llToGpcTt HHP отнисится к обллсти уирлнлоиия проце.r.r.ciM иапллвления блокс В кнлрцевог о стекла в газспгчл- менных печлх и может быть использо- пано в смежных отраслях, например, при вьгращнплн О монокристаллов методом Вернейля.
Цель изfi6peтения - повышение точности управления.
Сущность способа заключается в том, чтобы стабилизировать не только положения вершины наплавляемого блока, но Bcei o профиля его верхней части, что обеспечивает получение не- изменного диаметра блока.
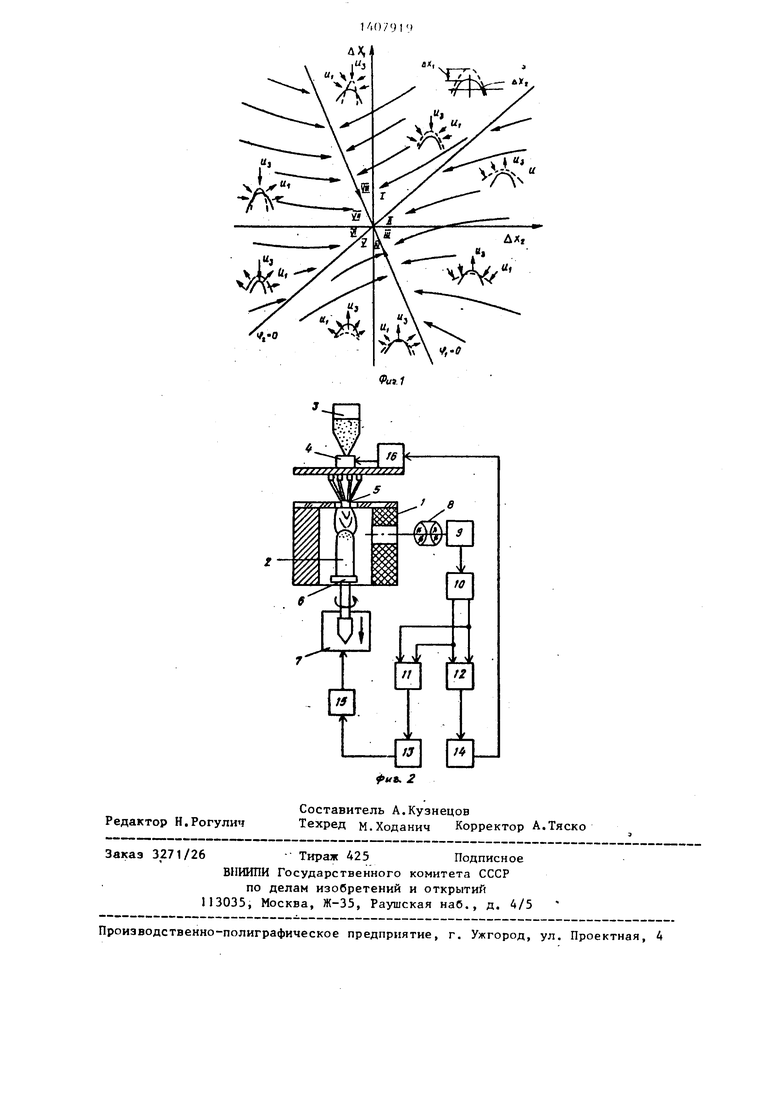
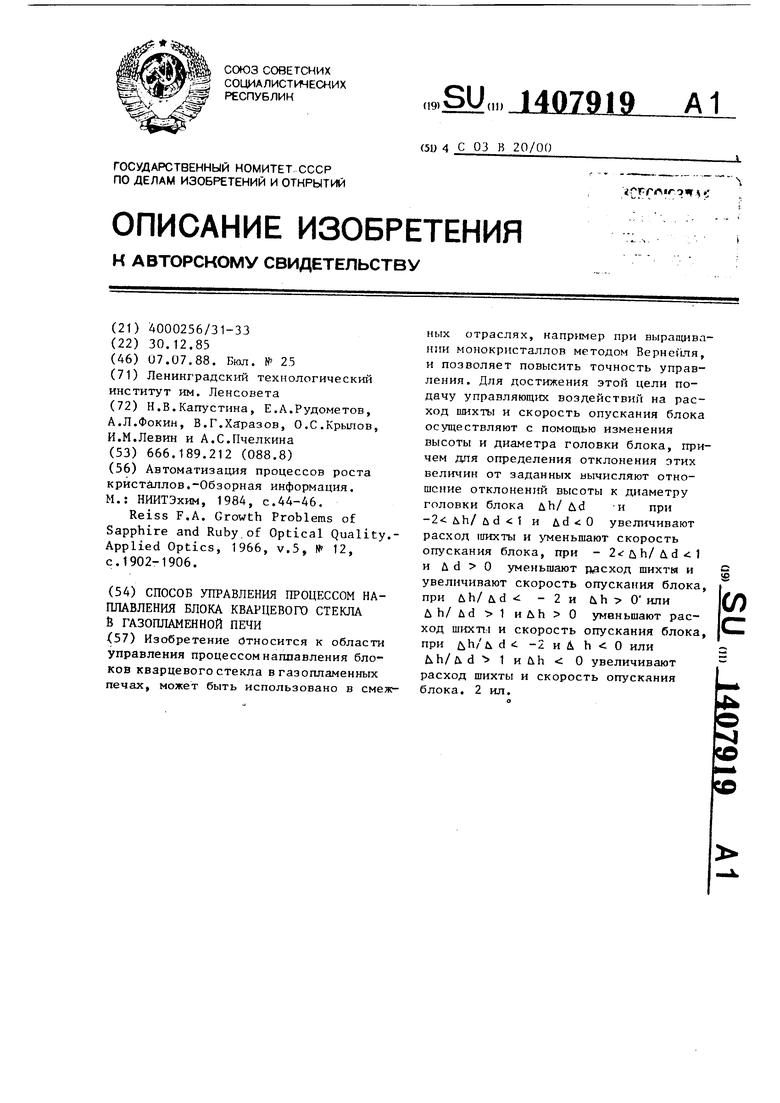
На фпг. 1 изображены фазовые плоскости траекторий дв1скепия управляемого процесса; па фиг. 2 - система управления, реализующая данный способ.
Координаты фазовой плоскости: Д Х - отклонение высоты блока вл.оль его центральной оси от заданного зна чения, Л отклонение диаметра верхней части блока от заданного значения. Этих двух измерений достаточно для точного определения профиля верхней части блока в том случае, ее ли он может быть аппроксимирован, например, симметричной относительно ос блока параболой.
Фазовая плоскость разделена на восемь секторов, в каждом из которых изображена форма блока, при этом СПЛ01Ш10Й линией - заданная, пунктиром - фактическая форма. Стрелками показаны тенденции изменения фактичекой формы блока, которые вызываются действием управлений: сплопшьми линиями - расход шихты U, , пунктирньв-1И линиями - скоростью опускания блока
и,,.
Линия раздела фазовой плоскости Ч О и (-Pj О являются линиями релейного переключения управлякяцих воздействк и, и Uj . Управление U2 (скорость оп скания блока)влияет на форму блока преимущественно измене - нием его высоты. X|, поэтому линией переключения Uj целесообразно выбрать прямую (4)2 0, йХ.сЛХ, котора переводит форму блока из заостренной к пологой. Управление Uf (расход шихты) расширяет или сужает всю форму блока, поэтому линией переключения и выбирается прямая, определяющая предельно допустимое соотношение
0
5
мгш;у л. XI II лХ,. 1дргь рассматривается прямая (/, - О, ЛХ | -2 Х Цля стабилизации формы верхней части блока нсобхс димо, чтобы ЛХ, /Ьф-Ь /пг Х (1,/ быпп сведены к нулю, лпбо снедги, к нулю их аддиативные функции Ср, - ЛХ,- К ЛХ и с.р ЛХ|+ДХ, где h(p и d«- фактические, а hj и dj - заданные высота и диаметр верхнеГ части блока.
В зависимости от знака ( имеют место следующие управления:
Ц, О, , и, и,„„ ,U2 U2MaKC
q, О, , и, и,„„ ,,c
Cf,cO, tf,0, и, U,,,U,Uj«oKc
Cf,c0, , и и,„,,,,е
Эти же функции могут быть предетап.че- ны и натураль 1О 1 форме, т.е. если
1 и Ad -с О, расход ип-гхты
Ad увеличивается, - скорость оггускания
блока уменьшается, а при
-2 --- «i 1 и &d О наоборот: скорость шпхты уменьшается, а скорость опускания увеличивается, при
Д Ь ,, U h , , л
2 или: I и& п О расход
Л dЛ d
Ш1ГХТЫ и скорость опускания уменьшаютДЬ „ Ah ся, а прп --J- -i или -r-j 1
и uh ; О соответственно увеличиваются .
Таким образом, приведение фактической формы блока к заданной происходит следуюш.им путем. Например, в секторе I расход шихты устанавливается равным минимальному значению (и,мин - скорость опускания максимальному (Uj совместное действие приводит фактическую форму блока к заданной, аналогично в секторе II.
В секторе IV, где блок ниже и пш- ре, и, расширяет блок, переводя его в сектпр III, и и поднимает блок, уменьшая рассогласование ЛХ,. В секторе III и, наоборот, сужает блок, переводя его в сектор IV. Таким образом, в окресности линии переключения устанавливается режим скольжения, вдоль прямой 0.
Аналогично действие U, и U в секторах VII и VIII.
По тем же причинам, но в результате переключения LI н окрестности прямой tpi О, секторы V и VI также
-Т140
могут устдм И ливяться в скользящем режиме.
Система содержит печь с муфелем 1 нагшапляемым блоком 2, бункер с шихтой 3, дозатор 4, кислородно-водородную горелку 5, подложку 6 для нагшав- ления блока, механизм 7 опускания подложки, проекционное устройство 8, фотосчитывающее устройство 9, вычисли- тельное устройство 10, блоки 11 и 12 суммирования с умножением на по- cTOHHHbtfi коэффициент, знакочувстви- тельные релейные блоки 13 и 14, электропривод 15 механизма опускания под- ложки, электропривод 16 дозатора шихты.
Система работает следующим образом.
Изображение верхней части блока проецируется на экран фотосчитьшаю- щего устройства, преобразуется в сигналы, пропорциональные форме блока, которые в вычислительном устройстве 10 сравниваются с заданными значения- ми. Сигналы отклонения от задания поступают на блоки 11 и 12, где производится их умножение на заданные коэффим;иенты и алгебраическое сложение. В зависимости от знака на выходе блока 11 блок 13 изменяет скорость электропривода 15 управления механизмом опускания подложки. В зависимости от знака на вьгходе блока 12 блок 14 изменяет скорость электропривода дозатора шихты 16.
Таким образом, способ обеспечивает стабилизацию формы верхней части блока, что позволяет получать блоки заданного диаметра, а следовательно, экономить сьфье за счет уменьшения отходов при дальнейшей механической
5 0
0
5
обработке блока. Кроме того, соблюдение заданных ограничений на управляющие воздействия обеспечивает необходимое количество кварцевого стекла.
Использование способа позволяет добиться повышения выхода годного стекла за счет снижения потерь стекла при механической обработке.
Получение блоков с погрешностью по геометрии + 1,5% приводит к повышению процента выхода годных труб.
Формула изобретения
Способ управления процессом на- плавления блока кварцевого стекла в газопламенной печи путем подачи yпpaвляюD иx воздействий на расход шихты и скорость опускания блока, отличающийся тем, что, с целью повышения точности управления, измеряют высоту и диаметр головки блока, определяют отклонения этих величин от заданных, вычисляют отношение отклонений высоты к диаметру головки блока ( uh/ Ad) и при
-2 ; -Г-: 1 и ud «с О увеличивают
ad расход шихты и уменьшают скорость
опускания блока, при - 1 и ud О уменьшают расход шихты и увеличивают скорость опускания блока,
при --- -2 и ЛЬ : О пли ;;- 1
. udud
и л h О уменьшают расход шихты и скорость опускания блока. При
-г -2 или --- 1 и а dud
Д h О увеличивают расход шихты и скорость опускания блока.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления температурным режимом наплавления кварцевых стеклоблоков | 1987 |
|
SU1521720A1 |
| ДОЗАТОР ВЕСОВОЙ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2003 |
|
RU2260775C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПОЛУЧЕНИЯ ФОСФОРА В ЭЛЕКТРОТЕРМИЧЕСКОЙ ПЕЧИ | 1994 |
|
RU2081818C1 |
| Способ дозирования ваграночной шихты | 1985 |
|
SU1303842A1 |
| УСТРОЙСТВО ДЛЯ СНАРЯЖЕНИЯ АРТИЛЛЕРИЙСКИХ БОЕПРИПАСОВ | 2017 |
|
RU2657034C1 |
| Устройство для точного останова электропривода | 1985 |
|
SU1272447A1 |
| Способ управления работой фосфорной электропечи и устройство управления работой фосфорной электропечи | 1982 |
|
SU1066048A1 |
| Способ регулирования распределения шихты на колошнике доменной печи | 1985 |
|
SU1271878A1 |
| Способ выращивания кристаллов методом Вернейля и установка для его осуществления | 1990 |
|
SU1820925A3 |
| СПОСОБ ВЫРАЩИВАНИЯ КРИСТАЛЛОВ БЕСТИГЕЛЬНЫМ МЕТОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2426824C2 |
| Автоматизация процессов роста кристйллов.-Обзорная информация | |||
| М.: НИИТЭхим, 1984, с.44-46 | |||
| Reiss F.A | |||
| Growth Problems of Sapphire and Ruby.of Optical Quality.- Applied Optics, 1966, v.5, № 12, c.1902-1906. |
