ел
N3
СО
И:и)Г)нчч ии(. от11() к кабе. про- мыш.чениости, и чаггносги к устройстнам д,1я и.и отов. юния ленточных ка6е..1Ы1Ых изделий с изоляцией (обо. ючкой) из те)к) пластичиого магериа.и и;1и комбиииронаино- 10 (чпюгослойиого) ма ге)иа;1а, внутрен- ИИ11 слой Koropoi o ныиолиен из repMoii. iae i ич- иого )1ала, а иое. К дующие (oeHotial из лк)б()1Ч) известного Marefnia. ia.
Це.|ь изоГ))ете1ии повышение надеж- НОС1И Kaoe.ihHbix издели иутем иовьииения нр(чноети () Н1ва, лектрическ(П1 нроч- НОС1И и;о, 1яиии межд /кильно1 () н 1о 1ежутка, 1ен1 Н1ени1 на iHai ук,1адки гоко- || оводяни1Х жил.
На (1И1. 1 нрииедена схема ус i |)ойс iна . на ((ни. 2 сечение АЛ на (()иг. 1.
N c i содержит отдаюнин y3,iiii 1 Д.1Я пленок 2, нос.тедова 1 ел 1)НО асно. 1ожен- ные но ходу движения нижних 1лен()К 2 ро- ,1ик .5 для )eiлмировки угла охвата и.ченками обо рев ае о го о Г) ж ими о 1() вала 4. ролик г) д.тя разделе1П1Я пленок 2 и )егулировки рассгоя- ния H.iC HOK 2 Д(J обогре1() обжимно|Ч) вала -1. нанравляюниа |1олики fi и 7, межд KOTopiiivui проходя г токонроводянин жн- Л1,1 . Po.iHK 7 зак|нч1лен на рег, 1яторе Ч 11()/1оже1 НЯ.
N 3tM кои гак 1 но- И Плои(И1 сварки состоит 1 ( обжим Hoi o вала 10, со11ряженно|-о с обогре- заемым обжимным валом 4. Вал 10 закреи- /leii на регу, :яг()1е 11 но.южения н юкрыг г(. рмопластичным ма гериалом. Поверхности обжимных валов 4 и 10 выно.шены iipocfiH.ib- Н1,1ми с кон())игу ацией BI.ICTVHOB 12 н на- «1В 1 Л. сонря|аемые )O(j)и.lИ которых cooi- ветспг, 101 кон((1И1 у 1аци11 токонроводяших ЖН.1 8, ири этом paiHocTi) между величинами : . паза 1И на )еваем()м обжимном валу 4 н диаме1}1ом и.ш т олщино гокоп)оводи цей )1 8 меньн1е высот1)1 выступа 12 на обжимном Ba.iy iO.
N c |ioiic гво работает с.тедуюни1м образом ,
Пленкн 2 с ()-дак)Н1ИХ узлов I Mepef ролики .. Г) и I) Н()1:адак)т на поверхность обогреваемого обжимного ва.та 4. С HovioiiUiK) ро.чи- ка о регули)че1 ся yro.i охвата н.ченками обог |)еваемот обжимного вала 4, а с помощью )(),1нка () н|)онзводи гея )азде,1еиие H. ieHOK 2 п регу.тнруе гея рассюяние ii. ieiioK 2 до об()1 реиаемого обжимного ва.ча 4, чтг) ноз- во.1яет нроизводиП) pei у,1ир()вку режима в HUipoKOM днаназоне. Токоп)(1водяп1ие жн.ты
8, подаваемые с отдающею узла для жил 8, УК. 1адь1ваютея е иомони К) ро/ижа 6. Скороеп ь врани ния обогреваемо Ч) обжимного вала 4 и гемнс )атуру его нове()хности выбирают, ие- ходя из конкретных техно.кнднческих режимов сварки нленок и ееч(М1ия токопрово- ДЯ1ЦИХ жи;к 11од действием дав.тения и гемнерагуры в месте сон)яжения обжимных на.юв 4 и И) нрслп ходит ctsapKa н. К нок 2 и изо.тирование токонроводяших жи,т. li.iaro 0 даря гому, что обжимные валы 4 и 10 ВЬ1 но. 1непы II )оф и. 1И11О ванными, достигается н.ютное обио, 1акивание юконроводянгих жил по.тимерным .1ом н.пенок 2 н|1и сох)а- нении высокой гочиости ук. идки токонро- водяшнх жи. 1 8.
5
f opMi/.ni ii:t(npeгения
0
N4-T)oiicTiio Д.тя изго ювления .leHioHHi.ix
0 кабе. 1Ы1ьгх издели11, содержащее отдающие уз.чы для li. ieiiOK и токонронодяших жил, два направляющих p(j,-HiKa, узе.ч контакпю- ген. ювой ена)ки п.к иок, сосгояший из дв сопря1 аемых обжимных ва.юв, одлн из кого5 рых .1нен обогрс ваемым, о /личинпцеа .ч гем, что, с целью повышения надежiicjcrH ка- бе. 1ьных изде.1ий иутем увеличения нроч- 1К1С1И сварного шва, Ti. ieKrpHnecKoii нроч носги изоляции междужи. 1ьного нромежх 1ка и уменьшения на шаг к,|адки токо
0 |)оводяших ЖН.1. оно доно.пни ге.тыю снабжено ро.тикамн, н|1едпазначенпыми т.1Я ре- .1И|1овки угла охвата н. кшками обогреваемого обжимиого вала, |1азде.1ения H.ie-нок и piTy. iHpoBKii расстояния ILICHOK до ()6(iipe- ваемо| о обжимного lia. ia. ное. К Дован. 1ьно
5 расноложеннымн |;е)ед направляющими jio .:иками. нриче-м нос.педиие выио. шены с во; можносгьк) перемещения во взаимно iiefiiieii- днк.1ярных нанрав.лениях. обжимно11 ва.1 но- кры г термо11.таегнчн1)1м м.чте)на.1ом и выно.- нч -и с нозможностьк) перемешепня в (кч вом направл(.ч1нн о г носите.к., но o6oi реваемого ва- . la, поверхности обжимных ва. юв выно.1Нгн1,1 (})и, 1И)ованными с конфигурацией выст нов н назов, сопрягаемые профи.ти которых соответетву ют KCJHIJ) игу ранни токо11|1оводя5 IIU1X жи. к при :11ч)м разность междх luMii in- нами г. |убины наза на обогреваемом обжим ном иа.ту и диамегром и.1Н ro.iiiuiHoii юкп проводящей жи. меныне высо 1 ы иыс г на на обжимном Ba.iv.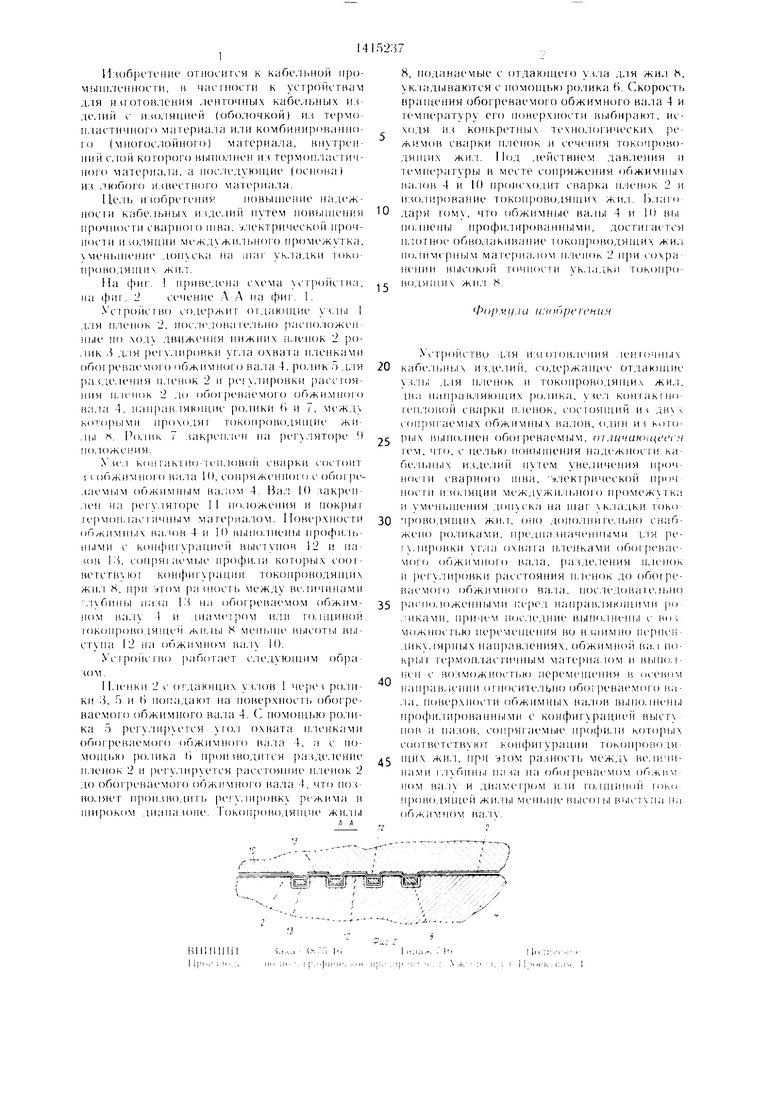
| название | год | авторы | номер документа |
|---|---|---|---|
| Нагревательно-охлаждающая система экструдера | 1986 |
|
SU1348205A1 |
| Весовой дозатор непрерывного действия | 1987 |
|
SU1515066A1 |
| Автоматическое устройство для насадки изоляционных колпачков на токоведущую жилу кабеля | 1948 |
|
SU81935A1 |
| Гребное колесо | 1984 |
|
SU1250502A1 |
| Устройство для изготовления ленточных кабелей | 1972 |
|
SU449380A1 |
| Соединитель с нулевым усилием стыковки | 1981 |
|
SU1415294A1 |
| Устройство для образования и заделки борозд | 1985 |
|
SU1340626A1 |
| Устройство для контроля плотности ткани | 1986 |
|
SU1379365A1 |
| Устройство для адаптивной временной дискретизации сигналов | 1986 |
|
SU1322345A1 |
| Привод шпинделей вертикально-шпиндельного хлопкоуборочного барабана | 1983 |
|
SU1347895A1 |

