Фиг. 7
Изобретение с; Т :;оси1-ся к mViKo- строению и может быть испогъ;-оБ;- 1-1о при обработке мет аллоз рк -г не:- или поверхностным плас : ически--; деформированием.
Целью изобретения являг УС; рс.с-- ширенке технологических вояможкс-стей к повышение стойкости инс умен г-a за счет интннсификап.ии про : e; ;;:;ci испарения „
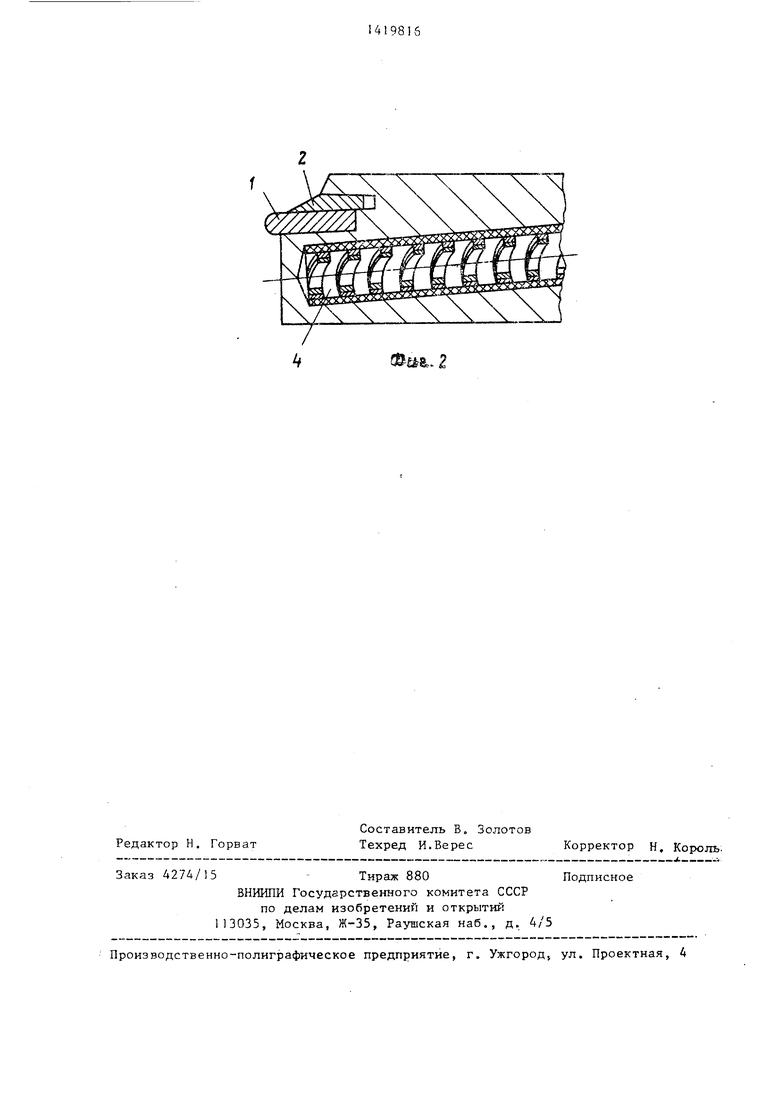
На фиг„ 1 изображен предлагаемый рп-1струмен г применительно к обрп лотке резанием; на фиг, 2 -- прль; ( ительпп к обработке поне pк ocтны i КИМ деформировакие7.1
Инструмент содержит лас : ин-;, 1 .. закрепленную клином 2 на х ержанке 3 внутри KOTOpoii вьнюлнен герме,.нь)й канал А. Стен и кана1;а вы.гю жень: эласти Нь1 1 нористы 1атериг;. О1ч: (ф(-;ти лем) 5,. Фити;ьъ b заноз: -.;:; жидкость ; и ноджимается к сте :асам стверстг: -; державки 3 распорным элементом s де биметаллической Г1ружи :ы 6, Сло й материала 11ру7ки - ы с мень ;пии ког;(1зфи-- н,йентом лннейнот о рас:инречтия /, на-- примср медь, контактирует с ctuTSLneH, а с большим 8, например п;«к, распо-- ло:-::еи с 3riyTpe5iHeu стороны :1ружинь) 6 и выполнен пе земенного попереч ого сечения, поетепелно умен лцающегося в направлении от золь) нагрс ;,;.
Пластина може быть я з ;о -л(:;:М обработки реяанкем иг и для обра5о - ки новерхттост; ым н.ластячес1.л-п---; .тефор- мнрованлшм методом зыгла/кявания, Ь послер.нем случае нлас ина :игг ачина- етея тю без остр1::х yrj:OJ3,
Пробка 9 герметиз 1руе 1 /сагимл 4,
В процессе Ч бработки )-ег:ло ioc i:y - пает в нластину 1 и -лараа а ч: IK сЬитиль 5 пропитанный хилко.,, ;Чдикост:з исгк;р5:етгя из ,i:p фигалч Ь и ее нары устремляются холодной части державки 3, нагрег ая npy/ia-ray b царь кондеь сируютса и по фит ;лю 5 зоавращаются х ггаг ров;:,, При превышении зоны иснароаи), под
капиллярных сил фитиля Ь ci; недостаточно для подъема -ккцкостл ь требуемом количестве к ma,oT--iH.j ,. Температура пластины 1 , лара Г ру жины 6 повышаются„ s результате чегс нру:;ккна 6 утзеличивает свой .диамет-- ральныт размер, унлотняя фктк Ц) 5. Размер нор фитиля 5 y ehЫJQaeтcя л
riruCOTa {TorT nei-u; ха-црчости но нему уве- ;1нчив.ается, Происходит интенсифика- ;ий процесса испарения и температура s заме обработки уменылается до опти- :альном,; что привоцнт к упеличе- Ию Стойкости jiHCTpyi . eHTa. Занижение зо- испарения от1- осительп,а so ib; кон- .аеисадн; зызывает обратный процесс
За счет нерааномерного увеличения ,гиаметра npyxii ; 6 принимает форму усеченно1 О конуса и поджимает фитиль :; K стенкам отверстия державки 3 с различным усилием на различных участках, Фи.тиль 5 ;7риобретает переменн,ую 1/ористость. каксимальн по Б зоне конденсации и MHKHMaHbViyro в зоне исла- рения. Таким образом, за счет ПИЯ ит;1осительно больг их пор в зоне кондез сядии и относи ель -o малых 1ор 1 зоне испарен- я, л;и.а,ость быстрее перетекает по 5. Это равносильно увеличению скорости ее кру-- говорота и и;-гге:нсиф;.-;кадии теплообмена, Изоб.ротение позволяе расширить технологические возможности и уве- ; ;ичить стойкости, инструмента, что гури Гзодит к затра Т на его приобретение 5 повысить произноди- те. ЛмНость. Л качество обработки, уа- ; остить конструкцию рездов, повысить на.цежнпст - инс пуме1-1та ,
г е н и я
Метаг :1ообраб-чтыяа10 1 ай инструмент . температурной стабилизанией содер- ,;, aiHM нласти1 у, закрет ленную на корпусе держанки, внутри которО й вь ПО Л- ал герметичный кана.п с нольгк эластичным нористым фитилем, заполнен- аьгм тениюносителем и Г1оджимаемым к с.те:;1 ам корп-, са распорным з;:ементом5 7 г. и а К п), и и с я тем, что, с де;иао ;, асширения техноло1 ическ:их воз- мо;к ;остей и нозышения стойкости ин- дзумента распорный элемент выполнен в HHpt; б;:ме галличес ой г ружины, ось доторой coBiiaaae i с oc:-i ; канала, при- L;aM о |}чтгилем контактирует слой материала лpyжи a:i с менылим к(-зффин,иан- Т ,::к Jшi:cйнoгo расширения,
2, Инстру1 ;еь:т нИ, о т т; и ч а ю- ; ч и с я (М; что слой г;ру;ки нЬ из чатернала с большим коэффидиентом ли- . гейного рас иирсния ныполтген леремен- liaro сечения, носгепе ню уменьпазюшим- си в канраЕлении.от пластины.
Ч l
..S:
и. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Аппарат для непрерывной парожидкостной обработки движущихся нитей | 1969 |
|
SU286826A1 |
| Инструмент импульсно-ударной обработки поверхностей деталей | 1988 |
|
SU1567361A1 |
| Инструмент для оптико-механической обработки материалов | 1985 |
|
SU1242309A1 |
| Тепловая труба | 1977 |
|
SU735902A1 |
| Алмазный импрегнированный инструмент | 1985 |
|
SU1346753A1 |
| Штукатурно-затирочный инструмент | 1985 |
|
SU1349363A1 |
| Термоактивный щит опалубки | 1986 |
|
SU1368410A1 |
| Регулируемая тепловая труба | 1978 |
|
SU720281A1 |
| Инструмент для электромеханической упрочняющей обработки | 1989 |
|
SU1776547A1 |
| Брикетный пресс | 1982 |
|
SU1053780A1 |
Изобретение относится к машиностроению и может быть использовано при обработке металлов резанием или поверхностным пластическим деформированием. Целью изобретения является расширение технологических возможностей и повышение стойкости за счет интенсификации процесса испарения. Инструмент содержит пластину , установленную на державке 3, внутри которой выполнен герметичный канал 4 с полым эластичным пористым фитилем 5, заполненным теплоносителем и поднимаемым к стенкам отверстия корпуса распорным элементом. Выполнением распорного элемента в виде биметаллической пружины б из материала с меньшим коэффициентом линейного расширения 7 и с большим коэффициентом 8 за счет ее деформации при нагреве достигается регулировка пористости фитиля и соответственно теплопередающей способности системы охлаждения в целом. За счет переменного поперечного сечения материала пружины с большим коэффициентом линейного расширения, постепенно уменьшарощегося в направлении зоны конденсации, осуществляется неравномерная деформация пружины, что способствует формированию фитиля переменной пористости. Результатом является улучшение его характеристик и оптимизация температуры в зоне обработки. 2 иЛо «3 if f ЙЕЖЭ
| Режущий инструмент с внутренним охлаждением | 1984 |
|
SU1175612A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
