Изобретение относится к области порошковой металлургии алюминия и может быть использовано при получении паяных конструкций из алюминия и сплавов на его основе.
Известен припой для пайки алюминиевых сплавов состава (мас. %): германий 14-52, по крайней мере, один из компонентов группы: кремний, магний, висмут, стронций, литий, медь, кальций, цинк и олово 0-10, алюминий - остальное (международная заявка WO/1992/019780, B23K 35/28, С22С 21/00), аналог.
Недостатками припоя являются низкая коррозионная стойкость паяных соединений и высокая стоимость вследствие высокого содержания германия.
Известен способ пайки алюминия и материал для пайки алюминия (патент RU 2164460, 2001 г.), принятый за прототип.
Недостатками способа и материала являются то, что в составе материала используются порошки элементарных кремния, цинка, меди и германия. Авторы вскользь упоминают двойные и тройные сплавы систем Al-Si, Al-Cu, Al-Zn, Al-Si-Cu, Al-Cu-Zn, Al-Si-Zn и Zn, однако конкретных концентраций не приводят.
Действительно, кремний, цинк, медь и германий имеют значительную растворимость в алюминии, даже в твердом состоянии (см. табл. 2), но получаемый состав переменен и непредсказуем. Может образоваться сплав с такими концентрациями элементов, температура плавления которого будет выше температуры плавления основного компонента припоя Al-12%Si (577°С), что ухудшит условия паяемости конструкций.
К примеру, ухудшение паяемости произойдет, если при использовании порошка элементарного кремния и его растворении в алюминии будет получен сплав с содержанием кремния, выходящим за пределы 9-13 мас. %. То же относится и к меди (допустимые пределы 24-42 мас. %), и к цинку (53-100 мас. %) и к германию (10-70 мас. %).
На исправление этого недостатка и нацелено настоящее изобретение.
Предлагается смесевой порошковый припой для пайки алюминия и сплавов на его основе содержит следующие компоненты в следующем соотношении, мас. %: кремний 9-12, и, по меньшей мере, один из элементов из группы, включающей медь 0,005-4,0, цинк 0,005-4,0, магний 0,005-1,5, олово 0,005-1,0, алюминий - остальное. Суммарное содержание меди, цинка, магния и олова составляет 1,0-9,0 мас. %.
Задачами изобретения являются повышение эксплуатационных характеристик (прочность, коррозионная стойкость), увеличение номенклатуры паяных соединений из сплавов на основе алюминия и срока службы получаемых конструкций, снижение стоимости за счет отсутствия германия в составе сплава (который вдвое дороже серебра).
Технический результат состоит в снижении температуры плавления припоя и возможности проведения процесса пайки при температурах 550-570°С, улучшении технологических свойств (смачивания припоем основного металла и растекаемости) припоя, в обеспечении возможности пайки конструкций из высокопрочных алюминиевых сплавов с температурой солидус ниже 550°С, получения высокой прочности спая и коррозионной стойкости паяных соединений, увеличение срока службы получаемых конструкций.
Указанный технический результат достигается тем, что припой для пайки алюминия и сплавов на его основе, содержащий алюминий, кремний и, по крайней мере, один элемент из ряда: медь, цинк, магний, олово при следующем содержании компонентов (мас. %): кремний 9-12; медь 0,005-4,0, цинк 0,005-4,0, магний 0,005-1,5, олово 0,005-1,0, алюминий - остальное, причем суммарное содержание меди, цинка, магния, олова составляет 1,0-9,0 мас. %.
Отличительной особенностью предлагаемого припоя является то, что он состоит из порошков бинарных сплавов на основе алюминия (мас. %), а именно: порошка Al-12Si - основной компонент (известный); порошка системы Al-Cu; и/или порошка системы Al-Zn; и/или порошка системы Al-Mg; и/или порошка системы Al-Sn. Последние четыре порошка сплавов улучшают физико-химические и служебные свойства смесевого материала при использовании его в качестве припоя.
Обязательное требование к порошкам всех компонентов - их получение методом высокоскоростного охлаждения. Процессы газового распыления расплава обеспечивают скорости охлаждения частиц крупностью 40-140 мкм на уровне 104-103°С/с, крупностью 10-40 мкм - на уровне 105-104°С/с, крупностью 0,01-10 мкм - на уровне 106-105°С/с, что необходимо для формирования равномерной структуры «микрослитка».
Кремний, медь, цинк, магний и олово являются основными компонентами заявляемого смесевого припоя, обеспечивающими сужение интервала между солидусом и ликвидусом и снижение температуры плавления припоя. Кремний, цинк, медь обеспечивают повышение служебных характеристик - прочности и технологичности припоя.
Кремний образует с алюминием эвтектику Al-12Si (мас. %) с температурой плавления 577°С. Итоговое содержание кремния в смесевом припое составляет 9-12 (мас. %). Нижний предел его содержания обеспечивает достаточную жидкотекучесть и предотвращение образования горячих трещин при пайке; верхний предел позволяет значительной части припоя закристаллизоваться вблизи точки эвтектики, только легкоплавкие фазы (эвтектики с участием меди, цинка, магния и олова) остаются жидкими. К этому моменту припой позволяет сформировать достаточно прочную структуру, способную противостоять усадке до полного затвердевания без образования горячих трещин.
Для улучшения механических (повышения пластичности) и технологических свойств припоя используют добавки металлов-модификаторов, суть влияния которых сводится к измельчению зерен кремния в составе эвтектики.
Магний относится к высокоэффективным модификаторам, цинк - к среднеэффективным, олово - к малоэффективным. Медь не является модификатором для эвтектических силуминов; ее основная роль - находясь в составе легкоплавкой эвтектики с алюминием разрушать оксидные пленки частиц сплавов Al-Si, Al-Mg, Al-Zn, Al-Sn и облегчать тем самым непростую задачу спекания порошков алюминиевых сплавов с образованием единого прочного спая.
В данном случае применено комплексное легирование припоя несколькими модификаторами, позволяющее добиться усиления эффекта модифицирования.
Медь и цинк образуют совместно с кремнием и алюминием многокомпонентную эвтектику.
В большей степени на снижение температуры ликвидуса влияет медь. Однако из-за большой разности стандартных электродных потенциалов по сравнению с алюминиевой основой медь существенно ухудшает коррозионные свойства паяных соединений и снижает технологические свойства (смачивание основного металла). В связи с этим легирование припоя медью ограничено 4,0 мас. %.
Легирование цинком, снижая температуру плавления припоя, в меньшей степени влияет на коррозионные свойства паяного соединения. Содержание цинка в сплаве также ограничено 4,0 мас. % во избежание снижения прочностных характеристик спая.
Для обеспечения высоких механических и удовлетворительных коррозионных свойств паяных соединений и предотвращения образования горячих трещин при пайке суммарное содержание меди и цинка в сплаве не превышает 7,0 мас. %.
В случае использования припоя для бесфлюсовой пайки в вакууме, в его состав введены небольшие добавки магния. Давление насыщенных паров оксидной пленки алюминия в вакууме крайне мало, и при обычных условиях пайки она не разрушается, что не позволяет получать качественные паяные соединения. Для разрушения оксидной пленки на алюминиевых сплавах при вакуумной пайке применяют металлы-активаторы, которые, вступая во взаимодействие с оксидом алюминия, разрыхляют его и позволяют обеспечить доступ жидкого припоя к паяемой поверхности. Легкоиспаряющимся (с температурой начала испарения ниже температуры плавления припоя на основе алюминия) металлом-активатором является магний. Добавки магния в количестве до 1,5 мас. % в припой на нагреве выше 400°С позволяют обеспечить получение качественных паяных соединений.
В процессе пайки в воздушной атмосфере с использованием флюсов на основе фторидов, добавки магния могут образовать тугоплавкие фториды магния (например, MgF2, KMgF3, K2MgF4). Но, поскольку содержание магния ограничено 1,5 мас. %, и не весь магний прореагирует до образования фторидов, а содержание легкоплавкого флюса состава 46 KF - 54 AlF3 (мас. %) в паяльной пасте значительно (20 и более мас. %), то образование 1,0-1,5 мас. % фторида магния не сможет существенно повысить температуру плавления флюса - лишь на 2-3°С, чем в заявляемых условиях можно пренебречь.
Добавки олова используются для модифицирования структуры припоя. Для получения оптимальной структуры необходимо мелкодисперсное междендритное распределение олова. Растворимость олова в алюминии и цинке крайне мала (0,05-0,06 мас. %), взаимная растворимость олова и кремния отсутствует. Максимальное содержание олова в смесевом припое ограничено 1,0 мас. %, т.к. при большем содержании возможно снижение коррозионной стойкости припоя по причине появления легкоплавких эвтектик типа Al-Sn (228,3°С), Al-Zn-Sn (198,5°С), Al-Si-Sn (232°С). При содержании олова менее 0,1 мас. % его модифицирующее действие не проявляется.
Исходя из вышеизложенных соображений, общее количество меди, цинка, магния и олова в заявляемом смесевом припое ограничено минимальным значением 1,0 и максимальным 9,0 мас. %.
В таблице 1 приведены сведения о температурно-концентрационных интервалах области легирования бинарных сплавов и о положении эвтектических точек.
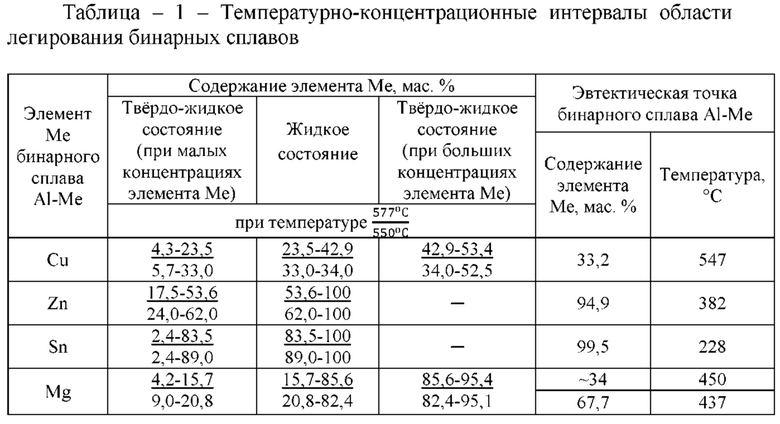
Согласно таблице 1, для получения бинарных сплавов в жидком состоянии при 577°С, их химический состав должен быть следующим (мас. %):
Al-(24-42)Cu; Al-(54-95)Zn; Al-(16-85)Mg; Al-(84-95)Sn.
Верхнее значение 95 мас. % (а не 100) для цинка и олова установлено из того соображения, что это должны быть порошки сплава, содержащего хотя бы 5% Al, а не чистые порошки Zn или Sn.
В таблице 2 приведены значения предельной растворимости различных элементов и фаз в алюминии.
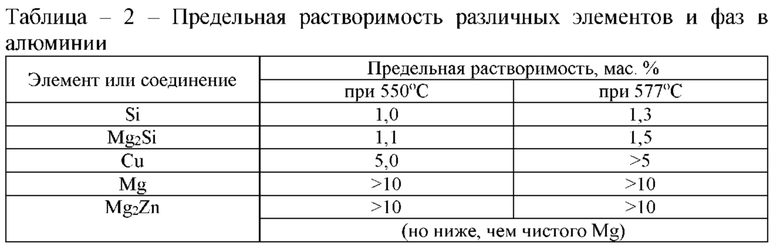
Исходя из сведений таблицы 2, наиболее растворимыми в твердом алюминии (и, соответственно, сплаве Al-12Si) являются Mg→Zn→Cu→Sn (расставлены по мере снижения растворимости). Представляется следующий механизм и химизм сплавообразования - смотри фиг. 1 (Приложение 1), где схематично показаны частицы а) в холодном состоянии б) при температуре выше 550°С в) при температуре выше 5770 С. Описание схемы:
а) мелкие, размером 0,01-40 мкм (предпочтительно 0,01-10 мкм), частицы бинарных сплавов Al-Ме равномерно распределены по поверхности крупных (40-140 мкм) частиц порошка сплава Al-12%Si;
б) частицы Al-Ме расплавляются, сплав растекается по поверхности частиц Al-12Si и смачивает их;
в) частицы Al-12Si расплавляются, а элемент Me, входящий в расплав Al-Ме, начинает диффундировать вглубь сплава Al-12Si, образуя пограничный более легкоплавкий сплав Al-Si-Me переменного состава.
Поскольку частицы основного сплава относительно крупные, а частицы бинарных сплавов относительно мелки, и суммарное содержание порошков бинарных сплавов невелико (до 18%, см. таблицу 3), элементы Cu, Mg, Zn и Sn не продиффундируют вглубь частиц сплава Al-Si, а создадут приповерхностный обогащенный этими элементами легкоплавкий слой с сохранением в ядре частицы исходного состава Al-12Si.
Такой механизм неравновесного сплавообразования подобен кирпичной кладке, когда между твердыми кирпичами положен жидкий цементный раствор. Отличие состоит в том, что у кирпича и раствора есть только механическое сцепление, а в случае упомянутого сплавообразования частицы скреплены еще и химически за счет образования единого более легкоплавкого, чем Al-12Si, сплава Al-Si-Me переменного состава.
Пример.
Для проведения экспериментов использовали распыленные азотом порошки сплавов (мас. %): Al-12Si, Al-33Cu, Al-80Zn, Al-50Mg, Al-80Sn.
Из порошка Al-12Si выделяли фракцию 40-140 мкм рассевом на ситах 004 и 014 по ГОСТ 6613-86. Из порошков остальных сплавов выделяли фракцию 0-29 мкм рассевом на сите 0029 по ТУ 1276-003-38279335-2013.
Порошки указанных бинарных сплавов Al-Ме добавляют к основному порошку припоя Al-12Si с тем расчетом, чтобы содержание элемента Me не превышало: по 4,0 мас. % Cu и Zn каждого, 1,5 - Mg, и 1,0 - Sn, и 9,0 мас. % - всех в сумме. Примеры составления порошковых смесей, химические составы полученных неравновесных порошковых сплавов и результаты приведены в таблице 3.
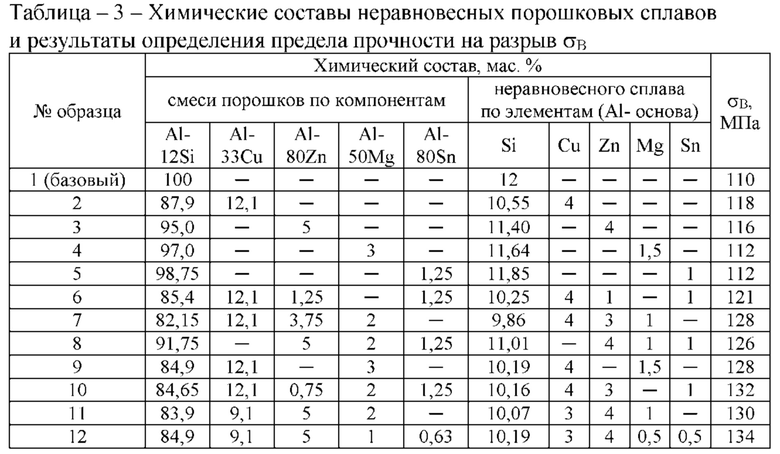
Пример составления смеси Al-12Si, Al-33Cu, Al-50Mg с расчетом, чтобы содержание Cu составляло 4,0, a Mg - 1,5 (мас. %) - № образца 9.
По алюминий-меди: 
По алюминий-магнию: 
По алюминий-кремнию: [Al-Si]=100-12,1-3=84,9%;
По кремнию [Si]=12⋅0,849=10,19%
Смесевой порошковый припой использовали для пайки двух пластин толщиной 3 мм из сплава Д16 в герметичном контейнере, установленном в печи марки Накал, модель ПКМ 4.8.4/12,5 в атмосфере особочистого азота ([О2]≤7 ppm) с использованием флюса состава (мас. %) 54AlF3-46KF. Температура пайки составляла 577°С. Контейнер продувался тридцатикратным объемом азота высокой чистоты (чистота не хуже 99,999%). Пластины располагались внахлест, на всю площадь контакта двух пластин наносился слой пасты толщиной примерно 1 мм.
Выдержка при температуре пайки составляла 8 мин.
Для исследования каждого образца припоя были изготовлены 5 пар пластин паяных образцов, пайку которых осуществляли за одну садку.
При пайке припоем-прототипом отмечена меньшая растекаемость припоя по сравнению с заявленным.
После пайки осуществляли отмывку флюса в ультразвуковой ванне. После отмывки остатков флюса визуально было установлено формирование качественного паяного соединения.
Следующие два этапа исследований - механические испытания паяных соединений на растяжение и коррозионные испытания паяных соединений в соляном тумане по ускоренной методике.
Механические испытания паяных образцов на работе проводили согласно ИСО 6892-84 на стандартизованной испытательной машине марки Р-10. Образцы для испытаний изготовили по ГОСТ 5264-80 (нахлесточное соединение). Результаты испытаний представлены в таблице 3. Образцы при испытании на растяжение разрушались по месту спайки, при этом место спайки было ослаблено боковыми радиусами по 5 мм при ширине хвостовика 20 мм и толщине 3 мм. В месте паяльного шва толщина была 10 мм.
Испытаниями установлено, что заявленный припой позволяет повысить прочность соединений по сравнению с прототипом на 2-12%. Испытания на прочность проводились на образцах по ГОСТ 5264-80 (нахлесточное соединение).
Непропай отсутствовал, в то время как часть образцов, паяных припоем-прототипом, разрушалась по дефектам шва («непропаям»), обусловленным недостаточной смачиваемостью припоем основного металла и растекаемостью припоя.
После испытаний на коррозионную стойкость образцов, спаянных припоем-прототипом, на поверхности паяного шва выявлены локальные очаги коррозионного поражения в виде небольших белых пятен. На поверхности образцов, паянных заявленным припоем, очагов коррозионного поражения визуально не обнаружено.
Таким образом, заявленный припой обеспечивает более высокую по сравнению с припоем-прототипом прочность (не ниже 130 МПа), и повышает технологичность припоя, обеспечивает проведение пайки при температурах от 550°С, что позволит использовать припой для пайки большинства современных конструкционных алюминиевых сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2596535C2 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2585598C1 |
| Припой для пайки алюминия и его сплавов | 2017 |
|
RU2661975C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2584357C1 |
| ДЕФОРМИРУЕМЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ ПАЯНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2557043C1 |
| ЛИСТ ТВЕРДОГО МЕТАЛЛИЧЕСКОГО ПРИПОЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2317185C2 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЕВЫХ СПЛАВОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2297907C1 |
| Припой для пайки алюминия и его сплавов | 2016 |
|
RU2622477C1 |
| ФОЛЬГИРОВАННЫЙ МИКРОКРИСТАЛЛИЧЕСКИЙ ПРИПОЙ НА ОСНОВЕ АЛЮМИНИЯ | 2007 |
|
RU2338637C1 |
| МЕТАЛЛОКЕРАМИЧЕСКИЙ ПРИПОЙ ДЛЯ БЕСФЛЮСОВОЙ ПАЙКИ | 1979 |
|
SU803280A1 |

Изобретение относится к области порошковой металлургии алюминия и может быть использовано при получении паяных конструкций из алюминия и сплавов на его основе. Смесевой порошковый припой для пайки алюминия и сплавов на его основе содержит порошки сплавов Al-Si, Al-Cu, Al-Zn, Al-Mg и Al-Sn и имеет следующий химический состав, мас.%: кремний 9-12, медь 0,005-4,0, цинк 0,005-4,0, магний 0,005-1,5, олово 0,005-1,0, алюминий - остальное. Суммарное содержание меди и цинка в припое не превышает 7,0 мас.%, а общее количество меди, цинка, магния и олова составляет от 1 до 9 мас.%. Изобретение обеспечивает снижение температуры плавления припоя и возможность проведения процесса пайки при температурах ниже 570°С при повышении прочности паяного соединения. 6 з.п. ф-лы, 1 ил., 3 табл., 1 пр.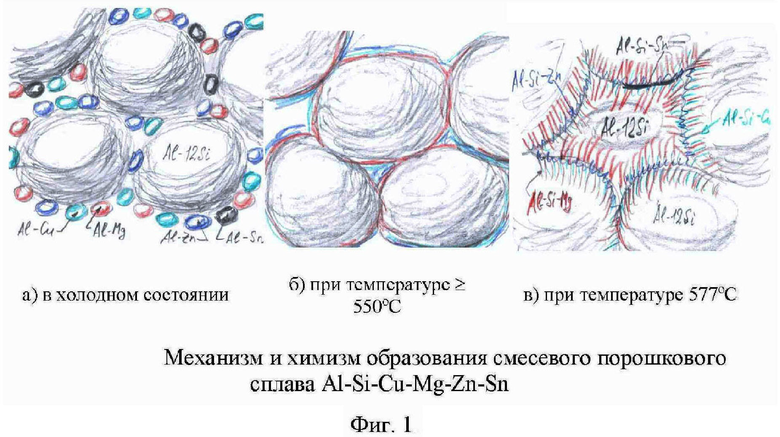
1. Порошковый припой для пайки алюминия и сплавов на его основе, содержащий в качестве основного компонента порошок сплава Al-12Si, отличающийся тем, что он дополнительно содержит порошки сплавов Al-Cu, Al-Zn, Al-Mg и Al-Sn.
2. Порошковый припой по п. 1, отличающийся тем, что содержание меди в порошке сплава Al-Cu составляет 24-42 мас.%, цинка в порошке сплава Al-Zn составляет 54-95 мас.%, магния в порошке сплава Al-Mg составляет 16-85 мас.%, олова в порошке сплава Al-Sn составляет 84-95 мас.%.
3. Порошковый припой по п. 1 или 2, отличающийся тем, что частицы порошка Al-12Si имеют крупность 40-140 мкм, а частицы порошков Al-Cu, Al-Zn, Al-Mg, Al-Sn имеют крупность 0,01-40 мкм, предпочтительно 0,01-10 мкм, при этом все порошки получены с использованием высокоскоростного охлаждения, например, газовым распылением расплава, для формирования равномерной структуры частиц.
4. Порошковый припой по любому из пп. 1-3, отличающийся тем, что содержание порошка сплава Al-Si составляет 80-99 мас.%, Al-Cu - до 10 мас.%, Al-Zn - до 10 мас.%, Al-Mg - до 10 мас.%, Al-Sn - до 5 мас.%.
5. Порошковый припой по любому из пп. 1-4, отличающийся тем, что он имеет следующий химический состав, мас.%: Si 9-12, Cu 0,005-4,0, Zn 0,005-4,0, Mg 0,005-1,5, Sn 0,005-1,0, алюминий - остальное.
6. Порошковый припой по любому из пп. 1-5, отличающийся тем, что суммарное содержание меди и цинка в нем не превышает 7,0 мас.%, а общее количество меди, цинка, магния и олова составляет не менее 1 и не более 9 мас.%.
7. Порошковый припой по любому из пп. 1-6, отличающийся тем, что он обеспечивает получение паяного шва, который представляет собой частицы сплава Al-12Si, связанные прослойкой в виде легкоплавкой эвтектики Al-Si-Cu-Zn-Mg-Sn переменного состава.
| СПОСОБ ПАЙКИ АЛЮМИНИЯ И МАТЕРИАЛ ДЛЯ ПАЙКИ АЛЮМИНИЯ | 1996 |
|
RU2164460C2 |
| ПАСТА ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2004 |
|
RU2263568C2 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2005 |
|
RU2285593C1 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ, КОМПОЗИЦИЯ ДЛЯ ПАЙКИ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2288080C1 |
| EP 0810057 A1, 03.12.1997. | |||

