Предлагается холодильник сортовых прокатных станов, обеспечивающий наибольшую возможную производительность при данной площади холодильника и хорошую правку широкого сортамента проката при охлаждении. Для этого различные шаги перекладки проката достигаются за счет сочетания двух одновременно совершаемых независимых движений - постоянного по высоте подъема реек и изменяемого горизонтального перемещения, осуществляемого через отдельные кинематические цепи от одиого привода. При любом uiare перекладки взятие eтaллa с неподвижных реек и укладка его на них происходит по троектории, близкой к вертикали, что дает возможность прнмеиить зубчатые рейки, обеспечивающие хорошую правку проката.
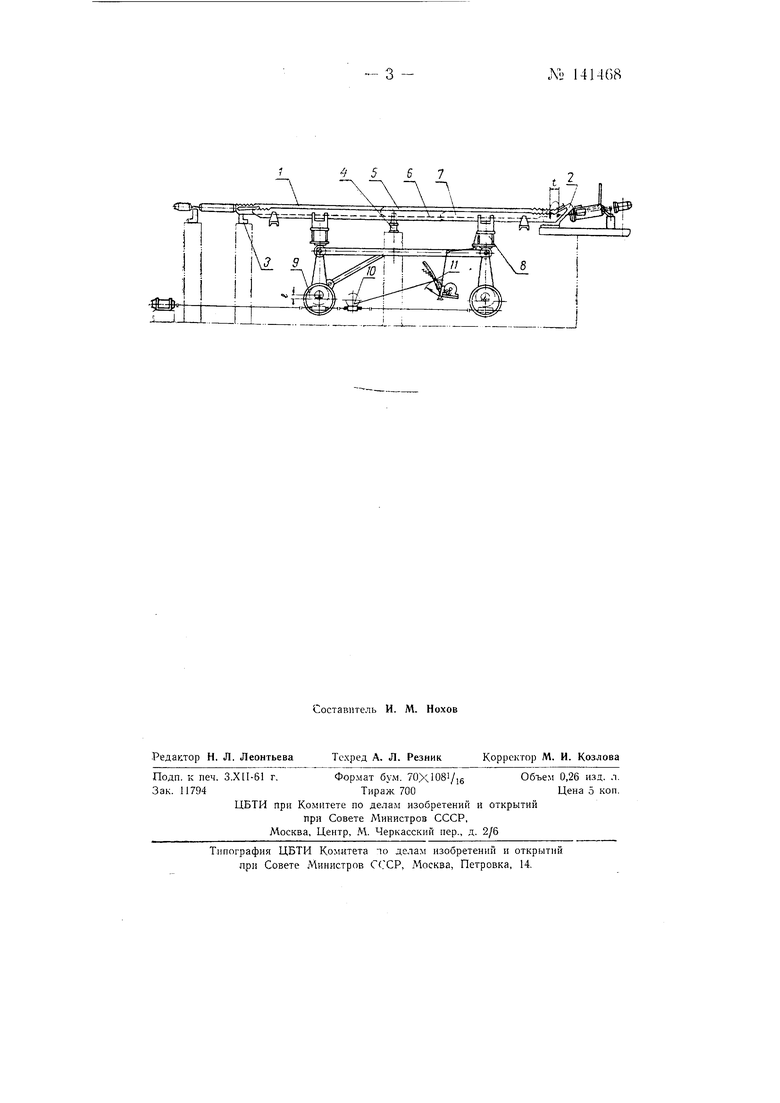
На чертеже показан предлагас.мый холодильник, общий .
Холодильник состоит из двух систем зубчатых реек: подвижиых и неподвижных. Обе системы со стороны поступления металла имеют у.меньшенный шаг расположения реек. Длинные неподвижные рейки / опираются на правильный желоб 2, раму 3 отводящего рольганга и среднюю опорную балку 4. Короткие неподвижные рейки 5 опираются на правильный желоб 2 и среднюю опорную балку 4. Положение неподвижных реек постоянно и при эксплуатации стана не регулируется. Система подвижных реек состоит из отдельных секций, включающих длинные рейки 6, короткие рейки 7 и поперечные балки 8. Длинные иодвижные рейки опираются на две поперечные балки, а короткие одним концом - на одну из поперечных балок, а вторым концом- на балку, иодвещенную к кониам длинных реек.
Прокат перемещается по холодильнику путем перекладки его с помощью подвижных реек. Шаг перекладки может изменяться в зависимости от размера охлаждаемого профиля. При движении подJvJy 141468-- 2 вижные рейки описывают траекторию по фор1ме близкую к эллипсу, причем размер эллипса по вертикали (подъем металла пад уровнем неподвижных реек и опускание иодвилспых реек ниже уровня неподвижных) постоянный, а по горизонтали (шаг перекладки) - переменный и кратный шагу зубьев на рейках. При принятой схеме регулировки практически осуп1,ествлено пятикратное изменение шага перекладки, например, для холодильника среднесортного стана от 75 до 375 мм.
Постоянный по высоте подъем реек осуш,ествляется с помощью четырех врашающихся эксцентриков 9, на которые свободно через промежуточные элементы онирается каждая секция подвижных реек. Переменное горизонтальное перемещение реек осуществляется с помощью привода от кривошипа 10 через кулисно-рычаж:ный механизм с изменяемым радиусом установки камня //. Для синхронизации оба перемещения производятся через редукторы с одинаковыми передаточными числами от одного двигателя. Независимо от установленного шага перекладки взятие проката подвижной рейкой из гнезда неподвижной рейки производится с помощью кулисы, по пазу которой перемещается при изменении ujara камень, соединяющий кулису с шатуном, по окружности с радиусом, равным длине шатуна. Радуис на кулисе описывается при положении кривошипа 10, соответствующем моменту контакта подвижной рейки с металлом при подъеме; изменения радиуса установки камня в куЛИсс осуществляются через ходовой винти червячный редуктор от специального электродвигателя, установленного на кронштейне, свободно подвешенном на валу, качаемом кулисой.
Предлагаемый холодильник позволяет осуществлять точную, по одной штуке, подачу проката на передающее устройство или непосредственно на отводящий рольганг и тем самым обеспечить автоматизацию дозированной подачи проката к правильным машинам и ножницам.
Предмет изобретения
Холодильник сортовых прокатных станов с изменяемым шагом перекладки проката по зубчатым рейкам, отличающийся тем, что, с целью обеспечения высокой производительности холодильника при охлаждении широкого сортамента проката, различные (кратиые) шаги перекладки проката достигаются за счет сочетания двух одновременно совершаемых независимых движений - постоянного по высоте подъема реек и изменяемого горизонтального перемещения, осуществляемого через отдельные кинематические цепи от одного привода; при любом шаге перекладки взятие металла с неподвижных реек и укладка его на них происходит по траектории, близкой к вертикали, что дает возможность применить зубчатые рейки, обеспечивающие хорошую правку проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| Реечный холодильник с регулируемым шагом укладки проката | 1973 |
|
SU452383A1 |
| ХОЛОДИЛЬНИК ДЛЯ ПРОКАТА | 1998 |
|
RU2131315C1 |
| Реечный холодильник с группированием проката | 1981 |
|
SU1138202A1 |
| Устройство для поштучной разборки пакета проката | 1981 |
|
SU1031550A1 |
| СПОСОБ СОРТИРОВКИ КУСКОВОГО МИНЕРАЛЬНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2103075C1 |
| Прибор для вычерчивания, построения и разметки деталей | 1930 |
|
SU49528A1 |