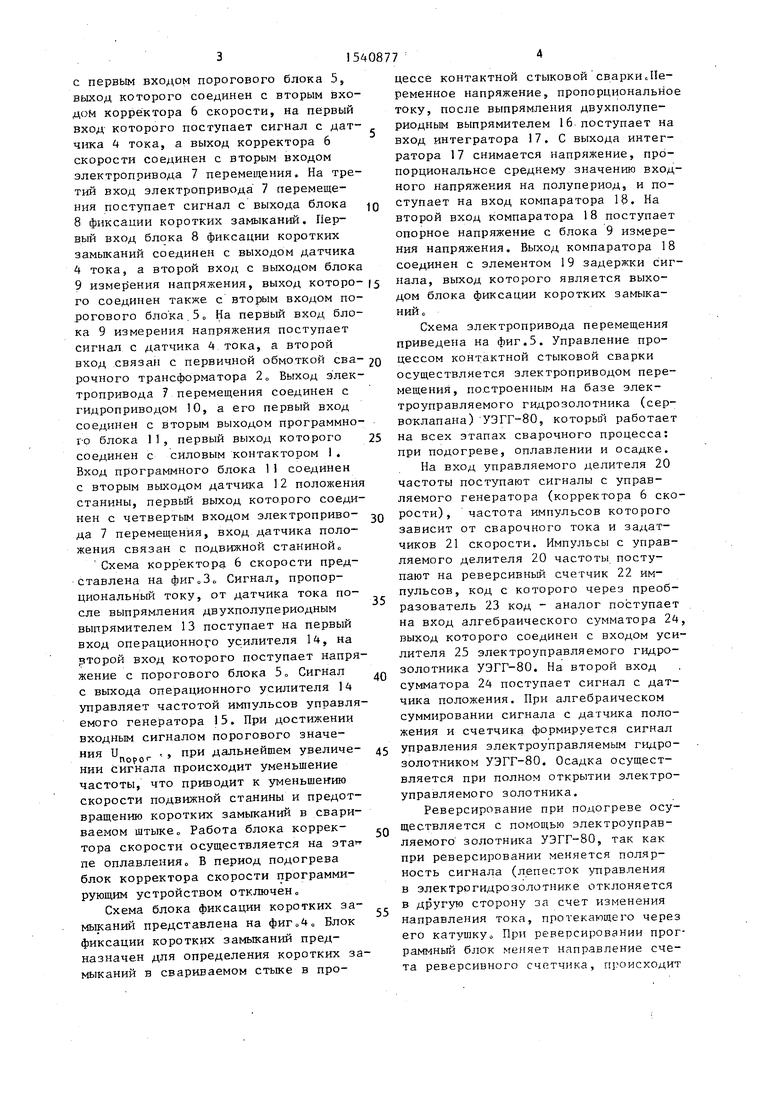
с первым входом порогового блока 5, выход которого соединен с вторым входом корректора 6 скорости, на первый вход которого поступает сигнал с датчика 4 тока, а выход корректора 6 скорости соединен с вторым входом электропривода 7 перемещения. На третий вход электропривода 7 перемещения поступает сигнал с выхода блока
8фиксации коротких замыканий. Первый вход блока 8 фиксации коротких замыканий соединен с выходом датчика 4 тока, а второй вход с выходом блока
9изменения напряжения, выход которого соединен также с вторым входом порогового блока 5 „ На первый вход блока 9 измерения напряжения поступает сигнал с датчика 4 тока, а второй
вход связан с первичной обмоткой сва- рочного трансформатора 20 Выход электропривода 7 перемещения соединен с гидроприводом 10, а его первый вход соединен с вторым выходом программного блока 1I, первый выход которого соединен с силовым контактором 1. Вход программного блока 11 соединен с вторым выходом датчика 12 положения станины, первый выход которого соединен с четвертым входом электроприво- да 7 перемещения, вход датчика положения связан с подвижной станинойо
Схема корректора 6 скорости представлена на фиг03„ Сигнал, пропорциональный току, от датчика тока после выпрямления двухполупериодным выпрямителем 13 поступает на первый вход операционного усилителя 14, на рторой вход которого поступает напряжение с порогового блока 5„ Сигнал с выхода операционного усилителя 14 управляет частотой импульсов управляемого генератора 15. При достижении входным сигналом порогового значе
ния U ,, при дальнейшем увеличении сигнала происходит уменьшение частоты, что приводит к уменьшению скорости подвижной станины и предотвращению коротких замыканий в свариваемом штыке Работа блока корректора скорости осуществляется на эта пе оплавления о В период подогрева блок корректора скорости программирующим устройством отключен
Схема блока фиксации коротких замыканий представлена на Блок фиксации коротких замыканий предназначен для определения коротких замыканий в свариваемом стыке в про0
5
Q 5 о
Q
5
5
0
5
цессе контактной стыковой сварки die- ременное напряжение, пропорциональное току, после выпрямления двухполупериодным выпрямителем 16 поступает на вход интегратора 17. С выхода интегратора 17 снимается напряжение, пропорциональное среднему значению входного напряжения на полупериод, и поступает на вход компаратора 18. На второй вход компаратора 18 поступает опорное напряжение с блока 9 измерения напряжения. Выход компаратора 18 соединен с элементом 19 задержки сигнала, выход которого является выходом блока фиксации коротких замыканий
Схема электропривода перемещения приведена на фиг.5. Управление процессом контактной стыковой сварки осуществляется электроприводом перемещения, построенным на базе элек- троуправляемого гидрозолотника (сер- воклапана) УЭГГ-80, который работает на всех этапах сварочного процесса: при подогреве, оплавлении и осадке.
На вход управляемого делителя 20 частоты поступают сигналы с управляемого генератора (корректора 6 скорости), частота импульсов которого зависит от сварочного тока и задат- чиков 21 скорости. Импульсы с управляемого делителя 20 частоты поступают на реверсивный счетчик 22 импульсов, код с которого через преобразователь 23 код - аналог поступает на вход алгебраического сумматора 24, выход которого соединен с входом усилителя 25 электроуправляемого гидрозолотника УЭГГ-80. На второй вход сумматора 24 поступает сигнал с датчика положения. При алгебраическом суммировании сигнала с датчика положения и счетчика формируется сигнал управления электроуправляемым гидрозолотником УЭГГ-80. Осадка осуществляется при полном открытии электроуправляемого золотника.
Реверсирование при подогреве осуществляется с помощью электроуправляемого золотника УЭГГ-80, так как при реверсировании меняется полярность сигнала (лепесток управления в электрогидрозолотнике отклоняется в другую сторону за счет изменения направления тока, протекающего через его катушку При реверсировании программный блок меняет направление счета реверсивного счетчика, происходит
вычитание импульсов из ранее записанного числа импульсов в реверсивном счетчике 22, в результате на входе усилителя алгебраического сумматор 24 меняется полярность сигнала, и происходит реверсирование„ Программный блок 11, переключая задатчики скорости и управления реверсивным счетчиком, осуществляет управление процессом подогрева, оплавления и осадки.
Устройство работает следующим образом.
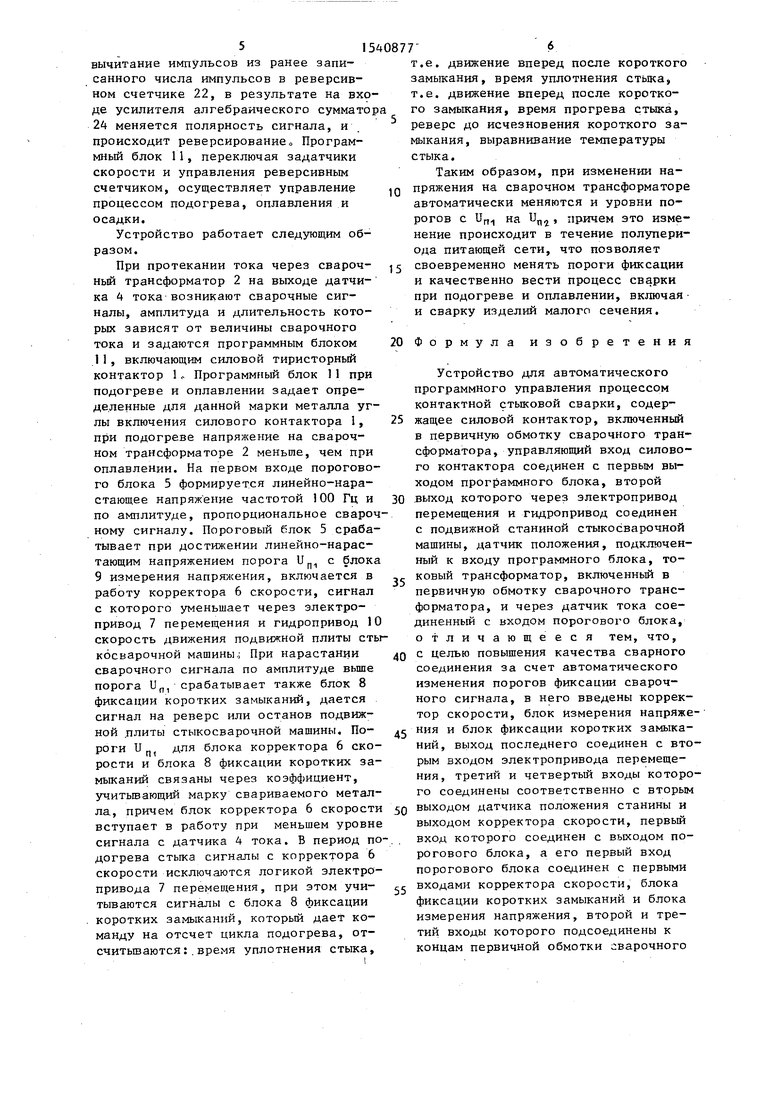
При протекании тока через сварочный трансформатор 2 на выходе датчика 4 тока возникают сварочные сигналы, амплитуда и длительность которых зависят от величины сварочного тока и задаются программным блоком 11, включающим силовой тиристорный контактор 1,. Программный блок 11 при подогреве и оплавлении задает определенные для данной марки металла углы включения силового контактора 1, при подогреве напряжение на сварочном трансформаторе 2 меньше, чем при оплавлении. На первом входе порогового блока 5 формируется линейно-нарастающее напряжение частотой 100 Гц и по амплитуде, пропорциональное сварочному сигналу. Пороговый блок 5 срабатывает при достижении линейно-нарастающим напряжением порога Uni с блока 9 измерения напряжения, включается в работу корректора 6 скорости, сигнал с которого уменьшает через электропривод 7 перемещения и гидропривод 10 скорость движения подвижной плиты сты косварочной машины, При нарастании сварочного сигнала по амплитуде выше порога Uni срабатывает также блок 8 фиксации коротких замыканий, дается сигнал на реверс или останов подвижной плиты стыкосварочной машины. Пороги Un( для блока корректора 6 скорости и блока 8 фиксации коротких замыканий связаны через коэффициент, учитывающий марку свариваемого метал
5
т.е. движение вперед после короткого замыкания, время уплотнения стыка, т.е. движение вперед после короткого замыкания, время прогрева стыка, реверс до исчезновения короткого замыкания, выравнивание температуры стыка.
Таким образом, при изменении напряжения на сварочном трансформаторе автоматически меняются и уровни порогов с 0П1 на илг, причем это изменение происходит в течение полупериода питающей сети, что позволяет своевременно менять пороги фиксации и качественно вести процесс сварки при подогреве и оплавлении, включая и сварку изделий малого сечения.
Формула изобретения
Устройство для автоматического программного управления процессом контактной стыковой сварки, содержащее силовой контактор, включенный в первичную обмотку сварочного трансформатора, управляющий вход силового контактора соединен с первым выходом программного блока, второй
выход которого через электропривод перемещения и гидропривод соединен с подвижной станиной стыкосварочной машины, датчик положения, подключенный к входу программного блока, токовый трансформатор, включенный в первичную обмотку сварочного трансформатора, и через датчик тока соединенный с входом порогового блока, отличающееся тем, что,
с целью повышения качества сварного соединения за счет автоматического изменения порогов фиксации сварочного сигнала, в него введены корректор скорости, блок измерения напряжения и блок фиксации коротких замыканий, выход последнего соединен с вторым входом электропривода перемещения, третий и четвертый входы которого соединены соответственно с вторым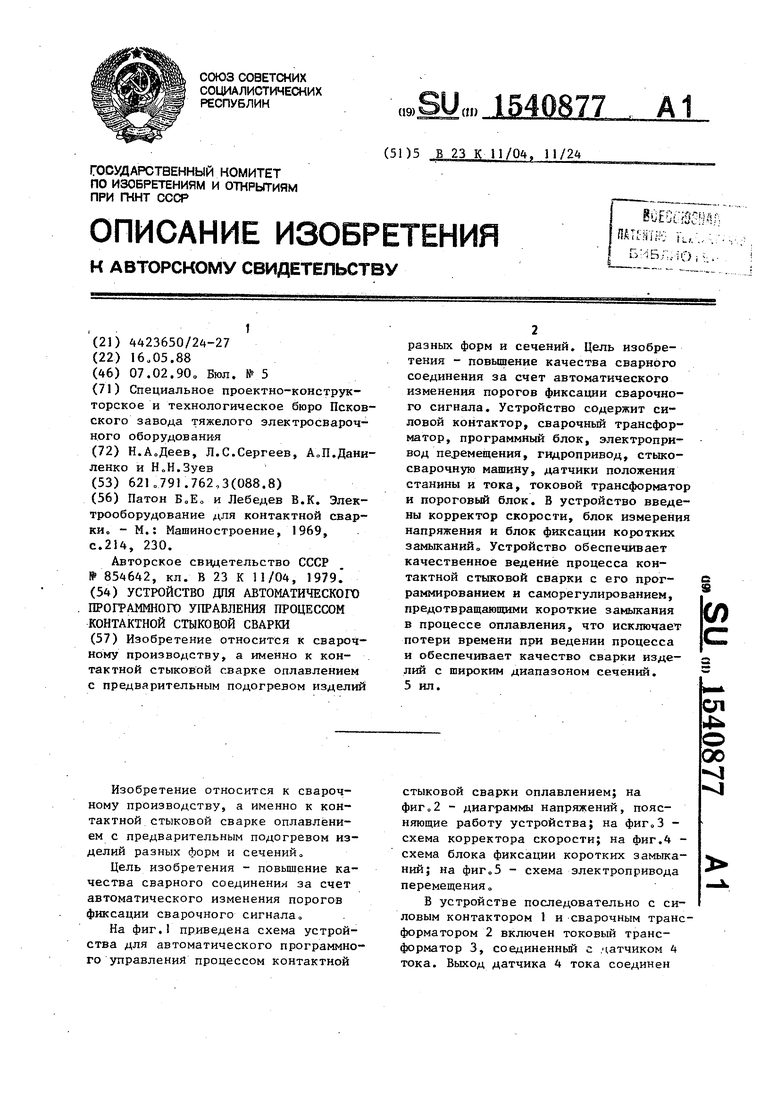
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Устройство контроля при контактной стыковой сварке оплавлением | 1982 |
|
SU1101336A1 |
| Устройство управления процессом контактной стыковой сварки оплавлением с подогревом звеньев цепей | 1986 |
|
SU1412905A1 |
| Устройство управления процессом контактной стыковой сварки оплавлением | 1987 |
|
SU1412910A1 |
| Устройство контроля при контактной стыковой сварке сплавлением | 1984 |
|
SU1181819A1 |
| Машина для контактной стыковой сварки непрерывным оплавлением | 1979 |
|
SU1039668A1 |
| Способ управления процессом контактной стыковой сварки оплавлением | 1985 |
|
SU1461604A1 |
| Машина для контактной стыковой сварки | 1979 |
|
SU1039669A1 |
| Устройство для автоматического управ-лЕНия пРиВОдОМ пЕРЕМЕщЕНия пОдВижНОйплиТы МАшиНы СТыКОВОй СВАРКи | 1979 |
|
SU841856A1 |
| Устройство автоматического управления процессом контактной стыковой сварки оплавлением | 1989 |
|
SU1685657A1 |


Изобретение относится к сварочному производству, а именно к контактной стыковой сварке оплавлением с предварительным подогревом изделий разных форм и сечений. Цель изобретения - повышение качества сварного соединения за счет автоматического изменения порогов фиксации сварочного сигнала. Устройство содержит силовой контактор, сварочный трансформатор, программный блок, электропривод перемещения, гидропривод, стыкосварочную машину, датчики положения станины и тока, токовой трансформатор и пороговый блок. В устройство введены корректор скорости, блок измерения напряжения и блок фиксации коротких замыканий. Устройство обеспечивает качественное ведение процесса контактной стыковой сварки с его программированием и саморегулированием, предотвращающими короткие замыкания в процессе оплавления, что исключает потери времени при ведении процесса и обеспечивает качество сварки изделий с широким диапазоном сечений. 5 ил.
ла, причем блок корректора 6 скорости 50 выходом датчика положения станины и
выходом корректора скорости, первый вход которого соединен с выходом порогового блока, а его первый вход порогового блока соединен с первыми -г входами корректора скорости, блока
вступает в работу при меньшем уровне сигнала с датчика 4 тока. В период подогрева стыка сигналы с корректора 6 скорости исключаются логикой электропривода 7 перемещения, при этом учитываются сигналы с блока 8 фиксации коротких замыканий, который дает команду на отсчет цикла подогрева, отсчитываются: время уплотнения стыка,
фиксации коротких замыканий и блока измерения напряжения, второй и третий входы которого подсоединены к концам первичной обмотки сварочного
фиксации коротких замыканий и блока измерения напряжения, второй и третий входы которого подсоединены к концам первичной обмотки сварочного
трансформатора, выход блока измерения напряжения соединен с вторыми
П
РЯ У7
Ug
Urn
Urn
U3
и„
ft
Um
Um
Uв. г ыход}
i Wii 1/jj N|
l i Я I
i l r(
V
jЈ±
n
u
и I
i AN 1
Mf i
нННИ
I
II III II
I п П. П
входами порогового блока и блока фиксации коротких замыканий.
Фиг.1
(
n
u
и I
| A
Mf
II III II
I п П. П
Фиг. г
Фиг.Ъ
19
Выход }-()
| Патон Б„Ео и Лебедев В.К | |||
| Электрооборудование для контактной сварки - М.: Машиностроение, 1969, с.214, 230 | |||
| Устройство для автоматического программного управления процессом контактной стыковой сварки оплавлением | 1979 |
|
SU854642A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
