И (обретение относи гея к мета i юобра ботке, а к обработке деталей по не рхнос ni .iM iki.ic г и ач ки v К формирова и нем
Цель изобретения расширение rtxno логических во змо/кностеи инструмента ia счет обработки фасонных поверхностей, преиму ш(ч гвенно поверхтк i ей р 11ИУсны канавок
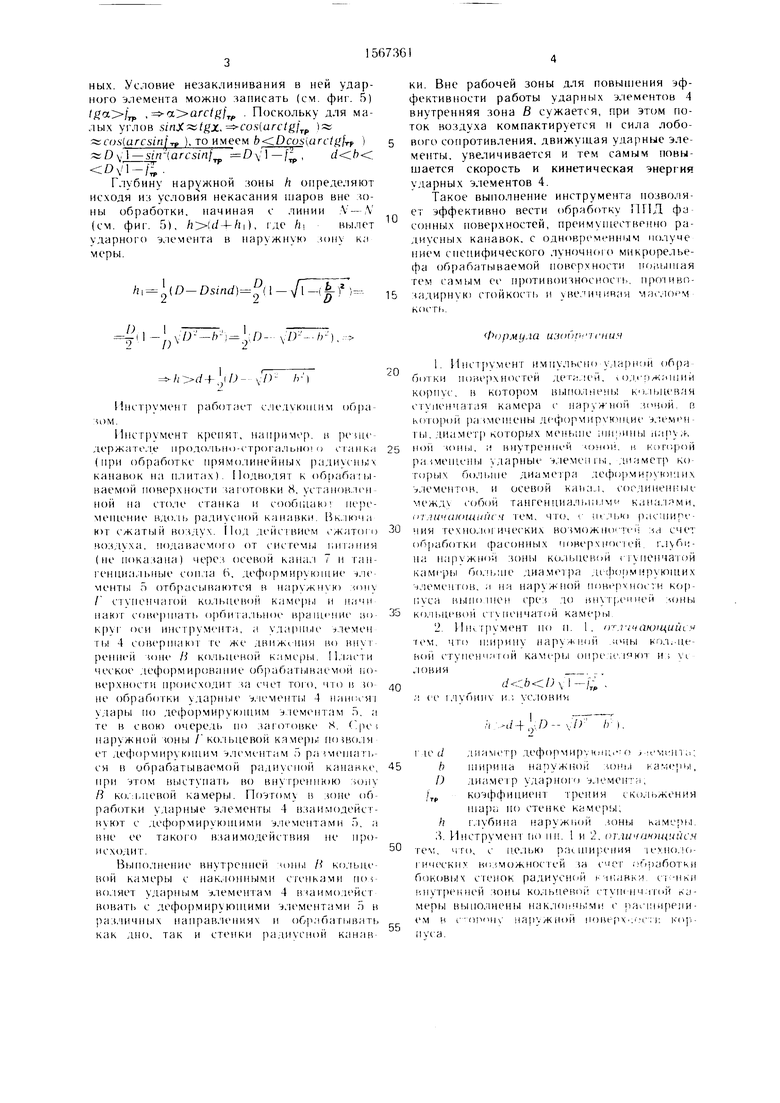
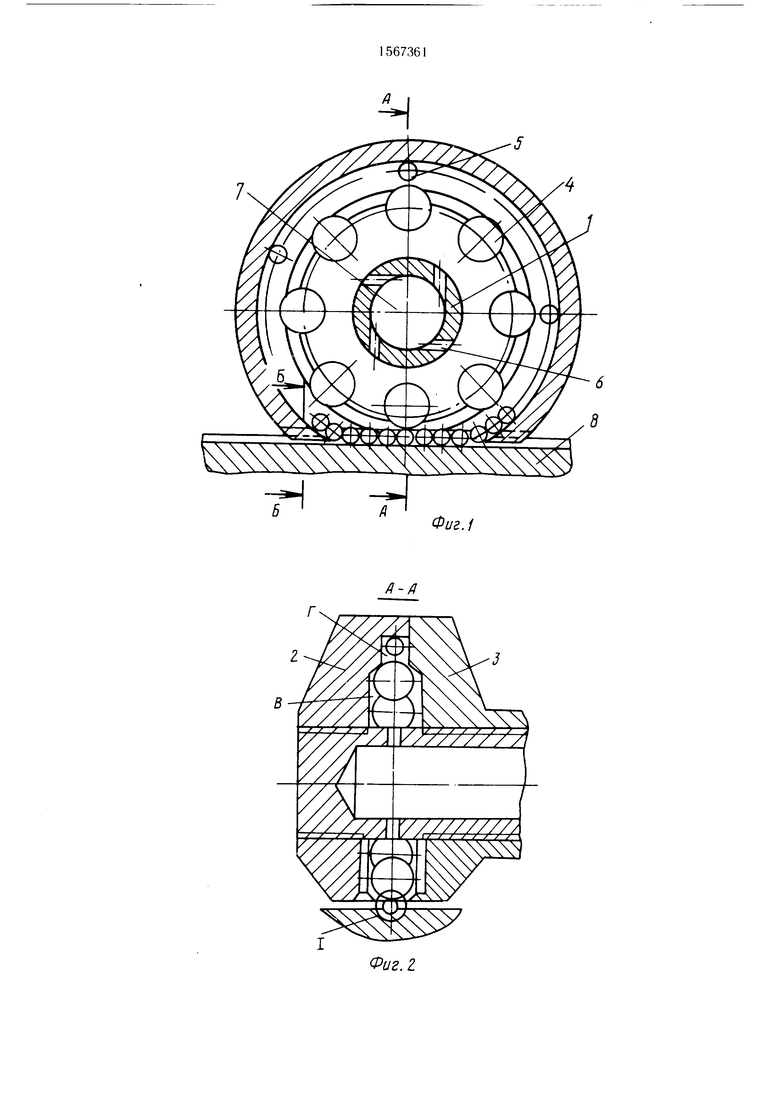
На фш 1 июб)а/кен инстр мен г, общий вид, сечение, на фиг 2 - сечение А -4 на фиг 1, на фш -5 iciemu b Ь на фш , на фиг t ви i I на ерш 2, на фш 1 размеры наружной зоны
На корпусе 1 рас положены IHCKH 2 и 3, образующие ступенчатую кольцевую камеру, состоящую из внутренней В и наружной/ зон В камере свободно размещены ударные 4 и деформирующие 5 элементы В корпусе выполнены сопла 6. сообщающиеся через осевой канал 7 с источником сжатого возИнструментом обрабаду ха I не- пока зан ) гывают заготовку 8
Ширину наружной зоны камеры реде 1яю i и з у словия 1 -/ бнну наружной зоны камеры h определяют из условия
b опа глу
+ b2)
сл
о
со
05
ie d I) b h
L
диаметр деформирующего элемента, диаметр ударного элемента, ширина наружной зоны камеры, глубина наружной зоны камеры, коэффициент трения скольжения шара по стенке камеры
Стенки кольцевой камеры во внутренней юне В выполнены наклонными с расти рением в ноне обработки
Такое выполнение инструмента обоснова но следующим
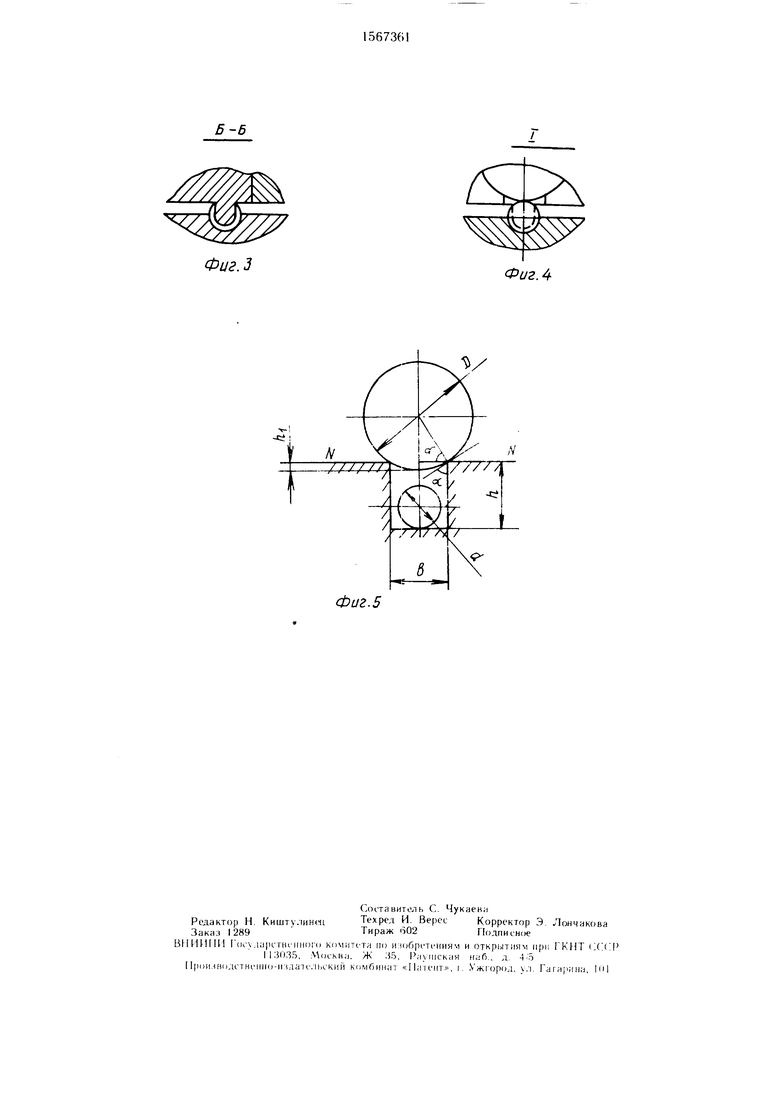
Ширина наружной зоны камеры должна отделять деформирующие элементы от дарных. Условие незаклинивания в ней ударного элемента можно написать (см фиг. 5)
,v- arctgfrp Поскольку для малых углов smXvtgx.,co4(arctgjrp )x zcoslarcsinj-rr ). то имеем b Dcpb arctfifrr ) - sin-{arcsinf Dv l-fl,, .
Глубину наружной юны h определяют исходя из условия некасания шаров вне ю- ны обработки, начиная с линии - V (см фиг 5), , где h вылет
ударного элемента в наружную шну ка меры
Л (D - Dsmd)(l -
-Г
I)
- N/J--/rW,W- N/)- - /г).
d+;j/jИнструмент работает обра ом
Инструмент крепят, например н реше держателе нродо.чьно-i трот альнш о сынка (при обработке прямо питейных радии ных канавок на плитах) Подводят к обраба ы- наемои поверхности 8, установка ной на столе счанка и сообщаю перемещение вдоль радиусной канавки Вкипча ют сжагыи во мух Под действием C/K.ITOI о вомуха, подаваемом) от сисюмы ьиыния (не пока tana) мере осевой канал 7 и ian инициальные сои ia Ь, деформирующие эле менты о отбрасываются в юн / ступенчатой кольцевом камеры и н.гш наюг совершать орбитальное вращение но оси инс I ру )та, ,t чдарпые э темен ты 4 совершаю te же движения во пну i реннси юне П кольцевой камеры Пласт и чес кое деформирование обрабатываемой поверхности происходит (а счет тою, ч ю в m не обработки ударные элемешы 4 нашем удары по деформирующим э ементам п, а те в свою очереИ) по иноговке 8 pei наружной и)ны / кольцевой кчмерт) пошоля ег деформирующим -(. И ментам Г) ра (мета т т ся в обрабатываемой радихсиой канавке, при выступа1ь во внутреннюю oii В K(J. ьпевой камеры Поэтому в юие об работки ударные элементы 4 тиаимодеис. i- с деформирующими элементами Г, а вне ее такс) о тиаимодейст вин не происходит
Выполнение внутренней ижы П кольце вой камеры с наклонными стенками по, воляет ударным элементам 4 в ianMo iefk г воват с деформирующими элементами л в ра(личных направлениях и обрабатывать
как дно, так и стенки раипснои канав
0
5
0
25 30 35 40 45 50
5
ки. Вне рабочей зоны для повышения эффективности работы ударных элементов 4 внутренняя зона В сужается, при этом поток воздуха компактируется н сила лобового сопротивления, движущая ударные элементы, увеличивается и тем самым повышается скорость и кинетическая энергия ударных элементов 4.
Такое выполнение инструмента позволяет эффективно вести обработку ППД фа сонных поверхностей, преим тест венно радиусных канавок, с одновременным получе пнем специфического луночной микрорельефа обрабатываемой поверхности повышая rev самым ее противои-жосносч т- пртннп- адирн К стойкость и уве ичнная масдоем
КОСТЬ
ФорМу.Ш linoflli 1 I I HU4
1 Инстр менг нмпульсно у lapn in обра ботки поиерхнос геи деимеи. о,и чжашни корпи, в котором шлюлнены K J 1ьневая ступенчатая камера с napt/tTioii .мной п к чорои pa (мешены деформирч Ч чцие э.н-MiM 1Ы. коюрых меньше ) iiain.K ной «mill, ,, внутренней шчот1 и нлгорой paiMenieiibi ударные -)леме,11ы, щ,ч метр ко горых больше диаметра деформигп ющих элементов, и осевой кати:, соешненгьи ме/кд собой гангенннальп iMi канатами, и/ ni idtomitiu ч тем. что, н члю р.к пире чия техно,mi ическич во шожни1 u-п а (.чет обработки фасонных повермюск й тлубц- н.i нарчжноч юны кольцевой муиенчаюи камгрь больше диаметра дс форм нр юших элемечюв, а на наружной повер(то1 и кор пуса выношен ере i ю вну ip. неи оны кол цевой мчпенчатои камеры
2 Ип грумент по п 1. п1 пчающий ч тем что ширит наружной ич|ы кол. це вой ступенчатой кам1-ры опре и. ir K)i и с
ловия
ft /JNl-,T;. а е и ; имовия
п 7Г ь
те d ,uiavierp т,еформир н.мц.-- о /ч У.гт b ширина наружной и)ны намерь , I) uiavieip ударно ) элемен- i, jrf коэффициент i pen и я ..кольжения
шарь по стенке камеры, h дубина наружной юны камеры .S Инсгрумен по пи 1 и 2. гт тичан щий.ч тем, что, с педью ргкцщрения |ическн1 HI. (можнос i ей v c UM . бцабот ки боковых cii HOh радиусной i u;aHh -f CI-HMI внутренней юны кольнево,- (тминчипй r%j- меры выполнены нак, с иги ширепи ем н t орпц наружной пошрх. м ,i ьо, а
7
8
Фиг.1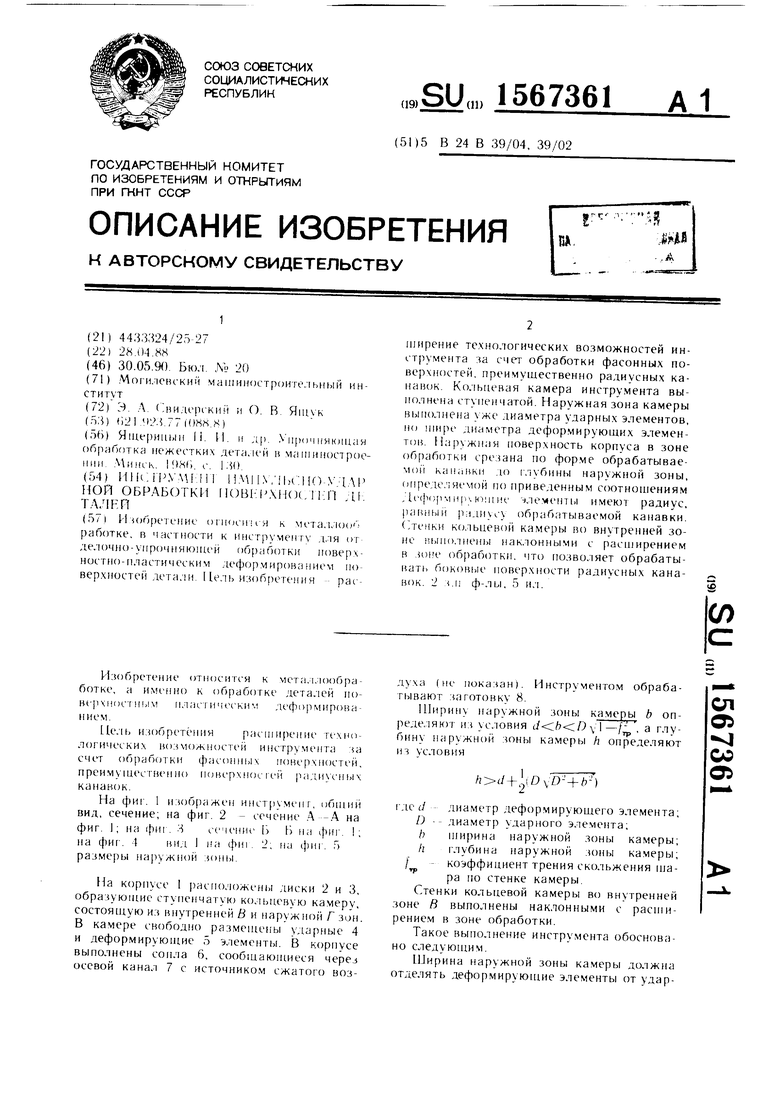
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления режущего инструмента | 1982 |
|
SU1085704A2 |
| СПОСОБ ИМПУЛЬСНО-УДАРНОЙ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 2002 |
|
RU2228823C1 |
| ИНСТУМЕНТ ИМПУЛЬСНО-УДАРНОГО ДЕЙСТВИЯ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2230633C1 |
| Инструмент для обработки поверхностным пластическим деформированием | 1988 |
|
SU1699760A1 |
| СПОСОБ УПРОЧНЕНИЯ | 2005 |
|
RU2306216C1 |
| ПРУЖИННЫЙ ИНСТРУМЕНТ ДЛЯ УПРОЧНЕНИЯ | 2005 |
|
RU2306217C1 |
| Инструмент для чистовой обработки тел вращения методом пластической деформации | 1980 |
|
SU919855A2 |
| Борштанга | 1985 |
|
SU1398998A1 |
| Режущая пластина и способ ее изготовления | 1981 |
|
SU1028430A1 |
| Инструмент для чистовой обработки тел вращения методом ППД | 1983 |
|
SU1143580A1 |
Изобретение относится к металлообработке, в частности к инструменту для отделочно-упрочняющей обработки поверхностно-пластическим деформированием поверхностей детали. Цель изобретения - расширение технологических возможностей инструмента за счет обработки фасонных поверхностей, преимущественно радиусных канавок. Кольцевая камера инструмента выполнена ступенчатой. Наружная зона камеры выполнена уже диаметра ударных элементов, на шире диаметра деформирующих элементов. Наружная поверхность корпуса в зоне обработки срезана по форме обрабатываемой канавки до глубины наружной зоны, определяемой по приведенным соотношениям. Деформирующие элементы имеют радиус, равный радиусу обрабатываемой канавки. Стенки кольцевой камеры во внутренней зоне выполнены наклонными с расширением в зоне обработки, что позволяет обрабатывать боковые поверхности радиусных канавок. 2 з.п. ф-лы, 5 ил.
Фиг. Z
Б-6
Фиг.З
fi
Фиг. 5
ФигЛ
