х 4
со оо
Изобретение относится к пайке, в частности к составу припоя, и может быть использовано при производстве ювелирных изделий Целью изобретения является увеличение пластичности паяных соединений и улучшение деформируемости припоя в холодном состоянии.
Припой имеет следующий состав, мае. %: Золото57,8-58,8
Галлий6,0-12,0
Бор0,003-0,009
МедьОстальное
Припой с целью увеличения растекае- мости может содержать серебро в количестве 0,1-4,0 мае. %.
Припой выплавлялся в высокочастотной
индукционной печи путем последовательного растворения в жидком золоте легирующих элементов в виде чистых металлов и лигатуры (медь -f 0,1 вес. % бора).
Примеры исполнения припоев приведены в табл. 1.
Таблица 1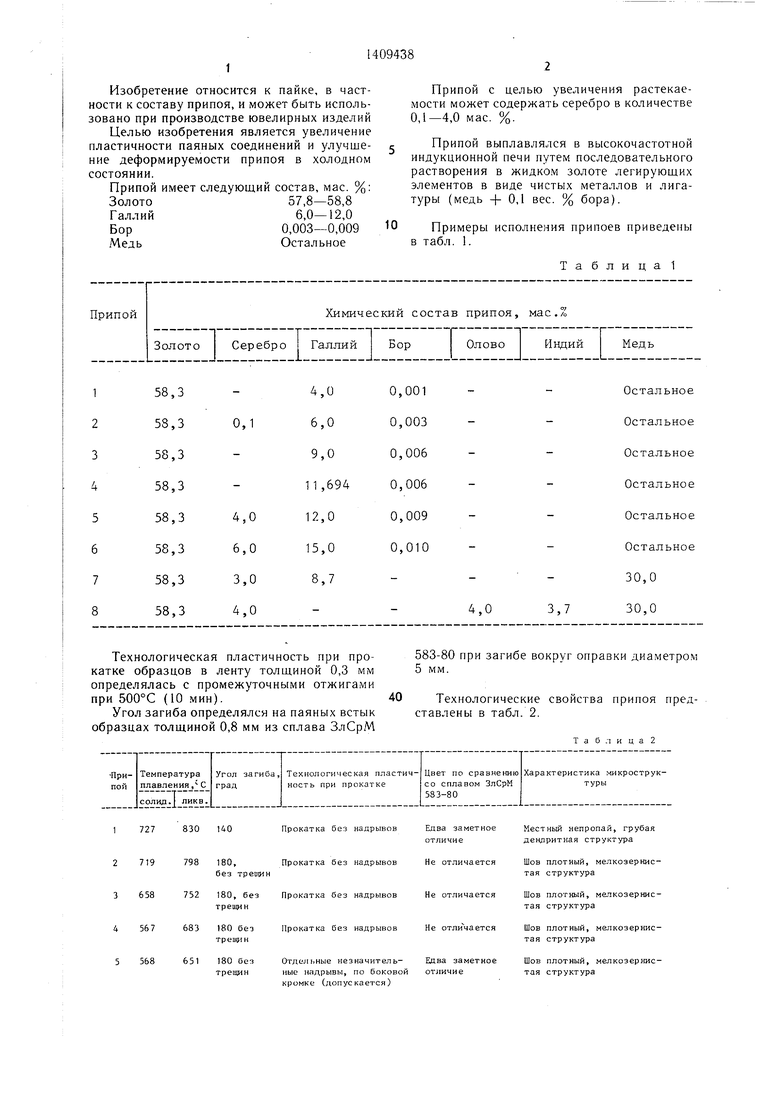
| название | год | авторы | номер документа |
|---|---|---|---|
| Припой для пайки ювелирных изделий | 1988 |
|
SU1593860A1 |
| Припой для пайки металлов | 1989 |
|
SU1611663A1 |
| Припой для пайки металлов и сталей | 1990 |
|
SU1763133A1 |
| ПРИПОЙ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 1991 |
|
RU1793619C |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2584357C1 |
| СПЛАВ ПРИПОЙНЫЙ НА ОСНОВЕ ПАЛЛАДИЯ 850 ПРОБЫ | 2014 |
|
RU2591900C2 |
| Смесевой порошковый припой для пайки алюминия и сплавов на его основе | 2021 |
|
RU2779439C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ ПАЛЛАДИЯ И ЕГО СПЛАВОВ | 2000 |
|
RU2176180C1 |
| ПРИПОЙ НА ОСНОВЕ СВИНЦА | 2013 |
|
RU2547979C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ ЮВЕЛИРНЫХ СПЛАВОВ ПАЛЛАДИЯ 850 ПРОБЫ | 2005 |
|
RU2289497C1 |
Изобретение относится к области пайки в частности к составу припоя, и может быть использовано при производстве ювелирных изделий. Цель изобретения увеличение пластичности паяны.х соединении и улучшение деформируемости припоя в холодном состоянии. Припой имеет следующий состав, мае. %: золото 57,8-58,8; гал лий 6,0-12,0; бор 0,003-0,009; медь остальное. Для увеличения растекаемости припой может содержать серебро в количестве 0,1-4,0 мае. %. Пайка осуществляется при температуре 800°С с флюсом бура - борная кислота 
Технологическая пластичность при про-583-80 при загибе вокруг оправки диаметром
катке образцов в ленту толщиной 0,3 мм5 мм.
определялась с промежуточными отжигами
при 500°С (10 мин).40 Технологические свойства припоя пред- Угол загиба определялся на паяных встыкставлены в табл. 2.
образцах толщиной 0,8 мм из сплава ЗлСрМ
т а б .- и ц а 2
830 140
Прокаткабез надрывов
Прокаткабез надрывов
Прокаткабез надрывов
Прокаткабез надрывов
Отдельные незначительные надрывы, по боковой кромке (допускается)
Местный непропай, грубая дендритная структура
Шов плотный, мелкозернистая структура
Шов плотный, мелкозернистая структура
Шов плотный, мелкозернистая структура
Шов плотный, мелкозернистая структура
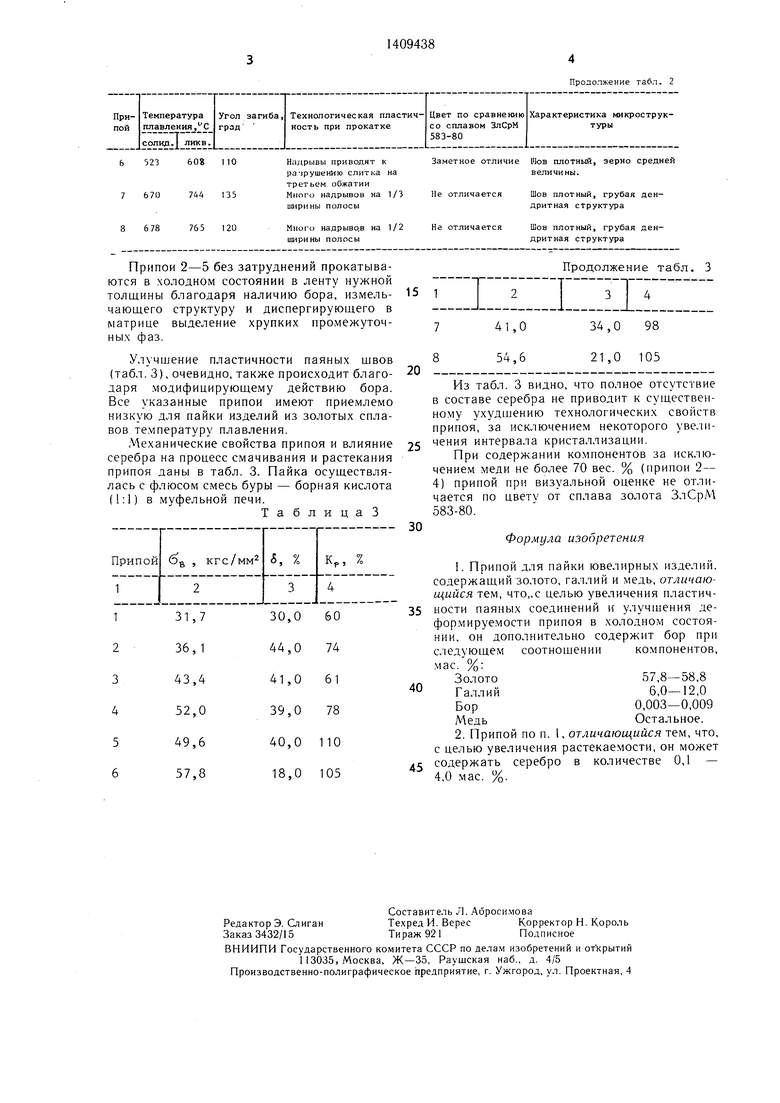
52360S 110
670744 135
678765 120
Надрывы приводят к рачрушеняю слитка на третьем обжатии Много надрывов на 1/3 вирины полосы
Много надрыво.в на 1/2 ширины полосы
даря модифицирующему действию бора. Все указанные припои имеют приемлемо низкую для пайки изделий из золотых сплавов температуру плавления.
Механические свойства припоя и влияние серебра на процесс смачивания и растекания припоя даны в табл. 3. Пайка осуществлялась с флюсом смесь буры - борная кислота (1:1) в муфельной печи.
ТаблицаЗ
31,7 36,1 43,4 52,0 49,6 57,8
30,060
44,074
41,061
39,078
40,0110
18,0105
Продолжение табл. 2
Шов плотный, зерно средней величины.
Шов плотный, грубая дендритная структура
Шов плотный, грубая дендритная структура
5
0
5
0
5
Из табл. 3 видно, что полное отсутствие в составе серебра не приводит к существенному ухудшению технологических свойств припоя, за исключением некоторого увеличения интервала кристаллизации.
При содержании компонентов за исключением меди не более 70 вес. % (припои 2- 4) припой при визуальной оценке не отличается по цвету от сплава золота ЗлСрМ 583-80.
Формула изобретения
м я г я/
мае. /Q.
Золото57,8-58,8
Галлий6,0-12,0
Бор0,003-0,009
МедьОстальное.
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
