Известио jiciipoficTBO для изготовления ленточных кабелей с пленочной изоляцией, содержащее «аправляющее и «атяжиое приспособления для лрО|Волок и лент и обжимные leaлы, поверхность одного из которых выполнеiH-a обогреваемой, а другого покрыта упругим теплостойким материалом.
Недостаток этих устройств заключается в том, что пленки касаются разогретого вала непосредственно на участке их сдавливаии-я, а натяжение токопроводящих жил регулируется иа отдатч-ИКе.
Предлагаемое устройство с целью повышения универсальности снабжено поворотным относительно оси обогреваемого вала рычагом с фИКсатором угла поворота, в -качестве упомянутых приспособлений применен укрепленный на рычаге ролик, между ребордами -которого выполнены чередующиеся кольцевые впадины и выступы, диаметры которых меньще диаметров реборд, причем ролик прижат « обогреваемому валу указанными ребордами.
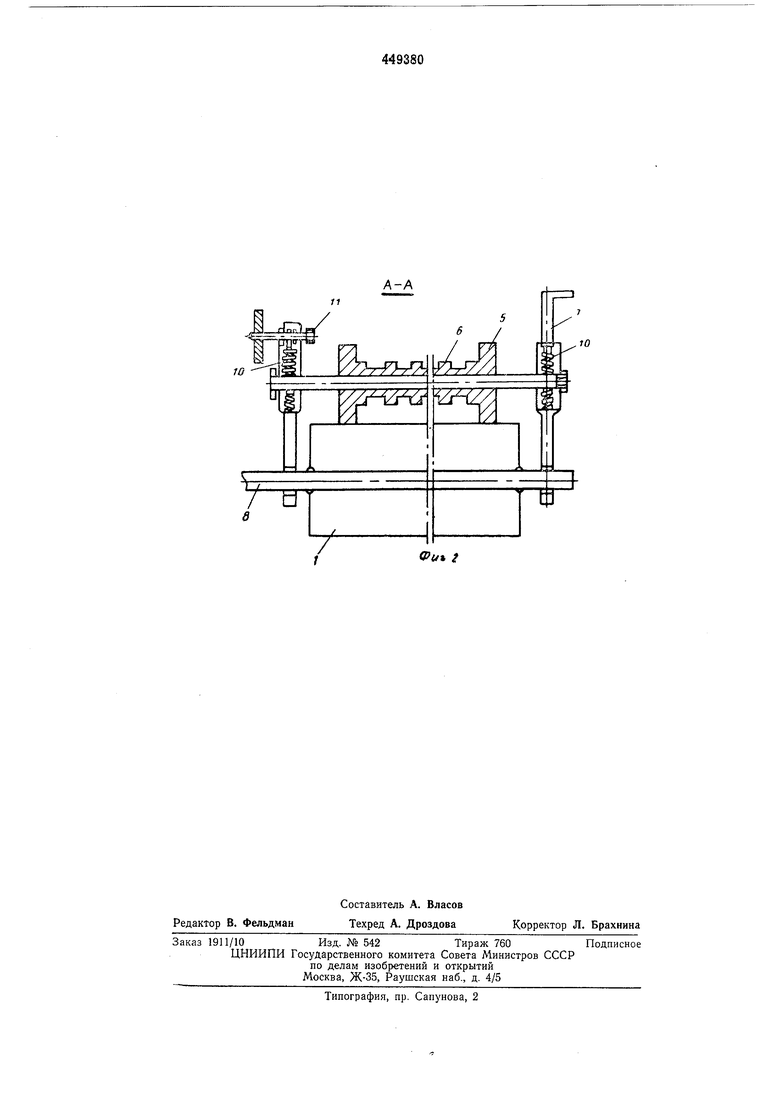
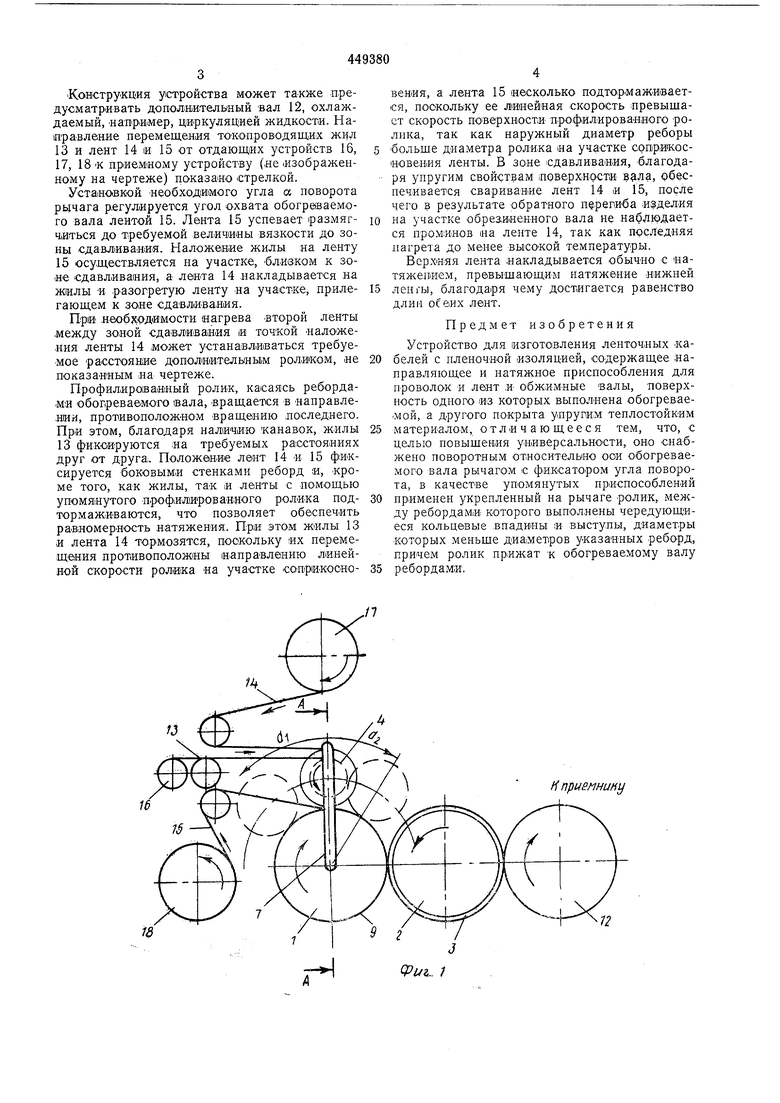
На фиг. 1 схематично изображено предлагаемое устройство, вид сбоку; на фиг. 1 - разрез по А-А основного узла на фиг. 1 предлол.енного ус1рой-ства.
;устройство для изготовления ленточных кабеле1 содержит обжим ные валы 1 и; 2, первый из которых выполнен обогреваемым, на поверхности другого имеется покрытие 3 из
2
теплостойкого упругого материала, в частности из теплостойкой резины. В качестве направляющих и тормозных приспособлений для проволок и лент использован профилированный
ролик 4 с ребордами 5 диаметра больше, чем выступы 6 на его поверхности. Ролик укреплен на рычаге 7, установленном с возможностью поворота и фиксацией на оси 8 вала и прижат к наружной поверхности 9 вала ребордами с помощью пружин 10. В зависимости от типа изготавливаеМОго кабеля и технологи-ческих режимов рычаг 7 может поворачиваться н-а тот или иной угол относительно оси 8 вала. После поворота на указанный угол рычаг стопорйтся фиксатором И.
На чертеже профильный ролик показан цельным, однако другие варианты могут предусматривать наборную из отдельных дисков Конструкцию упомянутого ролика. Ролик может быть выполнен также консольным (при малых ширинах ленточных кабелей), что облегчает возможность заправки.
В других вариантах конструкции предусмотрено покрытие рабочих поверхностей элементов ролика эластичными теплостойкими материалами с высоким коэффициентом трения.
Устройство может предусматривать приспособление для перемещения профильного ролика вдоль оси (на чертеже не показано).
Конструкция устройства может также предусматривать дополиительный вал 12, охлаждаемый, «anpiHiMep, циркуляцией жидкости. Направление пер-емещения тОКопрОводящих жил 13 и лент 14 и 15 от отдающих устройств 16, 17, 18К приемному устройству (де (изображенному на чертеже) показайо Стрелкой.
Установкой Необходимого угла а поворота рычага регулируется угол охвата обогреваемого вала лентой 15. Лента 15 успевает размягчиться до требуемой величины вязкости до зоны сдавливания. Наложение жилы на ленту 15 осуществляется на участке, близком к зоне сдавливания, а лента 14 .накладывается на жилы П рэзогретую ленту на участке, прилегающем к зоне сдавливания.
Пр1И .необ соДИМОСти нагрева Второй ленты .между зоной сда1ВЛИвания и точкой «аложения ленты 14 может устанавливаться требуемое расстояняе дополнителыным роликом, не показанным на чертеже.
Профилиро1ванный ролик, касаясь ребордам;и обогреваемо го вала, вращается в направле.нии, противоположном вращению .последнего. При этом, благодаря наличию канавок, жилы 13 фиксируются на требуемых расстояниях друг от друга. Положение лент 14 и 15 фя ксируется боковыми стенками реборд и, -кроме того, как жилы, так « ленты с помощью упомянутого профилированного ролика подтормаживаются, что позволяет обеспечить равномерность натяжения. При этом жилы 13 и лента 14 тормозятся, поскольку их перемещения противоположны направлению линейной скорости ролика на участке соприкоснонения, а лента 15 несколько подтормаживается, П|01окольку ее линейная скорость превышает скорость поверхности профилированного ролика, так как наружный диаметр реборы 5 больше диаметра ролика на участке соприкосновения ленты. В зоне сдавливания, благодаря упругим свойствам поверхности , рбеспечивается сваривание лент 14 и 15, после чего в результате обратного перегиба изделия на участке обрезиненного вала не наблюдается проминов на ленте 14, так как последняя нагрета до менее высокой температуры.
Верхняя лента накладывается обычно с «атяжепием, превышающим натяжение нижней ленгы, благодаря чему достигается равенство длин обеих лент.
Предмет изобретения
Устройство для изготовления ленточных кабелей с пленочной изоляцией, содержащее направляющее и натяжное приспособления для проволок и лент ,и обжимные валы, поверхность одного из которых выполнена обогреваеМой, а другого покрыта упрушм теплостойким
5 материалом, отличающееся тем, что, с целью повышения универсальности, оно снабжено поворотным относительно оси обогреваемого вала рычагом с фиксатором угла поворота, в качестве упомянутых приспособлений
0 применен укрепленный на рычаге ролик, между ребордами которого выполнены чередующиеся кольцевые впадины и выступы, диаметры которых меньше диаметров указанных реборд, причем ролик прижат к обогреваемому валу
ребордами. иг / Н приём и и ну
7
а
А-А
Ри г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления ленточных кабелей с пленочной изоляцией | 1976 |
|
SU610184A1 |
| Устройство для изготовления ленточных проводов | 1985 |
|
SU1381607A1 |
| Устройство для формирования металлической ленты в трубчатую оболочку с продольным сварным швом | 1972 |
|
SU506335A3 |
| ПЛОСКАЯ УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2387901C1 |
| Устройство для резки ленточного материала | 1989 |
|
SU1675958A1 |
| РУЧНЫЕ КЛЕЩИ ДЛЯ ОБЖАТИЯ | 2021 |
|
RU2835722C1 |
| Устройство для намотки полосового материала | 1990 |
|
SU1710161A1 |
| Устройство для упаковки штучных изделий ленточным материалом | 1978 |
|
SU765121A2 |
| КАНАТНО-ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2008 |
|
RU2375284C1 |
| ЛЕНТОЧНЫЙ ПРЕСС-ФИЛЬТР ДЛЯ ОБЕЗВОЖИВАНИЯ ШЛАМА И ИЛА | 1998 |
|
RU2161525C2 |