Изобретение относится к прокатному производству, в частности к конструкции реечных холодильников сортовых станов.
Известны холодильники для проката, содержащие параллельно размещенные попарно чередующиеся стационарные и подвижные перекладывающие рейки, рольганг для выравнивания проката на упоре. Ролики выравнивающего рольганга расположены между рейками в одну линию параллельно подводящему рольгангу холодильника. При поштучной передаче проката рейками он укладывается на ролики рольганга, где ему сообщается продольное перемещение к упору. На упоре прокат торцуется по переднему (заднему) концу, т.е. осуществляется его выравнивание (Патент Германии N 641743, кл. 7A 43/00, 1937)
Недостатком этого устройства является то, что при передачах на ролики выравнивающего рольганга с подвижных роликов и, наоборот, с роликов на подвижные рейки прокат движется с положительным или отрицательным ускорением и наблюдается проскальзывание поверхности проката относительно поверхностей роликов и реек, что приводит к повреждению поверхности проката. Каждый ролик выравнивающего рольганга приводится во вращение от индивидуального привода, что усложняет конструкцию рольганга. Кроме вышеизложенного, привод роликов находится в зоне воздействия нагретого проката, что приводит к снижению надежности холодильника.
Известны холодильники для проката, содержащие параллельно размещенные попарно чередующиеся стационарные и подвижные перекладывающие рейки, рольганг для выравнивания проката на упоре. Ролики выравнивающего рольганга расположены как стационарно, так и на подвижных перекладывающих рейках и размещены параллельно подводящему рольгангу холодильника. При промежуточной передаче проката в зоне выравнивающего рольганга ему сообщается продольное перемещение к упору. При этом прокат перемещается на рольганге непрерывно, находясь как на стационарных рейках (роликах), так и на подвижных рейках (роликах). На упоре прокат торцуется по переднему (заднему) концу, т.е. осуществляется его выравнивание (SU а.с. 740327, М.кл. B 21 B 43/02, Б.И. N 22, 1980).
Недостатком этого устройства является сложность конструкции. Кроме того, привод роликов находится в зоне воздействия нагретого металла, что приводит к снижению надежности холодильника.
Известен холодильник для проката, наиболее близкий к заявляемому по технической сущности, содержащий параллельно размещенные попарно чередующиеся стационарные и подвижные перекладывающие зубчатые рейки, выравнивающий рольганг, имеющий многоручьевые ролики с приводом их вращения, неподвижно установленные между рейками, и упор, расположенный перед рольгангом. В этом устройстве выравнивание достигается продольным перемещением проката рольгангом к упору при опущенных подвижных перекладывающих рейках, т.е. во время пауз между очередными перекладываниями реечной системы (Патент Швеции N 317638, кл. 7A 43/00, 1970).
Недостатком известного устройства является то, что при передачах ролики выравнивающего рольганга осуществляют перемещение проката во время его нахождения на стационарной реечной системе. При передачах проката наблюдается проскальзывание его поверхности относительно поверхностей многоручьевых роликов рольганга и несущих поверхностей подвижных перекладывающих реек, являющегося следствием движения проката к упору с положительным или отрицательным ускорением. Это приводит к повреждению поверхности проката, особенно о несущие поверхности подвижных перекладывающих реек.
Каждый ролик выравнивающего рольганга приводится во вращение от индивидуального привода, что усложняет конструкцию рольганга. Кроме этого, привод роликов находится в зоне воздействия нагретого проката, что приводит к снижению надежности холодильника.
Цель изобретения - повышение эффективности работы холодильника за счет обеспечения допустимого уровня положительных и отрицательных ускорений продольно перемещающегося к упору проката, возникающих при его передачах с помощью реечных систем холодильника, и исключения травмирования проката, повышение надежности холодильника, упрощение его конструкции, а также увеличение выхода проката с мерной длиной.
Для достижения указанной цели холодильник для проката, содержащий параллельно размещенные попарно чередующиеся стационарные и подвижные перекладывающие зубчатые рейки, выравнивающий рольганг, имеющий многоручьевые ролики с приводом их вращения, неподвижно установленные между рейками, и упор, установленный перед рольгангом, снабжен несущими балками, установленными под рейками холодильника поперек их расположению, на которых размещены подшипниковые опоры роликов рольганга, объединенных между собой и с приводов в группы с помощью гибкой упругой кинематической связи, выполненной в виде пластинчатой цепи, звездочек, насаженных на приводные хвостовики роликов и привода их вращения, расположенного под балкой, и отклоняющих звездочек, размещенных на балках в промежутках между роликами, и механизма натяжения цепи с амортизатором.
Наличие между приводом и роликами гибкой упругой кинематической связи с амортизатором позволяет обеспечить плавное изменение скорости вращения роликов при передаче проката с помощью реечной системы и ликвидировать травмирование его поверхности.
Расположение привода вращения под балкой с роликами позволяет практически ликвидировать влияние на его работу нагретого проката.
Конструкция холодильника для проката поясняется чертежами, где изображены:
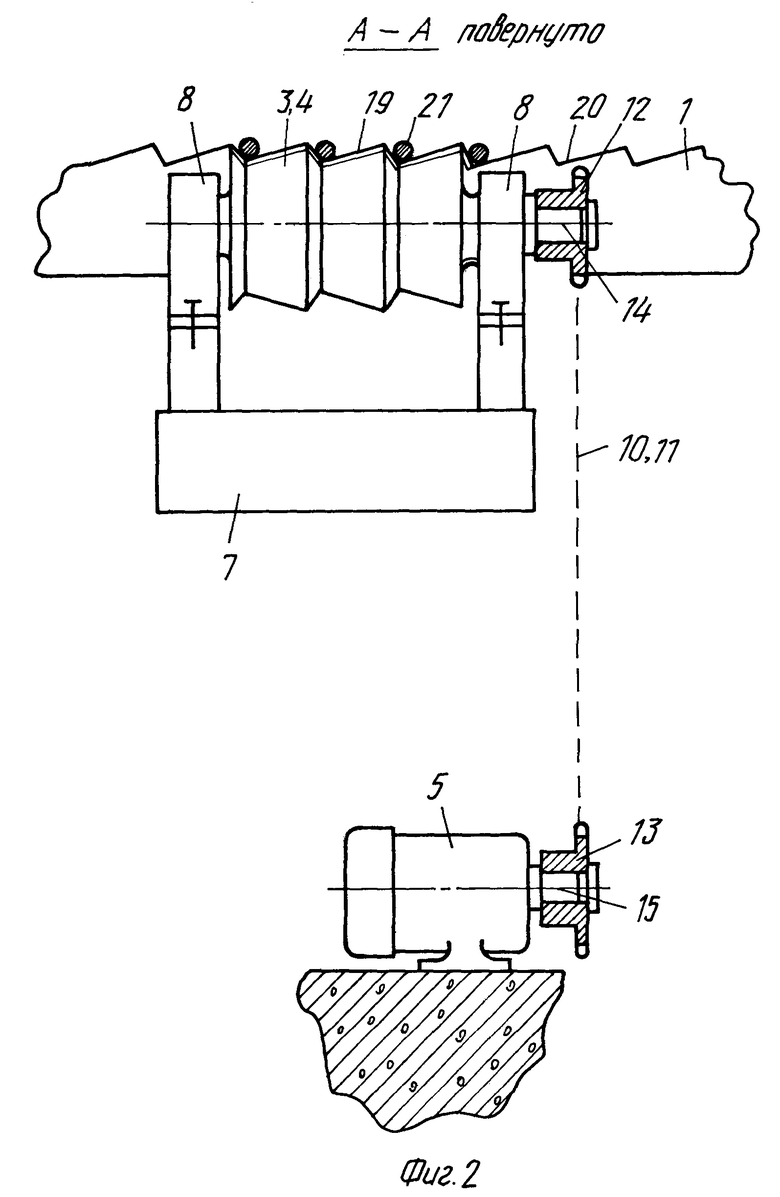
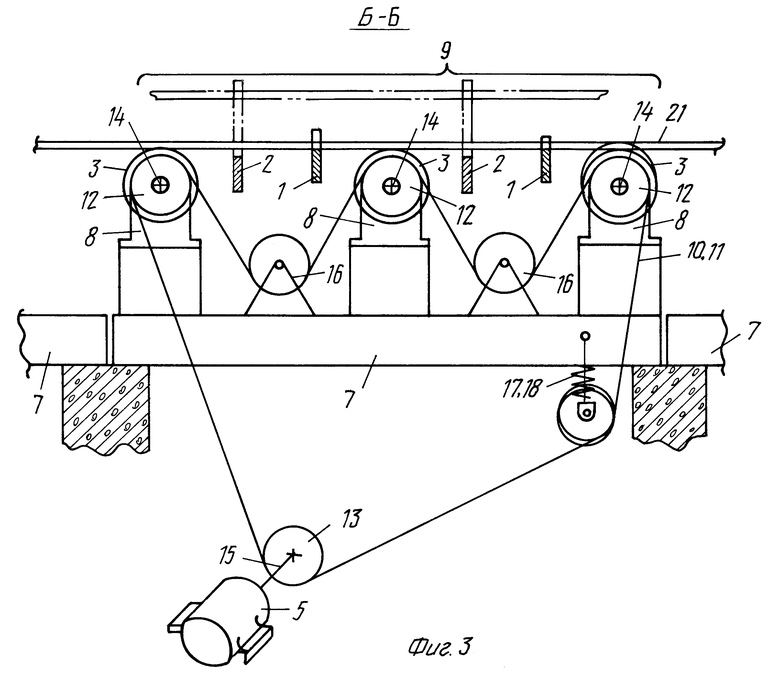
фиг. 1 - схема холодильника для проката, фиг. 2 - разрез А-А по ролику рольганга, фиг. 3 - разрез Б-Б по приводу роликов рольганга.
Холодильник для проката содержит параллельно размещенные попарно чередующиеся стационарные 1 и подвижные 2 перекладывающие зубчатые рейки, выравнивающий рольганг 3, имеющий многоручьевые ролики 4 с приводом 5 их вращения, неподвижно установленные между рейками 1, 2, и упор 6, расположенный перед рольгангом 3.
Холодильник снабжен несущими балками 7, установленными под зубчатыми рейками 1, 2 поперек их расположению, на которых размещены подшипниковые опоры 8 роликов 4 рольганга 3. Ролики 4 объединены между собой и с приводом их вращения в группы 9 с помощью гибкой упругой кинематической связи 10, выполненной в виде пластинчатой цепи 11, звездочек 12, 13, насаженных на приводные хвостовики 14, 15 роликов 4 и привода 5 их вращения, расположенного под балкой 7, и отклоняющих звездочек 16, размещенных на балках 7 в промежутках между роликами 4, и механизма 17 натяжения цепи 11 с амортизатором 18. Отклоняющие звездочки 16 обеспечивают свободное размещение пластинчатой цепи 11 под стационарными 1 и подвижными 2 перекладывающими зубчатыми рейками.
Бочки многоручьевых роликов 4 имеют биконические ручьи 19, соответствующие профилю впадины 20 зубчатых реек 1.
Холодильник работает следующим образом.
Прокатные полосы 21 подводящим рольгангом 22 поштучно подаются на холодильник. После торможения и остановки они неподвижными рейками 2 перекладываются на стационарные рейки в поперечном направлении к отводящему рольгангу 23. При перекладывании полосы 21 остывают и по достижении выравнивающего рольганга 3 приобретают достаточную жесткость для выравнивания по упору 6. Подвижные рейки, совершая круговое движение от эксцентрикового привода, укладывают полосы 21 на вращающиеся с заданной скоростью многоручьевые ролики 4 выравнивающего рольганга 3 в первые по ходу перекладывания ручьи 19. Полоса 21 разгоняется до скорости роликов 4 и транспортируется в продольном направлении к упору 6. При воздействии полосы 21 на ролик 4 происходит изменение длины упругой пластинчатой цепи 11 за счет изменения зазоров между звеньями цепи, деформации звеньев и наличия амортизатора 18, приводящее к плавному изменению скорости вращения роликов 4 и транспортируемой полосы 21. При этом отсутствует травмирование поверхности полосы 21. Полоса 21 затормаживается на рейках 2 до нулевой скорости в продольном направлении. Ввиду изменения длины упругой пластинчатой цепи 11 и амортизатора 18 происходит плавное изменение скорости полосы 21 относительно ручьев 19 роликов 4 и впадин 20 зубчатых реек 2 без травмирования поверхности полосы 21. Далее цикл повторяется на последующем биконическом ручье 19 ролика 4 и так далее до выравнивания конца полосы 21 по упору 6. После выравнивания полос 21 по упору 6 происходит дальнейшая транспортировка полос с помощью перекладывающих зубчатых реек 1, 2 в направлении к отводящему рольгангу, где они формируются в пачки для последующей порезки на мерные длины.
Пример осуществления изобретения.
На холодильник мелкосортного стана 250 с подводящего рольганга сбрасываются полосы проката с разбегом по переднему концу до 3 м. Выравнивающий рольганг имеет транспортную скорость 0,4 м/с. Для обеспечения транспортировки без проскальзывания полоса должна иметь ускорение, не превышающее величины k•g, где k - коэффициент трения горячего металла по стали (роликам рольганга, линейкам), g - ускорение свободного падения, k = 0,18-0,3, g = 9,81 м•с-1,
Тогда допустимое ускорение при транспортировке полосы без ее повреждения равно: a ≤ 1,77 - 2,94 м•с-1.
Время разгона полосы нулевой скорости до скорости транспортировки составляет: τ ≥ Vтр/a, где Vтр - скорость транспортировки, м/с, a - допустимое ускорение движения полосы, м•с-1, τ ≥ 0,136-0,226 c.
Путь, проходимый полосой за время разгона, торможения: S = 0,5a•τ2, S = 0,027 - 0,045 м.
При объединении в группу 3 роликов рольганга общая длина цепи составляет 6 м и при шаге цепи 25,4 мм.
Упругая деформация цепи составит ~50 мм при рабочем уровне натяжения цепи. Это позволяет сделать вывод, что изменение скорости вращения ролика и изменение скорости транспортировки полосы происходит в пределах упругой деформации цепи. Это, в свою очередь, означает, что полоса при циклах перекладывания перемещается к упору с допустимым уровнем ускорения, обеспечивающим транспортировку полосы без повреждения ее поверхности.
Использование изобретения позволяет повысить эффективность работы холодильника за счет обеспечения допустимого уровня положительных и отрицательных ускорений продольно перемещающегося к упору проката, возникающих при его передачах с помощью реечных систем холодильника, исключить травмирование проката, а также повысить надежность холодильника и упростить его конструкцию. В результате внедрения изобретения на холодильнике мелкосортного стана 250 увеличивается выход проката с мерной длиной.
| название | год | авторы | номер документа |
|---|---|---|---|
| Холодильник для проката | 1978 |
|
SU740327A1 |
| РЕЕЧНЫЙ ХОЛОДИЛЬНИК ДЛЯ МЕЛКОСОРТНОГО ПРОКАТА | 2002 |
|
RU2217253C1 |
| Машина для пакетировки и обвязки проволокой сортового проката | 1969 |
|
SU441992A1 |
| РЕЕЧНЫЙ ШАГАЮЩИЙ ХОЛОДИЛЬНИК ПРОКАТА | 1994 |
|
RU2090279C1 |
| Шагающий реечный холодильник для проката | 1991 |
|
SU1821256A1 |
| МАШИНА ДЛЯ ПАКЕТИРОВКИ И ОБВЯЗКИ ПРОВОЛОКОЙ, НАПРИМЕР, СОРТОВОГО ПРОКАТА | 1996 |
|
RU2100112C1 |
| Реечный холодильник с группированием проката | 1981 |
|
SU1138202A1 |
| ПРИЕМНЫЙ УЧАСТОК ХОЛОДИЛЬНИКА СОРТОВОГО ПРОКАТНОГО СТАНА | 2008 |
|
RU2368444C1 |
| Устройство для поштучной разборки пакета проката | 1981 |
|
SU1031550A1 |
| ПОДЪЕМНЫЙ СТОЛ | 1998 |
|
RU2138349C1 |
Изобретение относится к прокатному производству, в частности к конструкции реечных холодильников сортовых станов. Холодильник для проката содержит параллельно размещенные попарно чередующиеся стационарные и подвижные перекладывающие зубчатые рейки, выравнивающий рольганг и упор, расположенный перед рольгангом. Выравнивающий рольганг имеет многоручьевые ролики с приводом их вращения. Ролики неподвижно установлены между зубчатыми рейками. Холодильник снабжен несущими балками, установленными под зубчатыми рейками поперек их расположению. На несущих балках размещены подшипниковые опоры роликов рольганга. Ролики рольганга объединены между собой и с приводом их вращения в группы с помощью гибкой упругой кинематической связи и механизма натяжения цепи с амортизатором. Кинематическая связь выполнена в виде пластинчатой цепи, звездочек, насаженных на приводные хвостовики роликов и привода их вращения, и отклоняющих звездочек. Привод вращения роликов рольганга расположен под несущей балкой. Отклоняющие звездочки размещены на несущих балках в промежутках между роликами рольганга. Изобретение позволяет повысить эффективность работы холодильника за счет обеспечения допустимого уровня положительных и отрицательных ускорений продольно перемещающегося к упору проката и исключить травмирование проката. 3 ил.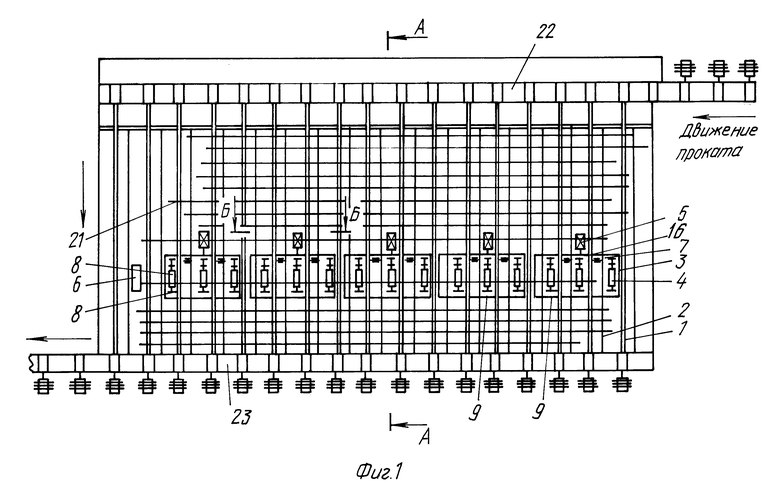
Холодильник для проката, включающий параллельно размещенные попарно чередующиеся стационарные и подвижные перекладывающие зубчатые рейки, выравнивающий рольганг, имеющий многоручьевые ролики, неподвижно установленные между рейками, с приводом их вращения, и упор, установленный перед рольгангом, отличающийся тем, что он снабжен размещенными под рейками поперек их расположению несущими балками, на которых установлены подшипниковые опоры многоручьевых роликов, объединенных между собой и с приводом их вращения в группы с помощью гибкой упругой кинематической связи, выполненной в виде пластинчатой цепи, звездочек, насаженных на приводные хвостовики роликов и привода их вращения, и отклоняющих звездочек, размещенных на балках в промежутках между роликами, и механизма натяжения цепи с амортизатором, при этом привод вращения роликов расположен под балкой.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННЬ[Х ИЗДЕЛИЙ | 0 |
|
SU317638A1 |
| DE 641743 C1, 11.02.37 | |||
| Холодильник для проката | 1978 |
|
SU740327A1 |
| Холодильник сортовых прокатных станов с изменяемым шагом перекладки проката по зубчатым рейкам | 1960 |
|
SU141468A1 |
| Реечный холодильник с группированием проката | 1981 |
|
SU1138202A1 |
| Реечный холодильник с регулируемым шагом укладки проката | 1973 |
|
SU452383A1 |
| Холодильник для проката | 1974 |
|
SU470325A1 |
| Автономный инвертор тока | 1991 |
|
SU1777220A1 |
| СПОСОБ ФОРМИРОВАНИЯ КОСТНОГО РЕГЕНЕРАТА ПРИ ЛЕЧЕНИИ ЛОЖНОГО СУСТАВА БОЛЬШЕБЕРЦОВОЙ КОСТИ | 2017 |
|
RU2645941C1 |

