Гидравлические подвесные клепальные станки по авт. св. № 116034 известны.
В предлагаемом клепальном станке, с целью уменьшения времени рабочего хода силового штока цилиндра, применен второй гидравлический мультипликатор, цри включении которого давление в сети возрастает до получения необходимого усилия на силовом штоке.
Применение второго мультипликатора давления в гидравлическом клепальном станке позволяет разделить рабочий ход на две последовательных операции.
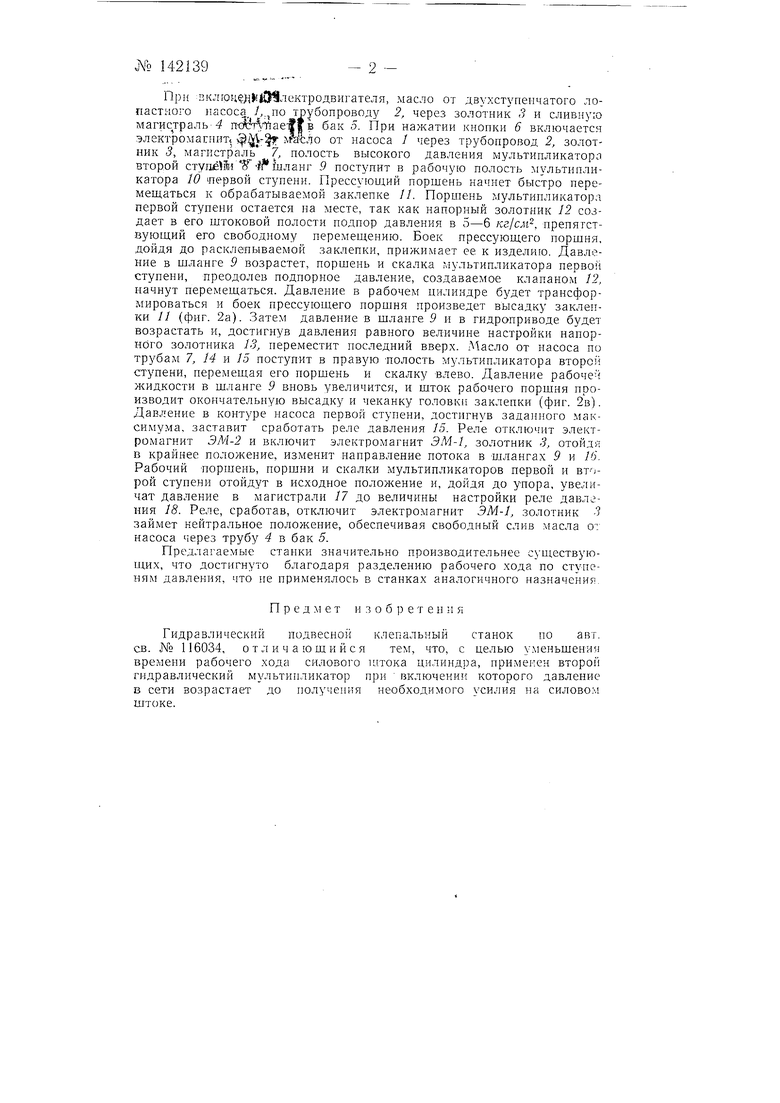
Первая операция - высадка осуществляется при повышенной скорости и малом рабочем давлении, вторая - чеканка - при пониженной скорости и при большом рабочем давлении. Причем чеканка происходит при включении добавочного мультипликатора давления. Такое разделение рабочего хода позволит увеличить производительность гидравлического клепального станка.
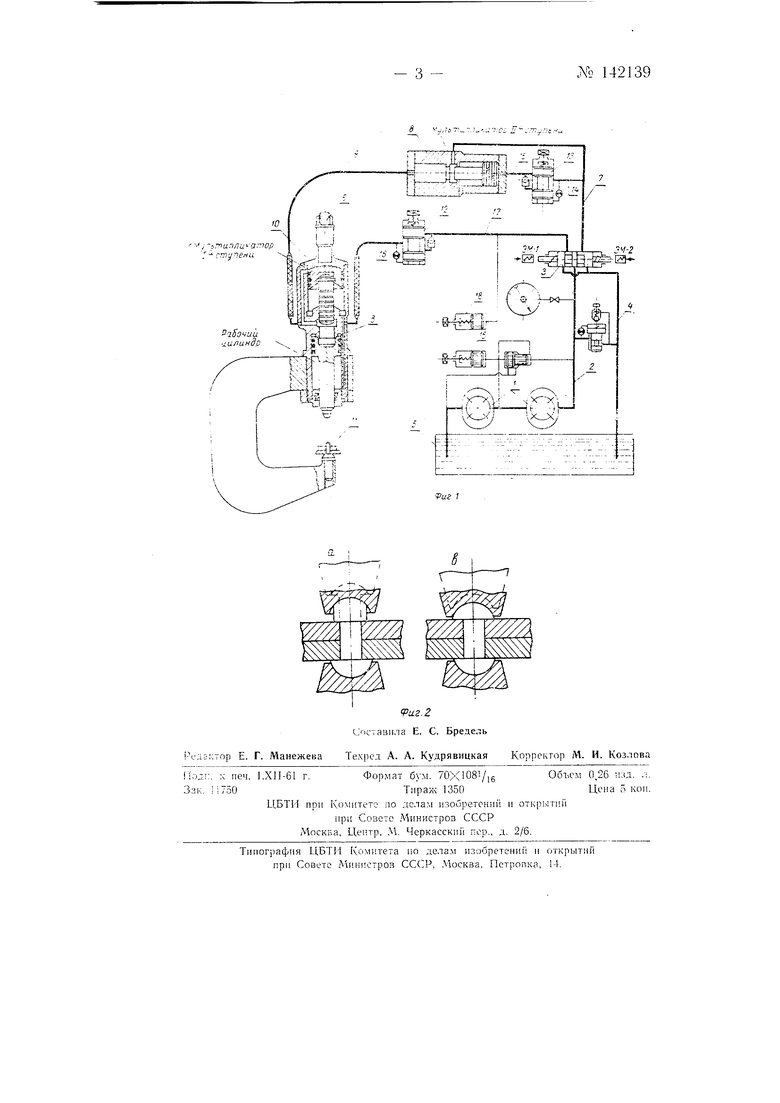
На фиг. 1 изображена принципиальная схема предлагаемого гидравлического клепального станка; на фиг. 2 (а и в)-схема производственного процесса клепки.
Станок состоит из двух узлов - силовой головки и гидравлического привода, связанными между собой двумя гибкими шлангами высокого давления, по которым во время работы станка рабочая жидкость поступает от гидропривода к цилиндрам силовой головки. Конструкция и работа силовой головки аналогичны применяемой в станке по авт. св. 116034.
Гидравлический привод размешен в сварном резервуаре для масла, верхняя часть которого закрыта крышкой. На крышке резервуара крепятся электродвигатель, насос и мультипликатор.
№ 142139
При вклюцей |0 лектродвигателя, масло от двухступенчатого лопастного насоса Л.по трубопроводу 2, через золотник 9 и сливную магис траль 4 п ют -ттае | в бак 5. При нажатии кнопки 6 включается электромасгптт. - жсло от насоса / через трубопровод 2, золотник 3, магистраль 7, полость высокого давления мультипликатора второй стуглёШ У Ьланг 9 поступит в рабочую полость мультипликатора 10 первой ступени. Прессующий поршень начнет быстро перемещаться к обрабатываемой заклепке //. Поршень мультипликатора первой ступени остается на месте, так как напорный золотник 12 создает в его щтоковой полости подпор давления в 5-6 кг/см, препятствующий его свободному перемещению. Боек прессующего поршня, дойдя до расклепываемой заклепки, прижимает ее к изделию. Давление в шланге 9 возрастет, поршень и скалка мультипликатора первой ступени, преодолев подпорное давление, создаваемое клапаном 12, начнут перемещаться. Давление в рабочем пилиндре будет трансформироваться н боек прессующего порщня произведет высадку заклепки // (фиг. 2а). Затем давление в шланге 5 и в гидроприводе будет возрастать и, достигнув давления равного величине настройки напорного золотника 13, переместит последний вверх. Масло от насоса по трубам 7, 14 и /5 поступит в правую полость мультипликатора второй ступени, перемещая его поршень и скалку влево. Давление рабочей жидкости в щланге 9 вновь увеличится, и шток рабочего поршня производит окончательную высадку и чеканку головки заклепки (фиг. 2в). Давление в контуре насоса первой ступени, достигнув заданного максимума, заставит сработать реле давления 15. Реле отключит электромагнит ЭЛ4-2 и включит электромагнит ЭМ-1, золотник 3, отойдя в крайнее положение, изменит направление потока в щлангах 9 и 16. Рабочий поршень, поршни и скалки мультипликаторов первой и второй ступени отойдут в исходное положение и, дойдя до упора, увеличат давление в магистрали 17 до величины настройки реле давления 18. Реле, сработав, отключит электромагнит ЭМ-1, золотник . займет нейтральное положение, обеспечивая свободный слив масла от насоса через трубу 4 в бак 5.
Предлагаемые станки значительно производительнее существующих, что достигнуто благодаря разделению рабочего хода по ступеням давления, что не применялось в станках аналогичного назначения.
Предмет н з о б ) е т е н и я
Гидравлический подвесной клепальный станок по авт. св. № 116034, отличающийся тем, что, с целью у.меньшения времени рабочего хода силового штока цилиндра, применен второй гидравлический мультипликатор при включении которого давление в сети возрастает до получения необходимого усилия на силовом штоке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический съемник деталей с валов | 1957 |
|
SU115159A1 |
| Гидравлический подвесной клепальный станок | 1957 |
|
SU116034A1 |
| Устройство для сверления отверстий | 1960 |
|
SU142855A1 |
| Способ гидравлической очистки поковок от окалины | 1959 |
|
SU129804A1 |
| Гидравлический пресс-автомат | 1958 |
|
SU117636A1 |
| МЕХАНИЗМ ДЛЯ РАСТЯГИВАНИЯ ШПИЛЕК ПРЕССОВ | 1967 |
|
SU194546A1 |
| Гидропривод устройства, преимущественно клепального станка | 1990 |
|
SU1805053A1 |
| ПНЕВМОГИДРАВЛИЧЕСКИЙ КЛЕПАЛЬНЫЙ ПРЕСС | 1973 |
|
SU385663A1 |
| Клепальный пресс | 1980 |
|
SU1016031A1 |
| Электровысадочный автомат | 1979 |
|
SU829294A1 |