1
Изобретение относится к электрическим трансформаторам и аппаратам, в частности к конструкциям их магнитопровода.
Известны магнитопроводы электрических трансформаторов и аппаратов, состоящие из трех и более симметрично расположенных в пространстве стержней, к которым закреплены ярма {.
Недостатком этих конструкций является наличие стыкового немагнитного зазора между стержнем и ярмом, приводящего к повышенным потерям, повышенному расходу материала обмоток, к повышенному шуму при эксплуатации.
Известны также магнитопроводы электрических трансформаторов и аппаратов, выполненные без стыкового зазора между стержнями и ярмом, в котором стержни пространственно расположены и выполнены витыми из ленты электротехнической 2.
Недостатки таких конструкций - сложность и большая трудоемкость изготовления.
Цель изобретения - создание бесстыковой симметричной конструкции магиитопровода электрического трансформатора или аппарата, обладающей малой трудоемкостью изготовления.
Указанная цель достигается тем, что магнитопроврд, содержащий расслоенные ферромагиитные стержни и соединяющие их ярма, выполнен в виде спирального мотка рулонной ленты с выщтампованными на каждом слое окнами, наложенными друг на друга и образующими межстержневые окна.
В варианте исполнения предлагаемого магнитопровода, с целью улучшения магнитных характеристик при применении текстурованной стали с преимущественной маг10нитной ориентацией, вштампованные на рулонной ленте окна выполнены в форме прямоугольников, вытянутых вдоль длимы леиты.
В другом варианте исполнения предлагаемого магнитопровода, с целью увеличения
15 плотности стержней, вштампованные на рулонной- ленте окна выполнены овальной формы.
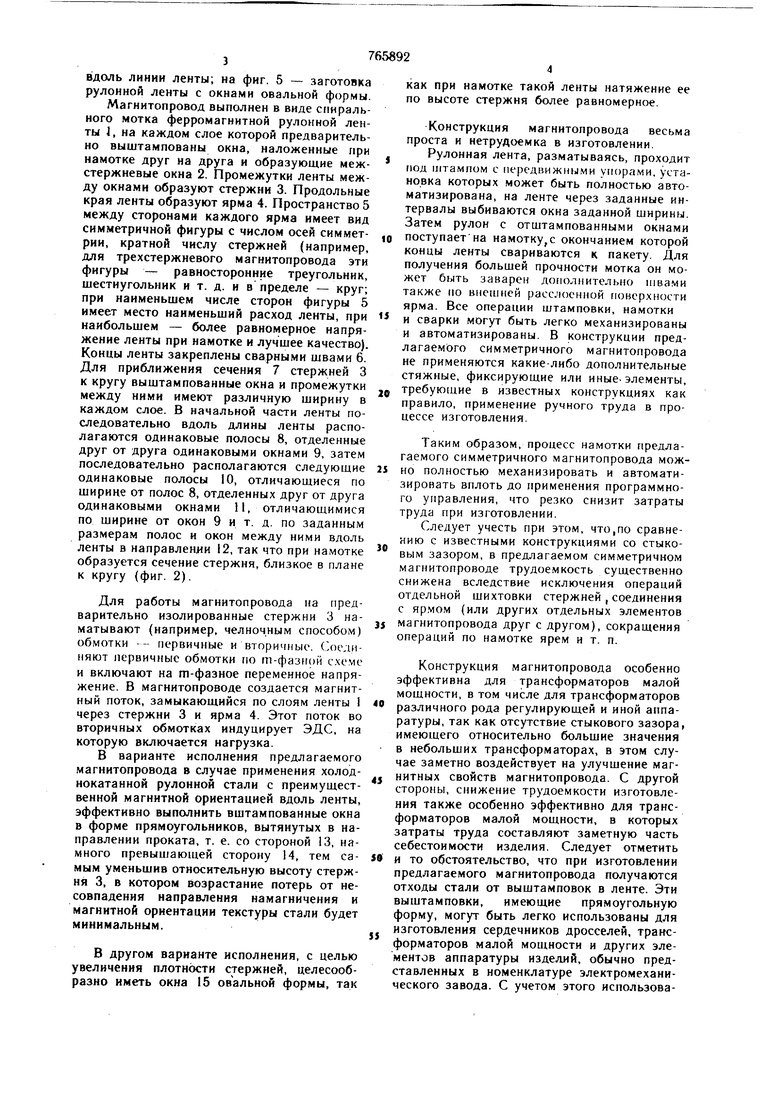
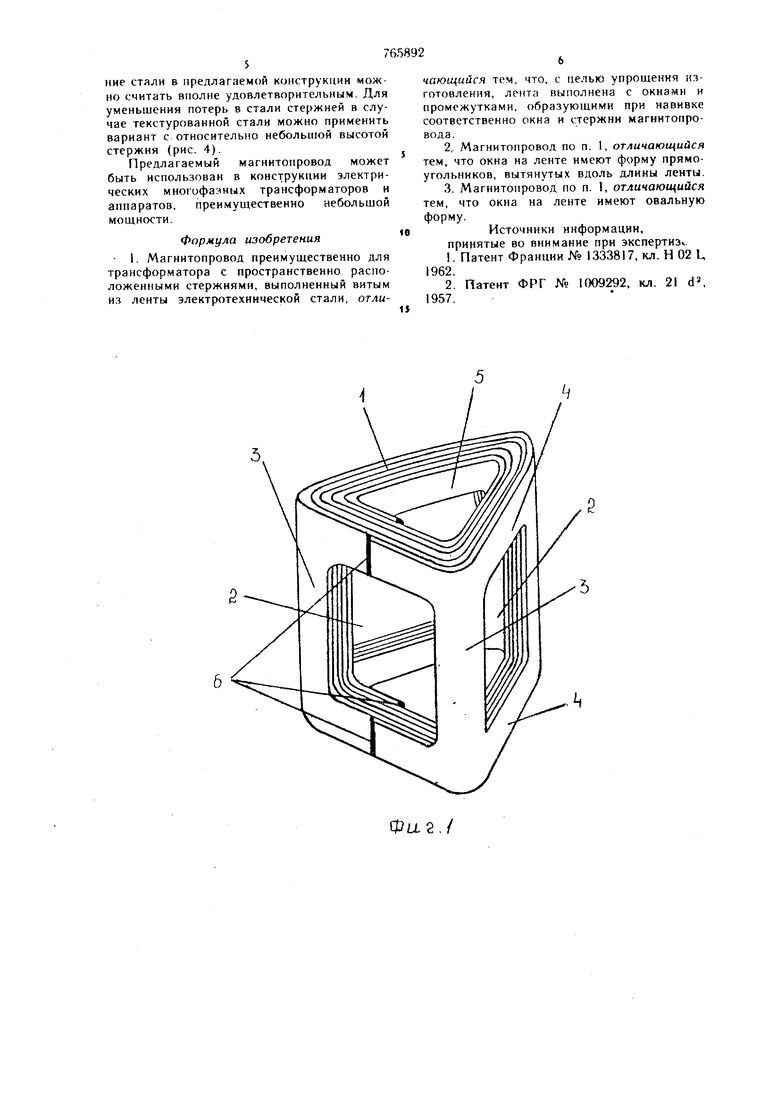
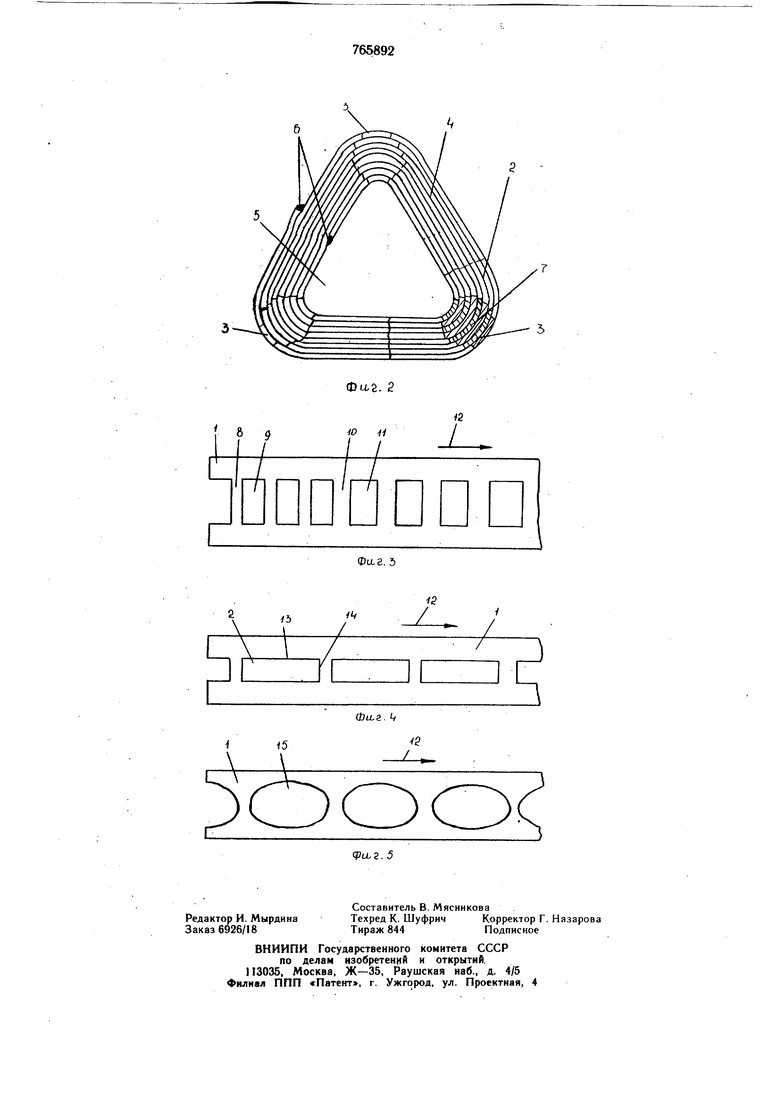
На фиг. 1 показан магнитопровод, общий вид; на фиг. 2 - магнитопровод с показом разреза стержня, в плане; на фиг. 3 -
20 заготовка рулонной ленты с выштампованными окнами для намотки магиитопровода; на фиг. 4 - заготовка рулонной ленты с окнами в виде прямоугольников, вытянутых ВДОЛЬ линии ленты; иа фиг. 5 - заготовка рулонной ленты с окнами овальной формы. Магнитопровод выполнен в виде спирального мотка ферромагнитной рулонной ленты 1, на каждом слое которой предварительно выштампованы окна, наложенные при намотке друг на друга и образующие межстержневые окна 2. Промежутки ленты между окнами образуют стержни 3. Продольные края ленты образуют ярма 4. Пространство 5 между сторонами каждого ярма имеет вид симметричной фигуры с числом осей симметрии, кратной числу стержней (например, для трехстержневого магнитопровода эти фигуры - равносторонние треугольник, шестиугольник и т. д. и в пределе - круг; при наименьшем числе сторон фигуры 5 имеет место наименьший расход ленты, при наибольшем - более равномерное напряжение ленты при намотке и лучшее качество). Концы ленты закреплены сварными швами 6. Для приближения сечения 7 стержней 3 к кругу выштампованные окна и промежутки между ними имеют различную ширину в каждом слое. В начальной части ленты последовательно вдоль длины ленты располагаются одинаковые полосы 8, отделенные друг от друга одинаковыми окнами 9, затем последовательно располагаются следующие одинаковые полосы 10, отличающиеся по ширине от полос 8, отделенных друг от друга одинаковыми окнами II, отличающимися по ширине от окон 9 и т. д. по заданным размерам полос и окон между ними вдоль ленты в направлении 12, так что при намотке образуется сечение стержня, близкое в плане к кругу (фиг. 2). Для работы магнитопровода на предварительно изолированные стержни 3 наматывают (например, челночным способом) обмотки -- первичные и вторичные. Соединяют первичные обмотки по m-фaзflpй с.хоме и включают на т-фазное переменное напряжение. В магнитопроводе создается магнитный поток, замыкающийся по слоям ленты 1 через стержни 3 и ярма 4. Этот поток во вторичных обмотках индуцирует ЭДС, на которую включается нагрузка. В варианте исполнения предлагаемого магнитопровода в случае применения холоднокатанной рулонной стали с преимущественной магнитной ориентацией вдоль ленты, эффективно выполнить вштампованные окна в форме прямоугольников, вытянутых в направлении проката, т. е. со стороной 13, намного превышающей сторону 14, тем самым уменьшив относительную высоту стержня 3, в котором возрастание потерь от несовпадения направления намагничения и магнитной ориентации текстуры стали будет минимальным. В другом варианте исполнения, с целью увеличения плотности стержней, целесообразно иметь окна 15 овальной формы, так как при намотке такой ленты натяжение ее по высоте стержня более равномерное. Конструкция магннтопровода весьма проста и нетрудоемка в изготовлении. Рулонная лента, разматываясь, проходит под штампом с иерсдЕшжными упорами, установка которых может быть полностью автоматизирована, на ленте через заданные интервалы выбиваются окна заданной ширины. Затем рулон с отштампованными окнами поступает на намотку,с окончанием которой концы ленты сварнваются к пакету. Для получения большей прочности мотка он может быть заварен дополнительно ншами также по внешней расслоенной поверхности ярма. Все операции штамповки, намотки и сварки могут быть легко механизированы и автоматизированы. В конструкции предлагаемого симметричного магнитопровода не применяются какие-либо дополнительные стяжные, фиксирующие или иные-элементы, требующие в известных конструкциях как правило, применение ручного труда в процессе изготовления. Таким образом, процесс намотки предлагаемого симметричного магнитопровода можно полностью механизировать и автоматизировать вплоть до применения программного управления, что резко снизит затраты труда при изготовлении. Следует учесть при этом, что,по сравнению с известными конструкциями со стыковым зазором, в предлагаемом симметричном магнитопроводе трудоемкость существенно снижена вследствие исключения операций отдельной шихтовки стержней , соединення с яр.мом (или других отдельных элементов магнитопровода друг с другом), сокращения операций по намотке ярем и т. п. Конструкция магнитопровода особенно эффективна для трансформаторов малой мощности, в том числе для трансформаторов различного рода регулирующей и иной аппаратуры, так как отсутствие стыкового зазора, имеющего относительно большие значения в небольших трансформаторах, в этом случае заметно воздействует на улучшение магнитных свойств магнитопровода. С другой стороны, снижение трудоемкости изготовления также особенно эффективно для трансформаторов малой мощности, в которых затраты труда составляют заметную часть себестоимости изделия. Следует отметить и то обстоятельство, что при изготовлении предлагаемого магнитопровода получаются отходы стали от выштамповок в ленте. Эти выштамповки, имеющие прямоугольную форму, могут быть легко использованы для изготовления сердечников дросселей, трансформаторов малой мощности и других элементов аппаратуры изделий, обычно представленных в номенклатуре электромеханического завода. С учетом этого использование стали в предлагаемой конструкции можно считать вполне удовлетворительным. Для уменьшения потерь в стали стержней в случае текстурованной стали можно применить вариант с относительно небольшой высотой стержня (рис. 4). Предлагаемый магнитопровод может быть использован в конструкции электрических многофазных трансформаторов и аппаратов, преимущественно небольшой мощности. Формула изобретения 1. Магнитопровод преимущественно для трансформатора с пространственно расположенными стержнями, выполненный витым из ленты электротехнической стали, отличающийся тем, что, с целью упрощения изготовления, лента выполнена с окнами и промежутками, образующими при навивке соответственно окна и стержни магннтопроБода. 2.. Магнитопровод по п. 1, отличающийся тем, что окна на ленте имеют форму прямоугольников, вытянутых вдоль длины ленты. 3. Магннтопровод по п. 1, отличающийся тем, что окна на ленте имеют овальную форму. Источники информации, принятые во внимание при экспертнз1. . Патент Франции № 1333817, кл. Н 02 U 1962. 2. Патент ФРГ № 1009292. кл. 21 d, 1957.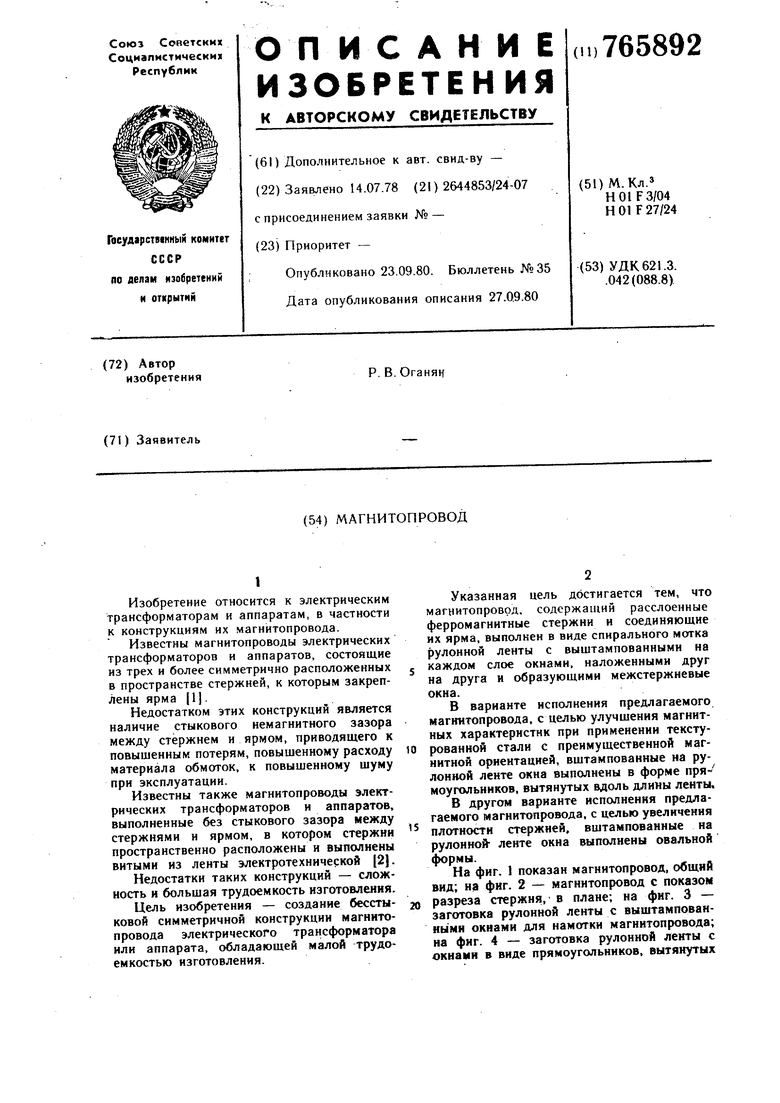
| название | год | авторы | номер документа |
|---|---|---|---|
| БРОНЕВОЙ МАГНИТОПРОВОД | 1992 |
|
RU2106711C1 |
| ПРОСТРАНСТВЕННЫЙ МАГНИТОПРОВОД | 1992 |
|
RU2081467C1 |
| ПЛОСКАЯ МНОГОФАЗНАЯ МАГНИТНАЯ СИСТЕМА | 2010 |
|
RU2444801C1 |
| ПРОСТРАНСТВЕННЫЙ СИММЕТРИЧНЫЙ МАГНИТОПРОВОД | 2008 |
|
RU2380780C1 |
| Магнитопровод индукционного аппарата | 1978 |
|
SU765893A1 |
| Трехфазный пространственный шихтованный магнитопровод | 2022 |
|
RU2796472C1 |
| Способ изготовления трансформатора или дросселя | 1986 |
|
SU1410123A1 |
| Планарный магнитопровод | 1990 |
|
SU1764088A1 |
| Трехфазный магнитопровод для электрических индукционных аппаратов и способ его изготовления | 1981 |
|
SU970493A1 |
| Шихтованный магнитопровод мощного трансформатора | 2023 |
|
RU2831486C2 |
I 8
«
w цI
