Изобретение относится « фотодинамическому бесконтактному способу измерения поперечного размера горячего нроката (высоты, -ширины и диаметра).
Известные способы бесконтактного замера поперечных размеров горячего проката различных профилей узко специализированы.
Предложенный фотодинамический бесконтактный способ позволяет с заданной точностью измерять ширину листа или полосы, сторону квадрата, диаметр круга или наружный диаметр трубы в горячем состоянии непосредственно после рабочей клети прокатного стана.
Описываемый способ отличается тем, что для экономии металла поперечный размер горячего проката ореобразовывают в напряжение П-образной формы вращающимся тубусом, расположенным около измеряемого раската «а таком фиксированном расстоянии, чтобы из центра вращения тубуса измеренный размер просматривался под углом, половину значения которого приравнивают тангенсу половины этого угла с ошибкой, не превышающей заданную точность измерения. При этом производится заполнение П-образного импульса размера определяемыми впоследствии пересчетным устройством масштабными импульсами. Частота последних электронно синхронизирована с частотой развертки путем умножения промышленной частоты до частоты масштабных импульсов или путем деления последних до частоты питания двигателя. Это при любых скоростях прокатки с любой практически необходимой точностью дает возможность получать результат в дискретной форме, удобной для ввода в вычислительные машины, могушие производить с ним необходимые логические операции.
№ 147988-2Для осуществления способа у рабочей клети прокатного стана устанавливают считывающее устройство на постоянном расстоянии, выбранном таким образом, чтобы угол, РОД «оторым просматривается половина ширины или диаметра измеряемого раската, был не более 3,5-4°.
Считывающее устройство представляет собой тубус, вращающийся в плоскости, перпендикулярной движению раската. Тубус имеет щелевую диафрагму, через которую световой иоток во время просмотра раската объективом (при повороте объектива на определенный угол) попадает через неподвижное зеркальце на неподвижный светочувствительный малоинерционный элемент. С этого элемента снимается П-образный импульс, длительность которого пропорциональна времени засветки фоточувствительного элемента, т. е. величине угла, под которым просматривается измеряемый раскат.
Длительность полученного от светочувствительного элемента П-образного импульса, которая пропорциональна измеряемому размеру, должна быть измерена с высокой точностью, для чего данный П-образпый импульс можно заполнить масштабными импульсами высокой частоты с последующим их просчетом.
Полученная от светочувствительного элемента форма импульса не будет прямоугольной. Поэтому после заполнения этого импульса размера масштабными импульсами высокой частоты при просчете часть из них в начале и в конце П-образного импульса размера может быть утеряна. Для устранения этого недостатка П-образный импульс размера сформировывают таким образом, чтобы длительность его фронтов была меньше длительности масштабного импульса, а полная длительность П-образного импульса не была искажена. Это формирование достигается при помощи широкополосного усилителя с большим коэффициентом усиления:
Для ликвидации, влияния светящейся вокруг раската короны на длительность П-образных импз льсов размера перед светочувствительным элементом считывающей системы устанавливают светофильтр и выбирают светочувствительный элемент с соответствующей спектральной характеристикой. Если длительность П-образного импульса размера будет больще истинного размера, то влияние короны устраняют подбором режима ламп усилителя (подбором соответствующего напряжения смещения на сетки ламп).
Длительность полученного таким путем П-образного импульса размера при неизменных условиях (размер раската и расстояние между ним и считывающей системой постоянны) зависит от скорости вращения тубуса, приводимого в движение электродвигателем, скорость которого является переменной во времени. Частота масштабных импульсов, полученных от отдельного генератора, также не стабильна. Поэтому при изменении длительности П-образного импульса размера просчетом количества уложивщихся в нем во времени масштабных импульсов неизбежны погрешности.
Для получения высокой точности длительности П-образных импульсов размера частоту масштабных импульсов синхронизируют с частотой вращения тубуса электронной синхронизацией. С этой целью синхронный двигатель, вращающий тубус считывающей системы, приводится во вращение при промышленной частоте в 50 гц. Частоту масштабных импульсов получают последовательным умножением этой промышленной частоты.
При таком способе привязки частоты масштабных импульсов к частоте промышленной сети любой уход последней, приводяш.ий к изменению частоты вращения двигателя, будет строго соответствовать изменению частоты масштабных импульсов.
Полученные и сформированные П-образные импульсы размера по,дают на соответствующую схему. На эту же схему совмещения непрерывно подается частота масштабных импульсов. На выходе схемы получаются пакеты масштабных импульсов, количество которых соответствует измеряемой ширине или диаметру раската. Эти имиульсы подаются на пересчетное устройство, «сброс которого осуществляется от дополнительного спускового устройства, запускаемого задним фронтом П-образного .импульса длины.
Результат счета используется в качестве команды на нажимной механизм прокатных валков в случае автоматизации процесса поддержания заданного режима обжатия. Кроме того, результат счета при необходимости может быть выдан после соответствующих преобразований на любое регистрирующее устройство или на цифровое табло, выполненное, например, на цифровых индикаторах тлеющего разряда типа ИН-1.
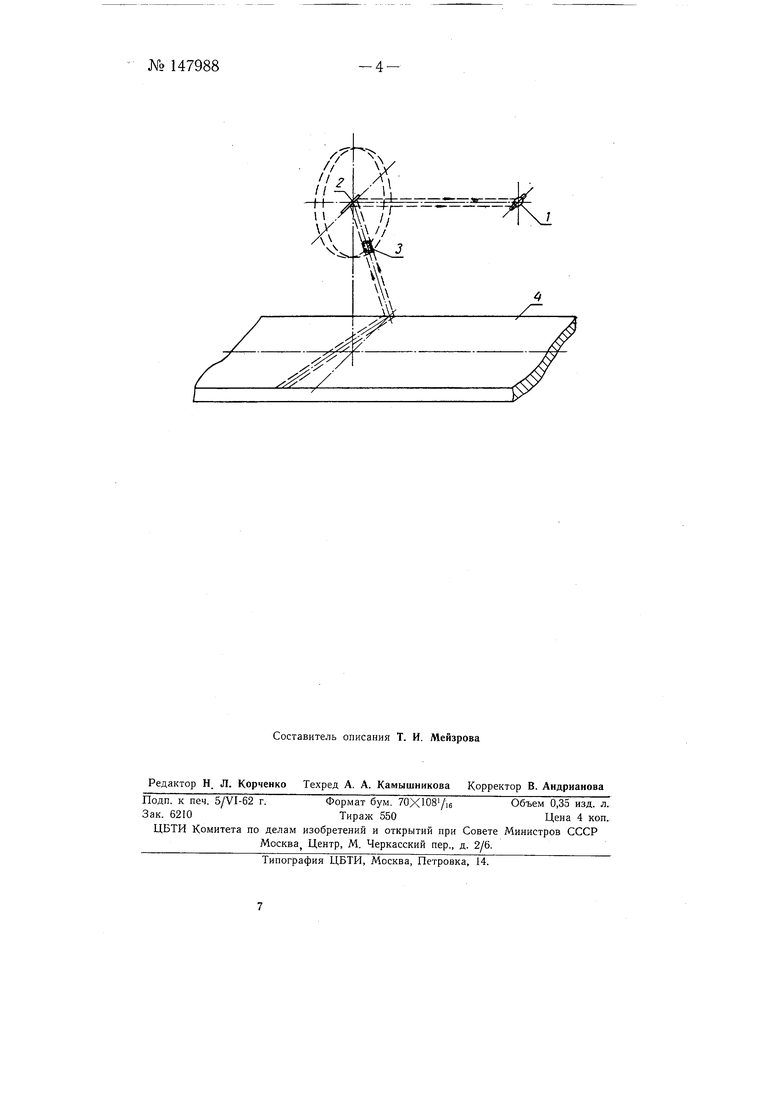
Принципиальная схема прибора для осуществления предлагаемого способа показана на чертеже.
Прибор состоит из светочувствительного элемента /, неподвижного зеркала 2 и диафрагм , установленных у рабочей клети прокатного стана над раскатом 4.
Предмет изобретения
Фотодинамический бесконтактн ш способ измерения поперечного размера горячего проката (высоты, ширины и диаметра) непосредственно в потоке, отличающийся тем, что, с целью экономии металла, осуществляют преобразование поперечного размера горячего проката в напряжение П-образной формы вращающимся тубусом, расположенным около измеряемого раската на таком фиксированном расстоянии, чтобы из центра вращения тубуса измГеренный размер просматривался под углом, половина значения которого приравнивается тангенсу половины этого угла с ошибкой, не превышаюшеи заданную точность измерения, и заполнением П-образного импульса размера определяемыми впоследствии пересчетным устройством масштабными импульсами, частота которых электронно синхронизирована с частотой развертки изображения путем умножения промышленной частоты до частоты масштабных импульсов или путем деления последних до частоты питания двигателя, что при любых скоростях прокатки с любой практически необходимой точностью дает возможность получать результат в дискретной форме, удобной для ввода в вычислительные машины, могущие производить с ним необходимые логические операции.
-3-№ 147988
| название | год | авторы | номер документа |
|---|---|---|---|
| Фотодинамическое бесконтактное устройство для измерения длины горячего раската | 1961 |
|
SU144608A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2254181C1 |
| ВЕРТИКАЛЬНЫЙ ВАЛОК | 1988 |
|
SU1603595A1 |
| СПОСОБ ЗАДАНИЯ СКОРОСТНОГО РЕЖИМА НЕПРЕРЫВНОЙ ГРУППЫ ПРОКАТНЫХ КЛЕТЕЙ СТАНА ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛА С ОБЕСПЕЧЕНИЕМ МИНИМАЛЬНОГО НАТЯЖЕНИЯ В МЕЖКЛЕТЕВЫХ ПРОМЕЖУТКАХ | 2002 |
|
RU2198753C1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ БОЛЬШОГО ДИАМЕТРА | 1999 |
|
RU2190487C2 |
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ | 1999 |
|
RU2166388C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ТОНКИХ ПОЛОС НА МНОГОКЛЕТЕВОМ СТАНЕ | 2003 |
|
RU2238809C2 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |