to
со
{ Изобретение относится к технологии из- |готовления трансформаторов и дросселей и ожет быть использовано в электроте.хни- f ecкoй, радиотехнической, электронной про- Мышленности.
I Цель изобретения - повышение произ- |водительности труда путем упрощения технологии изготовления, обеспечение возможности максимальной автоматизации техноло- ического процесса.
Поставленная цель достигается тем, что :начала набирают центральный стержень иагнитопровода трансформатора или дросселя из пластин текстурованной электротехни- 1еской стали заданного сечения (например, трямоугольного) вставляют его в окно кар- аса для обмоток, вращением каркаса со :тержнем вокруг их оси наматывают об- йотки трансформатора или дросселя, затем зставляют два конца ленты электротехнической стали с диаметрально противоположных краев окна каркаса между стержнем Л стенкой окна каркаса параллельно пластинам стержня до совпадения торцов ленты н стержня, а затем вращением каркаса : обмотками с стержнем в плоскости, перпендикулярной плоскости вращения при на- иотке обмоток, наматывают ярмо магнито- тровода, а концы ленты электротехнической :тали приваривают к ярму точечной сваркой.
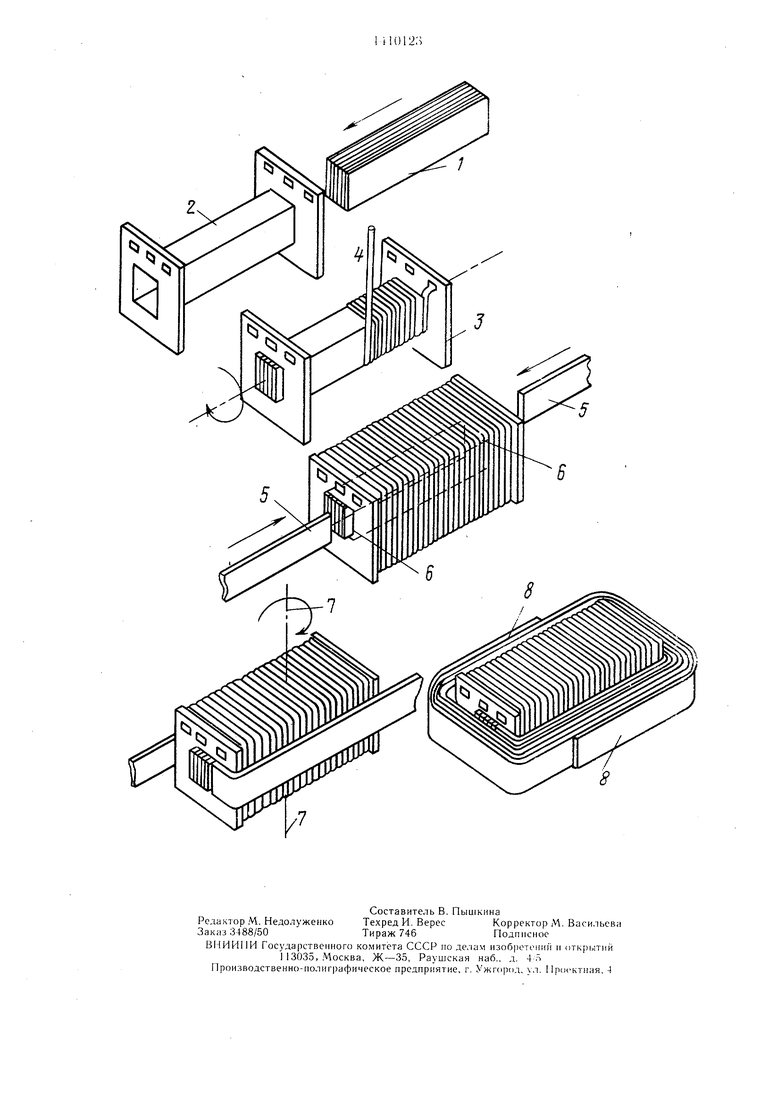
I На чертеже показана последовательность Операции способа и их геометрия. I Набранный из пластин текстурованной электротехнической стали центральный стержень 1 вставляют в окно каркаса для обмоток 2, затем вращением каркаса со стержнем 3 наматывают обмотки трансформатора или дросселя проводом 4. После намотки обмоток вставляют концы лент тек- |стурованной электротехнической стали 5 с (диаметральных противоположных краев окна 1каркаса 6 между стержнем и стенкой
окна каркаса параллельно пластинам стержня до совпадения торцов ленты и стержня, вращением каркаса с обмотками и стержнем в плоскости, перпендикулярной плоскости вращения при намотке обмоток, вокруг оси 7 наматывают ярмо магнито- провода, а концы лент 8 приваривают точечной сваркой. Допускается иная последовательность операций:сперва наматывают обмотки трансформатора или дросселя
О на каркас, затем набирают из пластин электротехнической стали и вставляют в окно каркаса центральный стержень, устанавливают концы лент в окно каркаса с диа.метрально противоположных краев меж5 ДУ стержнем и стенкой окна каркаса, наматывают ярмо магнитопровода вращением каркаса с обмотками и стержнем в плоскости, перпендикулярной плоскости вращения при намотке обмоток, приваривают концы ленты электротехнической стали к ярму точечной
0 сваркой.
Формула изобретения
Способ изготовления трансформатора или r дросселя, включающий изготовление магнитопровода, имеющего центральный стержень, и ярма, установку каркаса на стержень, намотку обмоток на каркас, отличающийся, тем, что, с целью повышения производительности за счет упрощения техноло- 0 гии изготовления, центральный стержень магнитопровода изготавливают набором пакета, намотку обмоток осуществляют при совместном вращении каркаса и стержня, после чего с противоположных торцов каркаса между стенками его окна и стерж- 5 нем вставляют два конца лент до совпадения их торцов с торцами стержней и образуют ярма путем вращения каркаса с обмоткой и стержнем в плоскости, перпендикулярной укладке обмотки.
8
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трехфазного трансформатора | 2016 |
|
RU2633960C1 |
| Магнитопровод | 1978 |
|
SU765892A1 |
| БЕСКОНТАКТНОЕ ТОКОСЪЕМНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ЭЛЕКТРОПИТАНИЯ НА ВРАЩАЮЩИЙСЯ ОБЪЕКТ | 1991 |
|
RU2007768C1 |
| ЭЛЕКТРОИНДУКЦИОННЫЙ АППАРАТ | 2003 |
|
RU2273910C2 |
| ТРАНСФОРМАТОР | 1994 |
|
RU2074435C1 |
| БРОНЕВОЙ МАГНИТОПРОВОД | 1992 |
|
RU2106711C1 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО КРИВОНОСОВА | 1992 |
|
RU2041515C1 |
| БРОНЕВОЙ МНОГОСТЕРЖНЕВОЙ МАГНИТОПРОВОД | 1993 |
|
RU2077082C1 |
| МНОГОСТЕРЖНЕВОЙ СТЫКОВОЙ МАГНИТОПРОВОД | 1991 |
|
RU2012939C1 |
| Способ изготовления трехфазного силового трансформатора | 2022 |
|
RU2789184C1 |
Изобретение относится к технологии изготовления трансформаторов или дросселей и может быть использовано в электротехнической, радиотехнической, электронной промышленности. Цель изобретения - повышение производительности за счет упрош,ения изготовления. Способ заключается в том, что набирают центральный стержень магнитопровода трансформатора или дросселя из пластин текстурованной электротехнической стали, вставляют его в окно каркаса для обмоток, вращением каркаса со стержнем вокруг их оси наматывают обмотки трансформатора или дросселя. Вставляют два конца ленты электротехнической стали с противоположных краев окна каркаса параллельно пластинам стержня между стержнем и стенкой окна каркаса до совпадения торцов ленты и стержня. Затем вращением каркаса с обмотками и стержнем в плоскости, перпендикулярной плоскости вращения при намотке обмоток, наматывают ярмо магнитопровода, а концы ленты приваривают точечной сваркой. 1 ил. (Л
| Способ изготовления кольцевых трансформаторов | 1978 |
|
SU792317A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бальян Р | |||
| X | |||
| Трансформаторы малой мощности.Л.: Судпромгиз, 1961, с | |||
| Механический грохот | 1922 |
|
SU41A1 |
