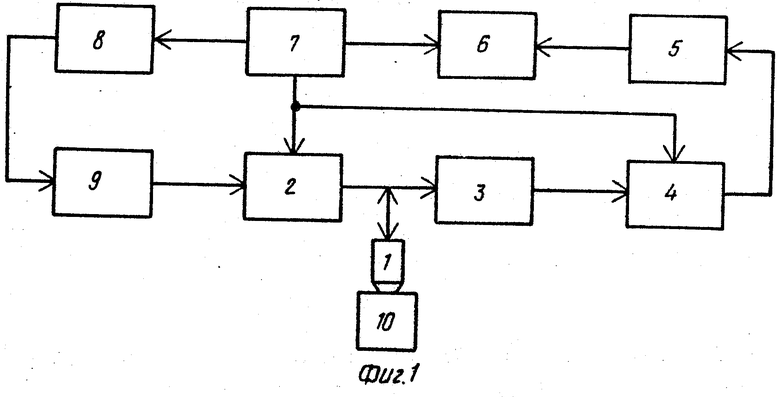
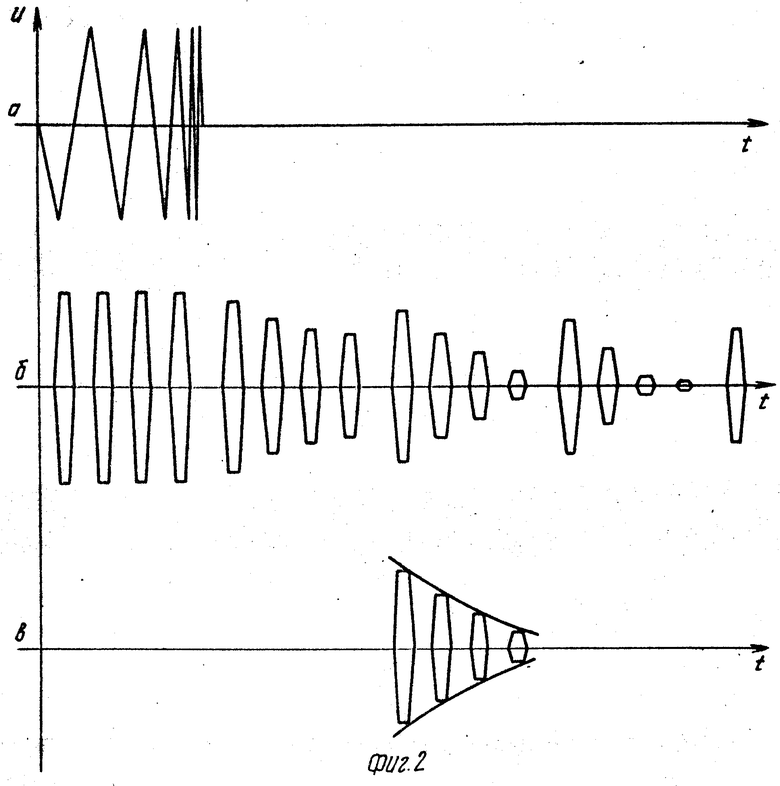
На фиг. 1 представлена структурная схема устройства для реализации ультразвукового контроля качества изделий; на фиг.2 временные диаграммы напряжений.
Устройство для ультразвукового контроля качества изделий включает резонансный ультразвуковой преобразователь 1, генератор 2 импульсов, усилитель 3, временной селектор 4, формирователь 5 огибающей, осциллограф 6, синхронизатор 7, блок 8 модулирующего напряжения и частотный модулятор 9 (фиг.1).
Резонансный ультразвуковой преобразователь 1 соединен с выходом генератора 2 импульсов и с входом усилителя 3, выход усилителя 3 подключен к входу временного селектора 4, выход которого в свою очередь соединен с входом формирователя 5 огибающей, а выход формирователя 5 огибающей подключен к первому входу осциллографа 6, к второму входу осциллографа 6 подключен первый выход синхронизатора 7, второй выход синхронизатора 7 соединен с первым входом генератора 2 импульсов и вторым входом временного селектора 4, третий выход синхронизатора 7 соединен с входом блока 8 модулирующего напряжения, выход которого подключен к входу частотного модулятора 9, выход частотного модулятора 9 соединен с вторым входом генератора 2 импульсов. Резонансный ультразвуковой преобразователь 1 акустически соединен с контролируемым изделием 10.
Способ ультразвукового контроля качества изделий осуществляется следующим образом.
На контролируемое изделие 10 устанавливают резонансный ультразвуковой преобразователь 1. Импульсы ультразвуковых колебаний излучают с помощью резонансного ультразвукового преобразователя 1. Частоту заполнения в пределах каждого электрического импульса возбуждения резонансного ультразвукового преобразователя 1, вырабатываемого генератором 2 импульсов, периодически изменяют в диапазоне частот, включающем основную резонансную частоту резонансного ультразвукового преобразователя 1 и ее нечетные гармоники (в данном случае три).
На фиг.2,а изображен высокочастотный электрический радиоимпульс, которым возбуждается резонансный ультразвуковой преобразователь 1 и в пределах которого частоту заполнения изменяют в диапазоне частот, включающем основную резонансную частоту резонансного ультразвукового преобразователя 1 и три ее нечетные гармоники. При возбуждении резонансного ультразвукового преобразователя 1 таким импульсом в контролируемом изделии 10 возникнут и будут распространяться четыре ультразвуковых импульса.
На фиг.2,б первые четыре импульса соответствуют огибающим импульсов ультразвуковых колебаний, излученных резонансным ультразвуковым преобразователем 1 в контролируемое изделие 10, при возбуждении резонансного ультразвукового преобразователя 1 на основной резонансной частоте, ее третьей, пятой и седьмой гармониках. Импульсы ультразвуковых колебаний с различной частотой заполнения распространяются в контролируемом изделии 10 независимо друг от друга, многократно отражаясь от его противоположных граней. Принимают резонансным ультразвуковым преобразователем 1 серию эхо-импульсов, отраженных от противоположной поверхности контролируемого изделия 10, которую после усиления в усилителе 3 можно наблюдать на экране осциллографа 6. На фиг.2,б, начиная с пятого импульса, изображены принятые эхо-импульсы. Из принятых эхо-импульсов выделяют серию импульсов с одинаковым номером отражения с помощью временного селектора 4 и формируют огибающую выделенной серии в формирователе 5 огибающей.
На фиг. 2,в изображена серия импульсов с одинаковым номером отражения и огибающая выделенной серии.
Синхронизатор 7 обеспечивает согласованный между собой запуск генератора 2 импульсов, генератора развертки осциллографа 6, временного селектора 4 и блока 8 модулирующего напряжения. Блок 8 модулирующего напряжения вырабатывает соответствующее напряжение, например линейно изменяющееся, которое подается на частотный модулятор 9, с помощью которого периодически изменяют частоту заполнения в пределах каждого электрического импульса возбуждения резонансного ультразвукового преобразователя 1 и диапазон частот, включающий основную резонансную частоту преобразователя 1 и ее нечетные гармоники. Частотный модулятор 9 при подаче на него модулирующего напряжения с блока 8 модулирующего напряжения непосредственно изменяет частоту генератора 2 импульсов.
Ультразвуковым сигналом сканируют по объему контролируемого изделия 10 путем перемещения резонансного ультразвукового преобразователя 1 по одной из его плоскопараллельных граней.
Резонансный ультразвуковой преобразователь 1 при сканировании контролируемого изделия 10 в процессе излучения и приема вращают вокруг собственной оси и по параметрам принятых импульсов форме и характеру изменения огибающей выделенной серии при вращении резонансного ультразвукового преобразователя 1 вокруг собственной оси и сканировании ультразвуковым сигналом по объему контролируемого изделия 10 судят о наличии дефекта структуры материала контролируемого изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ДЕФЕКТНОСТИ СТРУКТУРЫ МАТЕРИАЛА ИЗДЕЛИЙ | 1987 |
|
SU1454075A1 |
| Устройство для измерения частотной зависимости коэффициента затухания ультразвуковых волн | 1986 |
|
SU1392387A1 |
| Способ измерения параметров затухания ультразвука | 1989 |
|
SU1668937A2 |
| Способ измерения параметров затухания ультразвука | 1985 |
|
SU1295320A1 |
| Способ измерения коэффициента затухания ультразвука | 1983 |
|
SU1201747A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ | 1986 |
|
SU1396764A1 |
| Способ измерения частотной зависимости коэффициента затухания ультразвуковых волн | 1987 |
|
SU1458801A1 |
| Способ ультразвукового контроля качества изделий | 1985 |
|
SU1295326A1 |
| Способ ультразвукового контроля качества оптически прозрачных монокристаллических слитков | 1988 |
|
SU1640628A1 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ КОНТРОЛЯ СТРУКТУРЫ МАТЕРИАЛА ИЗДЕЛИЙ | 1971 |
|
SU305404A1 |
Изобретение относится к неразрушающему контролю и может быть использовано при ультразвуковом контроле качества монокристаллов по состоянию структуры, особенно монокристаллов, в которых необходимо выявить наличие объемных дефектов, таких как частицы другой фазы, включения, пустоты. Целью изобретения является повышение надежности контроля структуры материала за счет выявления объемных дефектов структуры. Способ ультразвукового контроля качества изделий заключается в том, что на контролируемое издание устанавливают ультразвуковой преобразователь, излучают импульсы ультразвуковых колебаний, принимают серию эхо - импульсов, отраженных от противоположной поверхности изделия, сканируют ультразвуковым сигналом по объему контролируемого изделия. При сканировании изделия ультразвуковой преобразователь в процессе излучения и приема вращают вокруг собственной оси, по параметрам принятых импульсов определяют наличие дефекта, импульсы ультразвуковых колебаний излучают с помощью резонансных преобразователей, периодически изменяют частоту заполнения в пределах каждого электрического импульса возбуждения ультразвукового резонансного преобразователя в диапазоне частот, включающем основную резонансную частоту преобразователя и ее нечетные гармоники, выделяют из приятных эхо - импульсов серию импульсов с одинаковым номером отражения, формируют огибающую выделенной серии и по ее форме и характеру изменения при вращении ультразвукового преобразователя вокруг собственной оси и сканировании ультразвуковым сигналом по объему контролируемого изделия судят о наличии дефекта структуры материала контролируемого изделия. 2 ил.
СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ, заключающийся в том, что на контролируемое изделие устанавливают ультразвуковой преобразователь, возбуждают этим преобразователем при подаче на него электрического импульса в изделии импульсы ультразвуковых колебаний на его резонансной частоте, перемещают преобразователь по поверхности изделия, вращают его вокруг своей оси, принимают эхо импульсы, отраженные от противоположной поверхности изделия, и по их параметрам определяют дефектность изделия, отличающийся тем, что, с целью повышения надежности контроля, одновременно возбуждают серию импульсов на резонансной частоте и нечетных гармониках ультразвукового преобразователя путем изменения частоты заполнения электрического импульса, принимают серию эхо импульсов, прошедших в изделии одинаковые расстояния, а дефектность контролируемого изделия определяют по параметрам огибающей серии принятых эхо импульсов.
| Способ ультразвукового контроля качества изделий | 1985 |
|
SU1295326A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
