Для измерения длины и скорости движущегося в потоке проката известны: контактный способ, использующий контактные ролики, вращающиеся благодаря контакту с движущимся прокатом и выдающие на счетчики количество импульсов, пропорциональное длине проката, и электрооптический способ, использующий засвечивание определенного количества фотосопротивлений, пропорционально отклонению длины от заданной базы.
Недостатками контактного способа являются малая точность и износ контактных элементов, а электрооптического - необходимоегь предварительной задачи базы и малая точность измерений.
Предлагается способ бесконтактного измерения длины и скорости движущегося в потоке проката, исключающий указанные выще не достатки и позволяющий повысить точность измерений.
Сущность предлагаемого способа состоит в том, что, благодаря применению магнитографического метода с обратной связью, на движущемся прокате получаются магнитные метки на всегда равных заданных расстояниях друг от друга.
Осуществление предлагаемого способа достигается установкой двух магнитных головок, одна из которых является источником одиночных электромагнитных импульсов, выдача которых через блок связи разрещается расположенной за ней по ходу прокатки приемной головкой тогда, когда на нее поступает сигнал от нанесенной первой головкой магнитной метки на движущемся прокате.
Таким образом, расстояние двумя магнитными метками не зависит ни от величины, ни от изменения скорости прокатки и определяется только взаимным расположением головки-обметчика и головкиприемника.
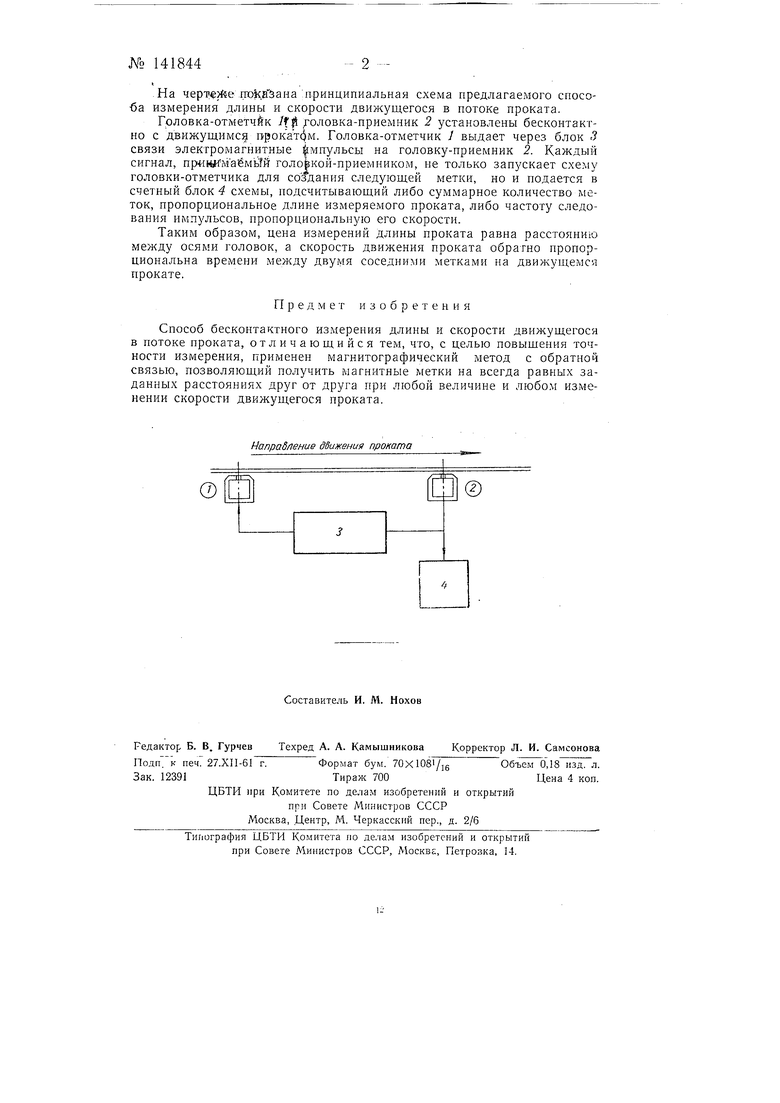
На черт€)йе, принципиальная схема предлагаемого способа измерения длины и скорости движущегося в потоке проката.
Грловка-отметчЙк /fj / оловка-приемник 2 установлены бесконтактно с движущимся гррокат м. Головка-отметчик / выдает через блок 3 связи электромагнитные | мпульсы на головку-приемник 2. Каждый сигнал, np4-i№Wi iaeMbffl голоЬкой-приемником, не только запускает схему головки-отметчика для создания следующей метки, но и подается в счетный блок 4 схемы, подсчитывающий либо суммарное количество меток, пропорциональное длине измеряемого проката, либо частоту следования импульсов, пропорциональную его скорости.
Таким образом, цена измерений длины проката равна расстоянию между осями головок, а скорость движения проката обратно пропорциональна времени между двумя соседними метками на движущемся прокате.
Предмет изобретения
Способ бесконтактного измерения длины и скорости движущегося в потоке проката, отличающийся тем, что, с целью повышения точности измерения, применен магнитографический метод с обратной связью, позволяющий получить магнитные лгетки на всегда равных заданных расстояниях друг от друга при любой величине и любом изменении скорости движущегося проката.