1
Изобретение относится к кузнечнопрессовому оборудованию и можеть быт использовано для электровысадки деталей типа болтов с головками.
Известен электровысадочный автомат, содержащий смонтированные на станине загрузочное устройство, траверсу с высадочным пуансоном, соосно установленную с ним матрицу, воздействующий на траверсу силовой орган с камерой, создающей усилие высадки, и мультипликатором, механизм управления перемещением силового органа и механизмы выталкивания заготовок и готовых деталей l.
Однако данный автомат недостаточно производителен, так как подвижная траверса имеет одну скорость перемещения и при рабочем, и при холостом ходах, выталкивание готовой детали производится после отвода траверсы в крайнее левое (по чертежу) положение. Необходима длительная перенастройка автомата в зависимости от длины И диаметра деталей при переходе на обработку с одной детали на другую. Для управления работой предусмотрены распределительное механическое устройство, пневматическая, гидравлическая и электрическая системы. Под воздействием силовых нагрузок детали механического устройства подвергаются повышенному износу. Применение одновременно большого числа разнообразных систем для управления работой автомата усложняет обслуживание станка в эксплуатации.
Цель изобретения - повышение производительности автомата.
Эта цель достигается тем, что автомат снабжен закрепленным на траверсе копиром, взаимодействующим с механизмом управления перемещением силового органа, и смонтированным в камере последнего полым поршнем со штоком, жестко соединенным с траверсой, а механизм выталкивания готовой детали размещен в этом поршне и выполнен в виде ступенчатого поршня, поршневая полость которого соединена каналом со штоковой полостью камеры, при этом механизм выталкивания заготовок снабжен гидроцилиндром с толкателем для заталкивания Заготовок в матрицу, а загрузочное устройство - отсекателем заготовок.
При этом отсекатель загрузочного устройства выпблнен в виде подпружиненного стержня, связанного с ним электромагнита и взаимодействующего
с последним фотодиода, а механизм управления перемещением силового органа выполнен в виде дросселя с регулятором, обратным клапаном и золотником.
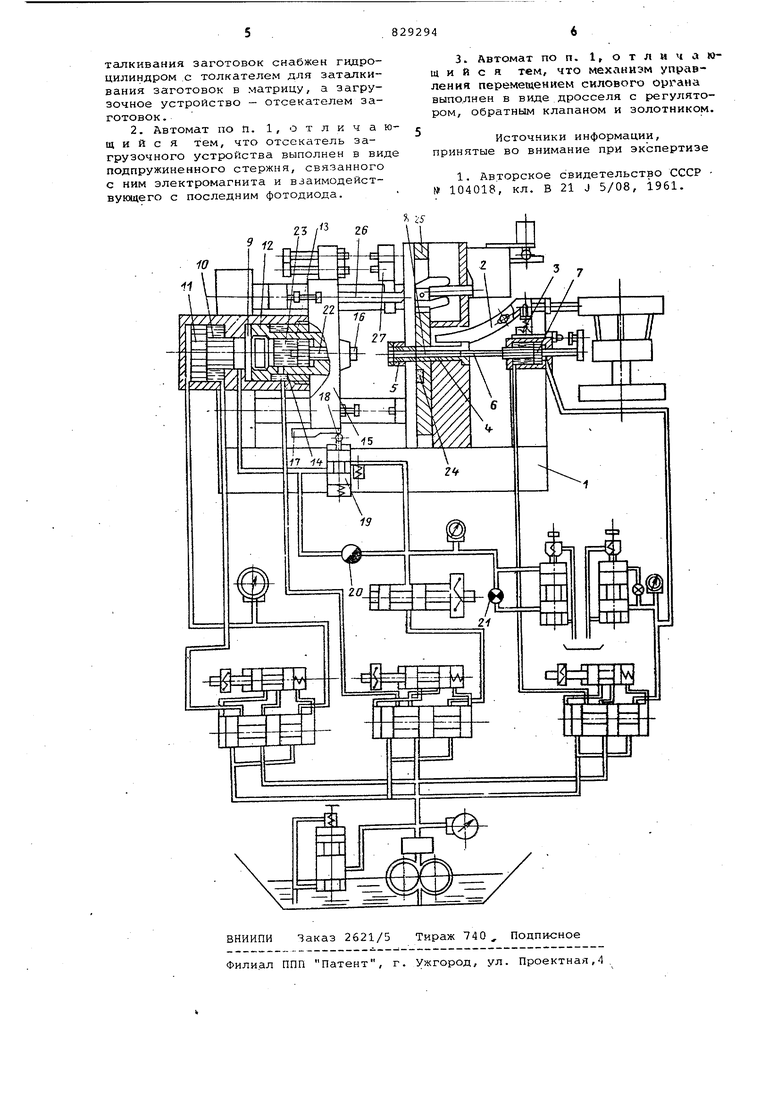
На чертеже схематически изображен предложенный электровысадочный автомат, общий вид.
Автомат содержит станину 1, установленное на ней загрузочное устройство, включающее лоток 2, отсекатель 3. Лоток 2 своей наклонной частью заканчивается над направляюще втулкой 4, соосной с матрицей 5. В отверстии направляющей втулки 4 установлен подвижно толкатель 6, связанный с гидроцилиндром 7 и служащий для выталкивания заготовки 8 в матрицу 5. На противоположной стороне станины 1 установлен силовой орган, имеющий камеру 9 для быстрого холостого хода и для создания малой скорости и небольших усилий высадки, а в цилиндре 10 силового органа установлен мультипликатор 11 для создания больших скоростей и усилий высадки. В камере 9 расположен полый поршень 12 со штоком 13, образующим со стенками камеры 9 штоковую полость 14. Шток 13 жестко соединен с подвижной траверсой 15, в которой размещен высадочный пуансон 16, соосный с матрицей 5, На подвижной траверсе 15 закреплен копир 17, с которым соприкасается ролик 18, связанный с золотником 19. Для регулирования скорости перемещения подвижной траверсы 15 служит дроссель 20. Для слива масла из камеры 9 при быстром отводе траверсы 15 предусмотрен обратный клапан 21. Для выталкивания готовой детали имеется Ступенчатый поршень 22, расположенный в полости 23 поршня 12. Для создания опорной бзы для заготовки служит пята 24, жестко установленн-ая в шибере 25, дл подъема и опускания которого имеется копирная линейка 26, жестко связанная с подвижной траверсой 15. Имеетс также контрольное устройство 27 для проверки длины заготовки перед высадкой.
Автомат работает следующим обра. зом.
Заготовки по лотку 2 поступают к отсекателю 3. При включенном электромагните подпружиненный стержень Опущен, деталь проходит над отсекателем и скатывается по наклонной части лотка в направляющую втулку 4. При перекрытии проходящей деталью луча фотодиода последний .отключает электромагнит, подпружиненный стержень перемещается вверх и отсекает следующие заготовки. Толкатель 6 при помощи гидроцилиндра перемещает заготовку из направляющей втулки 4 в матрицу 5 Дается 1ч0манда на подачу масла в
поршневую полость.камеры 9. Подвижная траверса с высадочным.инструментом быстро перемещается к матрице и при помощи скосов на копирной линейке поднимает шибер 25 в верхнее положение. В конце хода траверсы 15 копир 17 нажимает на ролик 18 механизма управления перемещением силового органа и траварса переходит на медленную рабочую подачу, поджимая заготовку к пяте шибера 25. После установки заготовки в рабочее положение производится контроль заготовки по длине при помощи контрольного устройства 27. Если деталь годная, срабатывает реле времени, включается нагрев заготовки и происходит предварительная медленная осадка заготовки при малом усилии. Время и температура нагрева регулируются и автоматически выдерживаются электронным реле времени.
По окончании предварительной осадки реле времени подает команду на выключение нагрева и подачу масла в полость цилиндра мультипликатора 11. Мультипликатор создает в камере высокое давление, под действием которого осуществляется быстрая окончательная высадка детали.
После окончания высадки масло подается в штоковую полость камеры и происходит быстрый отвод траверсы. Одновременно через канал масло поступает в поршневую полость 23 и, перемещая ступенчатый поршень 22 в крайнее правое положение, выталкивает готовую деталь из.высадочного пуансона 16. Траверса возвращается с исходное положение, .после че-го цикл повторяется.
Формула изобретения
.1. Электровысадочный автомат, содержащий смонтированные на станине загрузочное устройство, траверсу с высадочным пуансоном, соосно установленную с ним матрицу, воздействующий на траверсу силовой орган с камерой, создающей усилие высадки, и мультипликатором, механизм управления перемещением .силового органа и механизмы выталкивания заготовок и готовых деталей, отлича.ющийся тем, что, с целью повышения его производительности, он снабжен закрепленным
5 на траверсе копиром, взаимодействующим с механизмом управления перемещением силового органа, и смонтированным в камере последнего полым поршнем со штоком, жестко соединенным с траверсой, а механизм выталкивания готовой детали размещен в этом поршне и выполнен в виде ступенчатого поршня, поршневая полость которого соединена каналом со штоковой полостью камеры, при этом механизм, вы
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ высадки головок различных деталей с контактным электронагревом заготовки | 1953 |
|
SU104018A1 |
| Автомат для электровысадки | 1986 |
|
SU1423242A1 |
| МАТРИЦА ДЛЯ РЕВОЛЬВЕРНОГО ШТАМПА-АВТОМАТА | 1993 |
|
RU2064852C1 |
| Холодновысадочный автомат | 1978 |
|
SU710740A1 |
| Роторный автомат | 1988 |
|
SU1586838A1 |
| Многопозиционный высадочный автомат | 1977 |
|
SU732063A1 |
| Автоматическая горизонтальная высадочная машина для безотходной высадки кольцевых деталей из прутка | 1951 |
|
SU96240A1 |
| Клиновой штамп для двусторонней высадки стержневых деталей с головками | 1979 |
|
SU774753A2 |
| Устройство для гидравлической штамповки полых деталей с отводами | 1975 |
|
SU599885A1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
