Изобретение относится к области ультразвуковой (УЗ) дефектоскопии эхо-импульсным методом с применением призматических УЗ преобразователей, в частности к способам и устройствам определения местоположения дефектов в контролируемом сечении сварного шва или в заданном сечении стенки контролируемого объекта по изображению на экране дефектоскопа УЗ эхо-сигналов в этом сечении.
Заявляемые способ и устройство, его реализующее, могут быть применены в различных отраслях промышленности при ручном контроле изделий с плоскопараллельными и концентрическими поверхностями, в частности сварных швов листов, плит, труб, стенок корпусов сосудов и аппаратов, когда не могут быть использованы механизированные или автоматические средства УЗ контроля.
Известны способы и устройства УЗ дефектоскопии, сочетающие в себе развертки типа A и B (см. Д.С. Шрайбер. Ультразвуковая дефектоскопия. М.: Металлургия, 1965 г. , стр. 211 и Авт.свидетельство N 178561), позволяющие получать более полную информацию о дефектах, чем каждый из указанных типов развертки, реализуемый в отдельности.
Ближайшим опубликованным аналогом- прототипом предлагаемого изобретения по технической сущности и достигаемому результату можно принять способ УЗ дефектоскопии и устройство, его реализующее, описанные в авторском свидетельстве N 300823.
Изложенный в предлагаемом прототипе способ УЗ дефектоскопии сочетает в себе развертку типа B, отображающую сечение контролируемого изделия синхронно с перемещением УЗ преобразователя по поверхности этого изделия, и развертку типа A для амплитудной индикации эхо-игналов от донной поверхности изделия.
Недостатком данного способа индикации эхо-сигналов является сложность для оператора в определении точного местоположения дефектов, особенно при контроле сварных швов призматическими УЗ преобразователями.
Целью предлагаемого изобретения является исключение субъективизма и повышение точности, наглядности и достоверности в определении местоположения дефектов в контролируемом сечении изделия, в итоге, повышение технологичности определения местоположения дефектов в изделии при УЗ контроле.
Эта цель достигается благодаря тому, что при периодическом наклонном излучении в контролируемое изделие зондирующих УЗ импульсов, приеме эхо-сигналов и регистрации их на экране индикатора с разверткой типа А, наносят на экран изображение зоны контролируемого сечения изделия и в кратный период излучения зондирующих импульсов формируют на экране траекторию распространения зондирующих импульсов в контролируемом сечении в масштабе с разверткой типа А и изображенным на экране сечением изделия и дополнительно в период изображения на экране траектории распространения зондирующих импульсов в сечении изделия селектируют эхо-сигналы от дефектов, формируют из них импульсы подсветки заданной амплитуды и подают на индикатор для яркостной индикации дефектов на траектории распространения зондирующих УЗ импульсов.
В результате на экране индикатора наглядно и независимо от оператора автоматически и точно видно, где находится дефект в сечении изделия и на каком участке траектории УЗ луча он обнаруживается. При этом оператору не нужно проводить дополнительные операции по определению положения дефекта в сечении изделия.
Известна (см. Приборы для неразрушающего контроля материалов и изделий. /Под ред. В. В. Клюева, М.: Машиностроение, т. 2. 1976, с. 202, рис. 47в) яркостная индикация дефектов (развертка типа В) на экране электронно-лучевого индикатора. Однако в сочетании с изображением траектории распространения УЗ импульсов в контролируемом сечении этот признак является новым, в литературе не описан, что позволяет предположить, что заявляемое техническое решение соответствует критерию "существенные отличия".
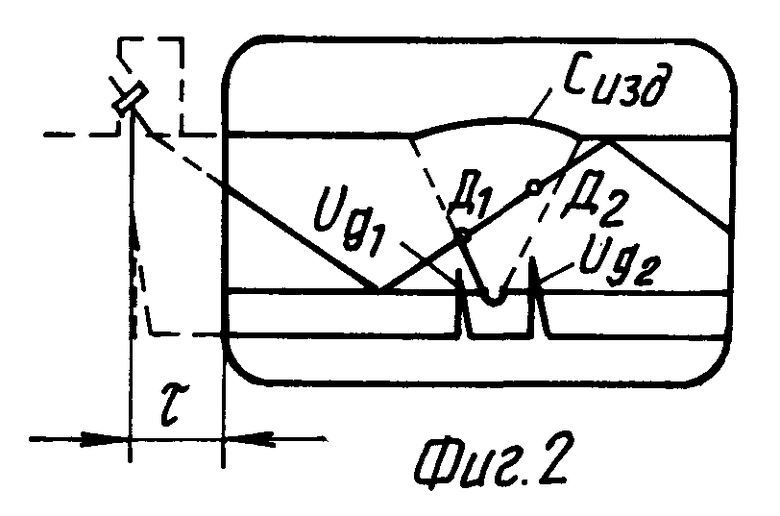
На фиг. 1 представлены временные диаграммы напряжений, подаваемых на индикатор дефектоскопа - электронно-лучевую трубку, а на фиг. 2 показана наблюдаемая оператором картина на экране индикатора дефектоскопа. Принцип действия способа следующий.
На экран индикатора наносят изображение контролируемого сечения изделия. В каждый период Тп излучения и приема УЗ сигналов (фиг. 1a) напряжение горизонтальной развертки типа A (фиг. 1e) задерживают на время t, соответствующее времени прохождения УЗ зондирующего импульса от преобразователя до левой грани изображенного сечения изделия Сизд (фиг. 2). В кратные периоды повторения Тп на индикатор подает напряжение Uтр (фиг. 1г), формирующее на его экране траекторию распространения зондирующих импульсов в контролируемом сечении изделия. Принятые эхо-сигналы селектируют таким образом, чтобы в один период Тп (например, нечетный на фиг. 1) эхо-сигналы Uэхо (фиг. 1б) подавались на индикатор для изображения по способу развертки типа А, а в другой период Тп (четный на фиг. 1), в который на экране индикатора изображают траекторию распространения зондирующих импульсов в контролируемом сечении, из эхо-сигналов U'эхо (фиг. 1в) формируют импульсы подсветки Uп (фиг. 1г), управляющие яркостью луча индикатора для яркостной индикации дефектов в сечении изделия на траектории распространения зондирующих импульсов. В результате на экране индикатора наблюдаем картину, представленную на фиг. 2, где видим изображение зоны (участка) контролируемого сечения изделия Cизд, участок развертки типа А в пределах этой зоны с амплитудной индикацией дефектов UД1 и UД2, траекторию распространения зондирующих импульсов в пределах этой же зоны и яркостную индикацию на траектории распространения УЗ импульсов фактического местоположения имеющихся в данной зоне сечения изделия дефектов Д1 и Д2. Оператору нет необходимости самому определять местоположение дефектов в изделии. В результате исключается субъективизм, повышается точность, оперативность и наглядность определения места нахождения дефекта в контролируемом сечении изделия, т.е. улучшается технологичность контроля.
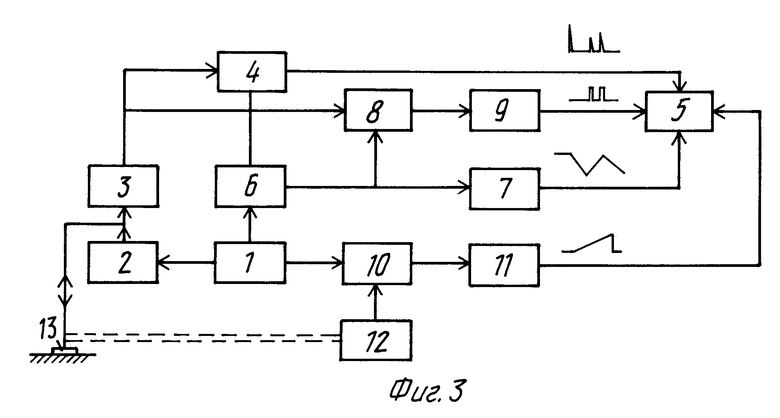
Предлагаемый способ может быть реализован с помощью устройства, представленного на фиг. 3.
Устройство, описанное в качестве прототипа (Авт. свид. N 300823), содержит синхронизатор, подключенный к одному его выходу генератор зондирующих импульсов, приемно-усилительный блок эхо-сигналов, причем выход генератора и вход приемно-усилительного блока соединены с УЗ преобразователем, блок горизонтальной развертки, два блока селекции эхо-сигналов, которые оба своими первыми входами подключены к выходу приемно-усилительного блока, блок формирования импульсов подсветки и электронно-лучевой индикатор.
Отличительными признаками заявляемого устройства от прототипа является то, что на экран индикатора наносится изображение участка контролируемого сечения изделия, синхронизатор соединен с коммутатором и последовательно с блоком напряжения, имитирующего траекторию распространения УЗ зондирующих импульсов в контролируемом сечении изделия, к другому выходу синхронизатора подключен блок переменной задержки запуска блока горизонтальной развертки, управляемый датчиком перемещения УЗ преобразователя по поверхности контролируемого изделия, а блоки селекции эхо-сигналов своими вторыми (управляющими) входами подключены к соответствующим выходам коммутатора, вырабатывающим строб-импульсы селекции, сдвинутые друг относительно друга на один (или кратный нечетный) период тактовых импульсов синхронизатора, причем блок селекции, подключенный своим выходом к блоку формирования импульсов подсветки, вторым (управляющим) своим входом подключен к тому же выходу коммутатора, к которому подключен блок формирования напряжения, создающего на экране индикатора траекторию распространения зондирующих импульсов в контролируемом сечении изделия.
По мнению авторов в изложенном выше сочетании функциональных связей указанные выше признаки являются новыми, в литературе не описаны, что позволяет предположить, что заявляемое техническое решение соответствует критерию "существенные отличия".
На фиг. 3 представлена блок-схема дефектоскопа с функциональными связями между блоками.
Дефектоскоп содержит последовательно соединенные синхронизатор 1, генератор зондирующих импульсов 2, приемно-усилительный блок 3, блок 4 селекции эхо-сигналов и индикатор 5 с нанесенным на экран изображением контролируемого сечения изделия, коммутатор 6, одним выходом подключенный к блоку селекции эхо-сигналов 4, а вторым выходом подключенный к блоку пилообразного напряжения 7, имитирующему траекторию распространения зондирующих импульсов в контролируемом сечении изделия, и к блоку селекции эхо-сигналов 8, который последовательно через блок формирования импульсов подсветки 9 соединен со вторым входом индикатора 5, к третьему входу которого подключен выход блока пилообразного напряжения 7. Синхронизатор 1 подключен также к последовательно соединенным блоку переменной задержки 10 и блоку напряжения горизонтальной развертки 11, своим выходом подключенному к четвертому входу индикатора 5. Ко второму входу блока переменной задержки 10 подключен датчик перемещения 12 ультразвукового преобразователя 13, который подключен к выходу генератора зондирующих импульсов 2 и входу приемно-усилительного блока 3.
Дефектоскоп работает следующим образом.
Синхронизатор 1 вырабатывает равномерную (с периодом Тп) последовательность тактовых импульсов, которые координируют цикличную работу всех блоков дефектоскопа. Каждым импульсом синхронизатора 1 запускается генератор зондирующих импульсов 2, вырабатывающий электрические импульсы, которые преобразователем 13 преобразуются в ультразвуковые и вводятся в контролируемое изделие. Отраженные от дефектов эхо-сигналы преобразуются преобразователем 13 в электрические и после усиления и детектирования в приемно-усилительном блоке 3 (фиг. 1a) поступают на входы блоков селекции 4 и 8.
Одновременно с запуском генератора зондирующих импульсов 2, синхронизатор 1 запускает коммутатор 6 (например, триггер), который вырабатывает череспериодные прямоугольные строб-импульсы селекции, которые на выходах коммутатора 6 сдвинуты по времени относительно друг друга на один период Тп. Эти строб-импульсы подают соответственно на блоки селекции 4 и 8, представляющие собой схемы совпадения. С выхода блока селекции 4 выделенные эхо-сигналы (Uэхо фиг. 1б) поступают на индикатор 5 (на вертикально-отклоняющую систему злектронно-лучевой трубки) для создания амплитудно-временной индикации эхо-сигналов на развертке типа А. С выхода блока селекции 8 выделенные эхо-сигналы (U'эхо фиг. 1в), сдвинутые по времени относительно Uэхо на один период поступают на блок формирования импульсов подсветки 9, с выхода которого прямоугольные импульсы постоянной амплитуды (Uпод фиг. 1г) подаются на индикатор 5 (на электрод, управляющий яркостью его луча) для яркостной индикации на экране сигналов дефектов. Строб-импульс коммутатора 6, управляющий блоком селекции 8, запускает также блок пилообразного напряжения 7, который вырабатывает напряжение (Uтр фиг. 1д), формирующее на экране индикатора 5 изображение траектории распространения зондирующих УЗ импульсов в контролируемом сечении изделия. Это напряжение подается на индикатор 5 (на его вертикально-отклоняющую систему), от каждого тактового импульса синхронизатора 1 с задержкой (t фиг. 1e), задаваемой блоком переменной задержки 10, запускается блок горизонтальной развертки 11, который вырабатывает линейно-нарастающее напряжение горизонтальной развертки (Uгр фиг. 1е) индикатора 5. Величиной задержки t запуска блока горизонтальной развертки 11 управляет датчик перемещения 12, связанный с преобразователем 13, вырабатывая напряжение, пропорциональное расстоянию от преобразователя 13 до изображенной на экране индикатора 5 зоны контролируемого сечения изделия (t фиг. 2).
В результате на экране индикатора 5 оператор видит (фиг. 2) в одном масштабе заранее выбранный для контроля участок сечения изделия, траекторию прохождения в этом сечении УЗ зондирующих импульсов, амплитуды и положение во времени эхо-сигналов от дефектов на развертке типа А и яркостную индикацию точного местоположения дефектов в контролируемом сечении на траектории распространения зондирующих импульсов. Оператору облегчается задача определения положения дефекта, соответственно, оценки результатов контроля и, в итоге, повышается производительность, точность, достоверность и технологичность контроля.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОП | 1971 |
|
SU300823A1 |
| Способ ультразвукового контроля локальных участков рельсов | 2023 |
|
RU2823665C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2149393C1 |
| Способ ультразвукового контроля подошвы рельсов | 2016 |
|
RU2645818C1 |
| Способ ультразвукового контроля изделий | 2016 |
|
RU2622459C1 |
| СПОСОБ ИМИТАЦИИ ДЕФЕКТОВ ПРИ УЛЬТРАЗВУКОВОМ КОНТРОЛЕ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2278377C2 |
| СПОСОБ ПРОВЕРКИ РАБОТОСПОСОБНОСТИ УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА | 2004 |
|
RU2262101C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ С ЭКВИДИСТАНТНЫМИ ПОВЕРХНОСТЯМИ | 2020 |
|
RU2725705C1 |
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ РАБОТОСПОСОБНОСТИ УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА | 1994 |
|
RU2104519C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ОБНАРУЖЕНИЯ МИКРОТРЕЩИН НА ПОВЕРХНОСТИ КАТАНИЯ ГОЛОВКИ РЕЛЬСА | 2017 |
|
RU2652511C1 |
Изобретение относится к способам и устройствам УЗ дефектоскопии эхо-импульсным методом при ручном контроле. Повышение технологичности определения местоположения дефектов в изделии при УЗ контроле достигается за счет того, что в изделие наклонно излучают УЗ импульсы, принимают эхо-сигналы и регистрируют их на индикаторе с разверткой типа А, на экран которого нанесено изображение сечения изделия, и в масштабе с ним и разверткой типа А на индикатор в кратные периоды излучения подают напряжение, изображающее траекторию распространения в сечении зондирующих импульсов. Развертку индикатора задерживают на время, пропорциональное расстоянию от УЗ-преобразователя до изображенной на экране зоны сечения изделия. В периоды изображения на экране траектории распространения зондирующих импульсов селектируют эхо-сигналы, формируют из них импульсы подсветки и подают на индикатор. Устройство, реализующее способ, содержит синхронизатор, генератор зондирующих импульсов, приемно-усилительный блок, индикатор с нанесенным на экран изображением сечения изделия, коммутатор, блок напряжения, формирующего траекторию распространения УЗ зондирующих импульсов в сечении изделия, блок импульсов подсветки луча индикатора, блок переменной задержки запуска блока горизонтальной развертки, датчик перемещения УЗ преобразователя, два блока селекции эхо-сигналов. 2 с.п.ф-лы, 3 ил.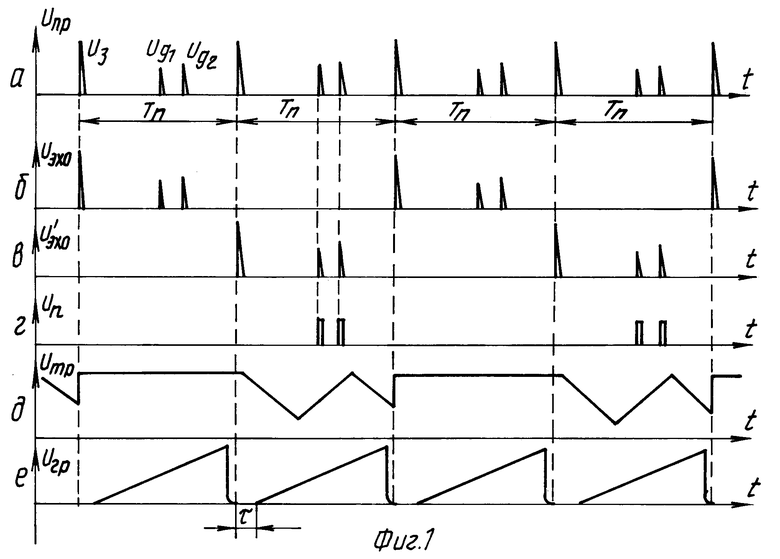
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОП | 0 |
|
SU300823A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ультразвуковой дефектоскоп | 1988 |
|
SU1594414A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Ультразвуковой дефектоскоп | 1975 |
|
SU563624A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| 1972 |
|
SU413420A1 | |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| GB 1225424 A, 17.03.71 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Машина для очистки изделий | 1985 |
|
SU1319942A1 |
