ЛУ 24
i illiCTHTVT
т. В.
I iaiiiiM
(21) i74 i;5:i/:ii-(j2
(22)04.01.87
(-Uii ЛО.Об.НН. Бюл. (71 I . l(4iiii(r)a.
;И;|1(1()рОСТ|)
(72) И. . V. Павликов,
С. Ф. Яковлев и , 1. С
() ti2i.74().:i(()8H.«)
(,)fi) llai-eiiT США .ь 40I9562,
K.-1. В 22 1) 37/00. 1974.
(54) N CTPOnCTBO УПРАВЛЕНИЯ
i OCTblO РАЗЛИВКИ .МЕТАЛЛА
(57) И;ид )|) ()1Л Оснтся к области правлсчшя разливко п.ч ковша в ли геГ|ныс
(|)()|5.и. luMb и.юбретеипя -- иовышснпе точliofTii ло:-; 1р(;ваи11Я i экономия лигирующнх
лоПаг.ок :ia счет iiOBi,iiiieiiUM TOMHOCTII пз.меремпя cKOpocTii раз.швки мстал.та. Существо изобретения .заключается в том, что в процессе :ол |)ема . ;ета,1.та в литейной форме 1о ,1яется скорость подъема металла е но- мощыо стройства, состоящего из высоко- час.готио1Ч) об, 1учг1теля 14. блока 8 измерения pe:u)HaiicHOH часюты, .силителя 9. комиара- топа И). reifepaTOjKi И -.астоты отсчетов, ejiop- мировате. 1Я 12, ilepecтpaивae югo высоко- частоть:ого reHCjiaTopa 13, б. юка 16 пересчета об ь-ема. В зависимости от ве. шчины сиг- па,la на вы.ходе б.юка 16 б/юк 7 функциона.ть- ньгх а.п орптмов изменяет подачу мета,т, 1а из KOBnia I с 1омоп1ью вентильного механиз.ма 2 и юдачу легирующих нриса- .чок с помощью э.чектропривода 5 дозатора. 3 ил.
&
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разливки металла в литейные формы | 1987 |
|
SU1604498A1 |
| Цифровое устройство формирования переходных режимов в вентильном электроприводе машины непрерывного литья | 1988 |
|
SU1595624A1 |
| Цифровое устройство для управления машиной непрерывного литья заготовок | 1989 |
|
SU1632621A1 |
| Устройство для измерения параметров резонансных контуров | 1982 |
|
SU1071972A1 |
| Устройство для измерения параметров колебательных контуров | 1984 |
|
SU1265650A1 |
| Измеритель параметров диэлектрических сред и материалов | 1986 |
|
SU1383226A1 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки | 1988 |
|
SU1540877A1 |
| СИСТЕМА УПРАВЛЕНИЯ УРОВНЕМ МЕТАЛЛА В УСТАНОВКЕ ДЛЯ НЕПРЕРЫВНОЙ ИЛИ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ | 1995 |
|
RU2122920C1 |
| Устройство для автоматического измерения амплитудно-частотных характеристик | 1986 |
|
SU1379749A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ | 2012 |
|
RU2516036C1 |

--Pi
tel U
j ttr- о jL,
15
jy,:,zz.z..z.,
ел
со
Oi
I
I Изобретение относится к устройствам Для управления скоростью разливки метал- j)a из ковша в литейные формы и может 4ыть использовано при экономном легировании сплава путем подачи соответствующих Компонентов в струю расплавленного метал- 4а.
Цель изобретения - повышение точности дозирования и экономии легирующих доба- (ок за счет повышения точности измерения :корости разливки металла,
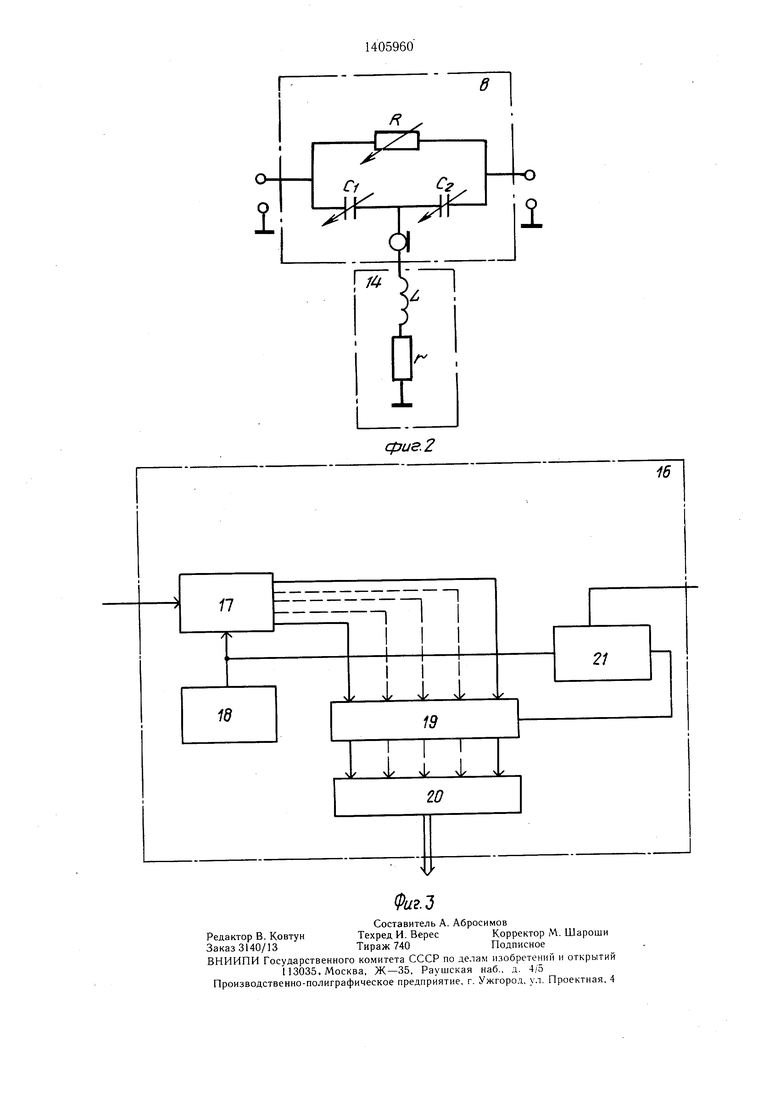
На фиг. 1 приведена блок-схема устрой- тва управления скоростью разливки метал- la; на фиг. 2 - блок измерения резонанс- юй частоты; на фиг. 3 - структура блока пе- )есчета объема.
Устройство содержит ковш 1 с расправленным металлом, выпускное отверстие оторого .снабжено вентильным механизмом 2. При этом управление вентиль- 1ЫМ механизмом 2 осуществляется гидро- триводом 3 затвора. Механизм 4 подачи пегирующих присадок подключен к электроприводу 5 дозатора. Входы индикатора 6 ско- зости разлива и блока 7 функциональных алгоритмов объединены. Первый и зторой выходы блока 7 функциональных ал- . оритмов подключены соответственно к входу управления электроприводом 5 дозатора и входу гидропривода 3 затвора. Выход блока 8 измерения резонансной частоты, состоящего из переменного сопротивления и двух емкостей, подключен через усилитель 9 к компаратору 10. Генератор 11 частоты отсчетов через формирователь 12 подключен к входу перестраиваемого высокочастотного генератора 13, выход которого подключен к облуча- |телю 14, эквивалентная схема которого пред- 1ставляет последовательно соединенные индук- |тивное и активное сопротивление, и входу блока 8 измерения резонансной частоты, при- ;чем диаграмма направленности облучателя 14 совмещена с внутренней полостью литейной формы 15. Первый и второй входы блока 16 пересчета объема подключены соответственно к выходу формирователя 12 и выходу компаратора 10.
Блок 16 пересчета объема включает аналого-цифровой преобразователь (АЦП) 17, генератор 18 тактовых импульсов, регистр 19 памяти, дешифратор 20 и схему 21 И. Структура измерительного моста дана на фиг. 2. В качестве соответствующих диагональных элементов могут быть использованы стандартные пассивные компоненты РЭА (резисторы, катушки индуктивности, переменные сопротивления и конденсаторы). Генератор 11 целесообразно исполнить на микросхемах (ОУ) в режиме масштабного усиления, например, серий К140, К153, К544 и т.п. Такой функциональный элемент как компаратор 10 следует реализовать на отечественных микросхемах - компараторах типа 521СА1, 2, 3. В качестве генератора 11 частоты отсчетов можно использовать как цифровые
10
0
5
-микросхемы, так и специализированные муль- тивибраторы серий К218, К219 и К174. Формирователь 12 по физическим свойствам выходного сигнала является генератором линейного напряжения. Таким образом, целесообразно использование ОУ с соответствующей е.мкостной обратной связью, например, серий К140, К153, К544. Структурная схема блока 16 пересчета дана на фиг. 3, которая включает в себя стандартные логические элементы микросхем, например, серии К155, К133, К176, К134. Перестраиваемый высокочастотный генератор 13 включает в себя активный полупроводниковый элемент и варикапы управления параметрами LC-кон- тура. В качестве мощного ВЧ транзистора
5 целесообразно использовать транзисторы типа КТ904, а варикапов управления - Д901, Д902 или подобные им по электрическим параметрам. Наиболее обоснованный выбор, соответствующий элементной базе устройства управления скоростью разливки металла при экономном легировании, возможен только на основе конкретных данных о входных параметрах управления, например гидроприводом затвора и электроприводом дозатора легирующих присадок, (управляющие сигналы в цифровой или аналоговой форме, разрядность или динамический диапазон напряжения, скорость обмена, постоянная времени запаздывания на реакцию механической системы и т.п.).
Устройство управления скоростью раз0 ливки металла работает следующим образом. В блок 7 функциональных алгоритмов вводится программа, соответствующая выбранному режиму плавки, т.е. отвечающая на вопросы о том, какое количество легирующих присадок должно быть подано в струю расплавленного металла, поступающего из ковша 1 в литниковую воронку, и сколько металла должно поступать в литейную форму 15 за единицу времени. Указанная информация численно формируется априорно исходя из конкретных выходных параметров механизма подачи легирующих присадок с управляемым электроприводом 5 и соответствующего вентильного механизма 2 с гидроприводом 3. Таким образом, в блоке 7 функциональных алгоритмов вводятся по каждому из двух управляющих выходов масштабные коэффициенгы KMI и Км2, в соответствии с которыми образуются управляющие напряжения
Uynpi Кч1 Uynp ( Уразл. ) ; Uynp2 K;i2 Uynp. (Уразл. ).
Программирование блока функциональных алгоритмов (задание коэффициентов Км| и Км2) необходимо проводить лишь при смене технологического процесса, например, при изменении марки стали. 55 Таким образом, в исходном состоянии управляющие напряжения Uynpi и Uynpj на выходах блока 7 функциональных алгоритмов обеспечивают начало разливки металла в
35
40
45
формы, с помощью облучателя 14 внутренняя полость литейной формы 15 облучается высокочастотными электромагнитными колебаниями. Причем частота этих колебаний изменяется во времени (t) в диапазоне
Д11 I |макс -liMHH ,
Анализ физических и геометрических свойств используемых литейных форм позволяет с большой достоверностью с точки зрения радиотехники представлять такие изделия как специфические объемные резонаторы. Литейная форма представляет собой конструкцию высокой строительной точности; наружная облицовка является металлической и дает незначительное затухание для электромагнитных волн метрового и дециметрового диапазонов; внутренняя поверхность футерована обезвоженными огнеупорными материалами, имеющими в силу этого низкие значения потерь; донная часть рассматриваемой литейной формы в процессе разливки образуется поверхностью расплава металла и характеризуется минимальными значениями неровности и затухания радиоволн на поверхности. Таким образом, достаточно поставить во взаимооднозначное соответствие объем внутренней полости V литейной формы и скорость его изменения Ua dv/dt с какой-либо частотой максимального электрического отклика такого резонатора, как можно реализовать измерение искомой скорости разлива металла Уразлив.. Зная площадь сечения S, литейной формы в зависимости от ее высоты h,, можно записать
V- V ,(h)dh.
Объем внутренней полости V литейной формы 15 связан со значением резонансной частоты fp/ через переходную функцию Fn (d, h), где d - обобщенный коэффициент формы внутренней полости литейной формы, h - высота (от «зеркала металла до верхнего среза) незаполненной части литейной формы. Таким образом, легко осуществим однозначный переход (как в общем виде, так и в виде ряда чисел) из области резонансных частот fp; h к количеству вливаемого в форму металла в единицу времени т. Указанный алгоритм обработки аппаратурно осуществляется следующим образом. Генератор 11 частоты отсчетов формирует на своем выходе последовательность прямоугольных импульсов со скважностью Q 2 и частотой Q которая связана с заданной точностью отсчета | и минимальной ожидаемой эквивалентной добротностью Qa, Т.е. минимально необходимое число отсчетов п скорости V,- на высоте h; равно
п
Jk
ho
С другой стороны, максимальное число отсчетов Птах -fe-- Следовательно, численное значение выбирается исходя из соотношения
Q
hogfo/
Формирователь 12 под действием выход- ной последовательности импульсов генератора частоты отсчетов создает на своем выходе линейно изменяющееся напряжение с периодом То 1/Q и диапазоном изменения uUevx ивых нахс -UewxK««, например, на основе использования интегрирующей цепи в соответствии с выражением
. L о
В состав перестраиваемого высокочастотного генератора 13 входит цепь управления частотой на управляемых емкостях (варикапах). Управляющее напряжение Увых формирователя 12 вызывает перестройку частоты генератора 13 при нормированной амплитуде колебаний. В результате входное сопротивление Хвх возбудителя 14 является уже функцией не только значений объема незаполненной части литейной формы 15, но и частоты
надводных ВЧ-колебаний. Таким образом, за период полного цикла Тп перестройки частоты ВЧ-генератор 13 величина Хвх один раз обязательно становится чисто активной величиной, т.е. наблюдается резонансный отклик. Численные значения максимального и
минимального значений выходной частоты ВЧ-генератора 13, а также диапазон перестройки определяются априорно исходя исключительно из геометрических размеров используемых литейных форм. Так, для литейной формы квадратного или прямоугольного сечения для работы на основной волне типа Ню размеры внутренней полости связаны с резонансной частотой отклика fo,- следующим соотношением:
-Г RO П- р г Кэ,
СоZo
L - Ь
Z.OZ
50
С СоЗо 7jr Сэ
где Rs, Ьэ, G - внутренние параметры резонатора;
степень связи (фор.ма, раз- 5мер и положение зонда).
Таким образом, в момент времени, когда выполняется условие резонанса, на выходе блока 8 измерения резонансной час i тоты образуется сигнал балансировки, ко- торый усиливается в усилителе 9 до уровня, необходимого для уверенной работы компаратора 10, в результате этого на выходе j компаратора 10 формируется двухуровневый I сигнал, который поступает на вход блока 16 пересчета объема, где формируется в цифровом виде информация, описывающая значение объема в каждый из моментов разрешающего сигнала компаратора 10. Информый разброс в геометрических размерах не превышает 1%, что фактически и определяет достижимую точность измерения. Кроме того, отсчеты текущего значения скорости разливки металла в литейные формы не связаны с протяженностью литейного участка характеристики фазового детектора (и длиной волны зондирующего сигнала), а выбираются в соответствии с задаваемой точностью измерения, что позволяет осуществлять
15
мация о численном значении текущего объе- Ю работу устройства без «прогноза значений ма металла V; в литейной форме выво- скорости в интервалах времени между от- дится на индикатор 6 скорости разлива, где счетами. она представляется оператору в соответТаким образом, увеличение точности измерения скорости разливки металла в форму в устройстве достигается за счет использования алгоритма измерения, позволяющего фиксировать истинное, абсолютное значение текущего объема заполнения литейной формы, что ведет не к накоплению ошиб- циентов KMIK определяются требованиями к 20 ки измерения в каждом новом цикле входным управляющим сигналам соответст-регистрации, а к снижению дисперсии повенно электропривода 5 дозатора легирующих присадок и гидропривода 3 вентильного механизма. Необходимое согласование входных сопротивлений и усиление данных управляющих сигналов по мощности производится в блоке 7 функциональных алгоствующем конкретном виде, а также поступает в блок 7 функциональных алгоритмов, где осуществляется трансформация выходного сигнала в соответствии с априорно введенными масщтабными коэффициентами. Как уже указывалось выше, численные значения масщтабных коэффи25
грешности, что особенно важно в условиях вибрационных воздействий, неизбежно сопровождающих реальное линейное производство.
ритмов. Структура блока 16 пересчета объема и алгоритм его функционирования хорошо виден из анализа (фиг. 3). Здесь в блоФормула изобретения
Устройство управления скоростью разливки металла, содержащее облучатель.
ке 17 АЦП осуществляется представле- эп усилитель, компаратор, перестраиваемый
ние в цифровом виде значения управляющего напряжения, существующего на выходе формирования 12. В момент выдачи единичного импульса с выхода компаратора 10 (резонансный отклик литейной формы) провысокочастотныи генератор, соединенный с облучателем индикатор скорости разливки и блок функциональных алгоритмов, первый выход которого подсоединен к входу управления электропривода дозатора, а
45
исходит измерение этого напряжения. Так эг второй выход через гидропривод затвора - как априорно каждому значению управляю-к вентильному механизму ковша с металлом, при этом -входы индикатора скорости и блока функциональных алгоритмов объединены облучатель установлен над литейной формой, а усилитель и компаратор соединен последовательно, отличающееся тем, что, с целью повышения точности дозирования и экономии легирующих добавок за счет повышения точности измерения скорости разливки металла, оно снабжено генераторо.м частоты отсчетов, формирователем, блоком пересчета объема и блоком измерения резонансной частоты, выход которого подсоединен к усилителю, генератор частоты отсчетов, формирователь и перестраиваемый высокочастотный генератор соединены последовавиях вибрационных и иных колебательных 50 тельно, первый вход блока пересчета воздействий на элементы конструкции какобъема подсоединен к выходу формировасобственно измерителя, так и вследствие деформации поверхности «зеркала расплава. В предлагаемом устройстве единственным каналом возникновения ошибок измерения
является разброс размеров литейной формы. 55 ход перестраиваемого высокочастотного гене- Так как получаемые слитки используются вратора объединены, а облучатель выполщего напряжения соответствует строго детерминированное значение частоты перестраиваемого ВЧ-генератора 13 (а следовательно, и единственный отклик объемного резонатора - литейной формы), то значение ука- 40 занного напряжения (представленного в данном случае в цифровом виде - параллельный двоичный код) соответствует измеряемой величине - текущему значению массы металла в форме.
Технико-экономические преимущества устройства управления скоростью разливки металла заключается в увеличении помехозащищенности канала измерения скорости подачи металла в литейную форму в услотеля, второй вход - к выходу компаратора, а выход посоединен к входу блока функциональных алгоритмов, причем вход блока измерения резонансной частоты и выдальнейшем технологическом процессе, связанным с их прокатом на станах, допускаенен в виде широкополосного возбудителя колебаний.
мый разброс в геометрических размерах не превышает 1%, что фактически и определяет достижимую точность измерения. Кроме того, отсчеты текущего значения скорости разливки металла в литейные формы не связаны с протяженностью литейного участка характеристики фазового детектора (и длиной волны зондирующего сигнала), а выбираются в соответствии с задаваемой точностью измерения, что позволяет осуществлять
работу устройства без «прогноза значений скорости в интервалах времени между от- счетами.
Таким образом, увеличение точности измерения скорости разливки металла в форму в устройстве достигается за счет использования алгоритма измерения, позволяющего фиксировать истинное, абсолютное значение текущего объема заполнения литейной формы, что ведет не к накоплению ошиб- ки измерения в каждом новом цикле регистрации, а к снижению дисперсии по
грешности, что особенно важно в условиях вибрационных воздействий, неизбежно сопровождающих реальное линейное производство.
Формула изобретения
Устройство управления скоростью разливки металла, содержащее облучатель.
усилитель, компаратор, перестраиваемый
высокочастотныи генератор, соединенный с облучателем индикатор скорости разливки и блок функциональных алгоритмов, первый выход которого подсоединен к входу управления электропривода дозатора, а
второй выход через гидропривод затвора - к вентильному механизму ковша с метал ход перестраиваемого высокочастотного гене- ратора объединены, а облучатель выполтеля, второй вход - к выходу компаратора, а выход посоединен к входу блока функциональных алгоритмов, причем вход блока измерения резонансной частоты и вынен в виде широкополосного возбудителя колебаний.
1
Ci
Сг
-(-г
11
r---- -T 1
18
Ci
Сг
(-г
cfjue.2
П
I I I
si/ |/ si/
21
19
