LI
8
ьэ
со
1C
ел
г Изобретение относится к ультразву- ковой дефектоскопии и может быть использовано при разработке автоматизированных ультразвуковых дефектоско- пов для контроля качества сварных соединений.
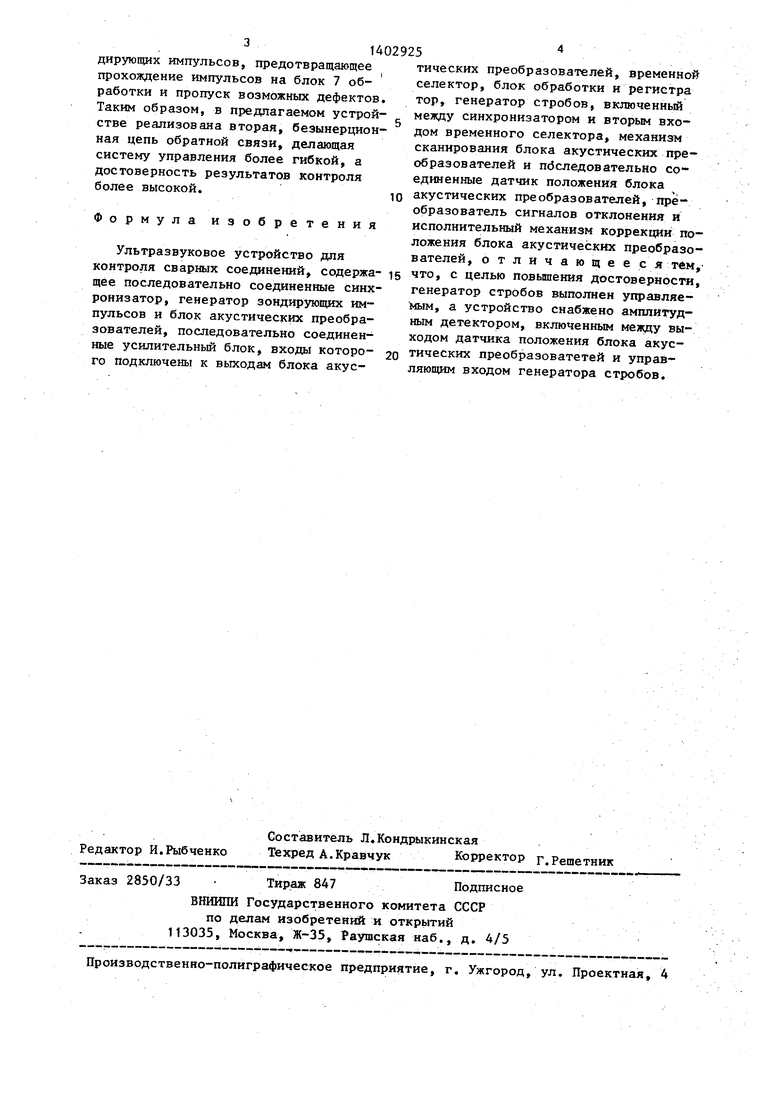
Целью изобретения является повышение достоверности результатов ультра- ; звукового контроля за счет повышения точности стробирования сигналов. i На чертеже изображена блок-схема I ультразвукового устройства для конт- роля качества сварных соединений, t Ультразвуковое устройство содержит I последовательно соединенные синхро- |низатор 1, генератор 2 зондирующих импульсов, блок 3 акустических преоб- разователей, размещенный на механиз- |ме сканирования (не показан), усили- :тельньй блок 4, временной селектор 5, управляемый генератором 6 стробов, .запускаемым синхронизатором 1, блок :7 обработки сигналов и регистратор 8, Га также датчик 9 положения блока 3 ;акустических преобразователей относи- :тельно шва, преобразователь 10 сигна- лов отклонения и исполнительный меха- низм 11 коррекции положения, образую- |щие следующую систему. Выход датчика 9 положения соединен с амплитз Дным |детектором 12, который, в свою оче- :редь, соединен с генератором 6 стро- |бов.
Устройство работает следующим об- |разом.
Синхронизатор 1, определяя ритм работы всего устройства, выдает по- Ьледовательность импульсов с периодом Повторения Tj,. Эти импульсы постуна- |от на генератор 2 зонд: рующих импульсов, который возбуждает акустические 1реобразователи в блоке 3 акустических преобразователей, излучающие в сонтролйруемое изделие ультразвуко- Ьые импульсы. Отраженные несплошнос- |гямн и усилением шва ультразвуковые импульсы возвращаются на блок 3 акустических п реобразователей и с них поступают на усилительный блок 4. Все усиленные отраженные сигналы с выхода усилительного блока 4 поступают йа вход временного селектора 5, на второй вход которого подаются импуль- «ал, задержанные на необходимую величину времени с помощью генератора 6 .(jTpo6oB, запускаемого синхронизатором 1. Управляемый генератор 6 ртро- боВ может быть вьшолнен на ждущем
мультивибраторе. Номинальное время задержки стробов относительно импульсов синхронизации, а значит, и зондирующих импульсов устанавливается равным времени прохождения ультразвуковых импульсов от акустического преобразователя до начала зоны контроля, длительность строба определяется временем прохождения зоны контроля, т.е. конец строба соответствует концу зоны контроля. Установка времени задержки строба и его длительности производится при настройке дефектоскопа. При правильной настройке импульсы, отраженные усилением шва, оказываются за пределами стробов. Таким образом, на вход блока 7 обработки сигналов и далее на регистратор 8 поступают только сигналы, отраженные от неоднородностей, находящихся в зоне контроля. В процессе контроля механизм сканирования перемещается вдоль контролируемого сварного шва, при этом датчик 9 положения блока акустических преобразователей относительно сварного шва выдает сигналы, пропорциональные отклонению положения преобразователей относительно шва от заданного в каждый момент времени. Преобразователь 10 сигналов отклонения вырабатывает управляющие напряжения, поступающие на исполнительньй механизм 11 коррекции положения блока 3 акустических преобразователей, который изменяет свое положение относительно шва, приближаясь к заданному. При этом быстрые изменения положения преобразователей относительно шва, вызванные локальными изменениями геометрии шва, и небольшие отклонения в пределах точности работы системы слежения приводят к появлению на выходе датчика 9 положения сигналов, на которые система слежения не реагирует. Эти сигналы, как и сигналы, по которым работает следящая система, поступают на амплитудный детектор 12, который вырабатывает сигналы, корректирующие положение стробов таким образом, что при любых отклонениях блока 3 акустических преобразователей от заданного положения относительно сварного шва, вызывающих изменение времени прихода отраженных в зоне контроля и от усиления шва сигналов, происходит такое же изменение временного положения стробов относительно зондирующих импульсов, предотвращающее прохождение импульсов на блок 7 обработки и пропуск возможных дефектов. Таким образом, в предлагаемом устройстве реализована вторая, безынерционная цепь обратной связи, делающая систему управления более гибкой, а достоверность результатов контроля более высокой.
Формула изобретения Ультразвуковое устройство для
тических преобразователей, временной селектор, блок обработки и регистра тор, генератор стробов, включенный между синхронизатором и вторым входом временного селектора, механизм сканирования блока акустических преобразователей и пбследовательно соединенные датчик положения блока акустических преобразователей, преобразователь сигналов отклонения и исполнительный механизм коррекции положения блока акустических преобразователей, отличающее с я тем,
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой дефектоскоп | 1987 |
|
SU1499223A2 |
| Ультразвуковой дефектоскоп | 1983 |
|
SU1087884A1 |
| Ультразвуковой дефектоскоп для контроля сварных швов | 1986 |
|
SU1388786A1 |
| Ультразвуковой дефектоскоп | 1987 |
|
SU1516961A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ И УСТРОЙСТВО ЕГО РЕАЛИЗУЮЩЕЕ | 1996 |
|
RU2131123C1 |
| Ультразвуковой дефектоскоп | 1990 |
|
SU1744636A1 |
| Ультразвуковой дефектоскоп | 1983 |
|
SU1087883A1 |
| Ультразвуковой эхо-импульсный дефектоскоп | 1981 |
|
SU974259A1 |
| Ультразвуковой дефектоскоп | 1989 |
|
SU1670585A1 |
| Зеркально-теневой ультразвуковой дефектоскоп | 1990 |
|
SU1744638A1 |
Изобретение относится к области ультразвуковой дефектоскопии и может быть использовано при разработке автоматизированных дефектоскопов для контроля сварных соединений. Цель изобретения - повышение достоверности контроля за счет повьппения точности, строб иро в ания сигналов. При сканировании блоком 3 акустических преобразователей сварного шва выявляются и регистрируются дефекты. На отклонения положения блока 3 акустических преобразователей от сварного шва реагирует электромеханическая система регулирования, состоя0 ая из последовательно соединенных датчика 9 положения блока 3 акустических преобразователей, преобразователя 10 сигналов отклонения и исполнительного механизма 11 коррекции положения блока 3 акустических преобразователей. Амплитудный детектор 12, вход которого связан с выходом датчика 9 положения, и управляемый генератор 6 стробов, управляющим входом соединенный с выходом амплитудного детектора 12, образуют безынерционную электронную следящую систему. 1 ил. е (Л
контроля сварных соединений, содержа- 15 что, с целью повышения достоверности, щее последовательно соединенные синх- генератор стробов выполнен управляе- ронизатор, генератор зондирующих импульсов и блок акустических преобразователей, последовательно соединен20
ные усилительный блок, входы которого подключены к выходам блока акус№1М, а устройство снабжено амплитудным детектором, включенным мезкду выходом датчика положения блока акустических преобразоватетей и управляющим входом генератора стробов.
что, с целью повышения достоверности, генератор стробов выполнен управляе-
№1М, а устройство снабжено амплитудным детектором, включенным мезкду выходом датчика положения блока акустических преобразоватетей и управляющим входом генератора стробов.
| Дефектоскопия, 1981, № 3, с | |||
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
