4
1 1C
|Ф
Изобретение относится к сортирующим устройствам, а конкретно к устройствам для сортировки предметов с учетом их типоразмера и формы.
Цель изобретения - повьшение быстродействия путем осуществления бес- контактного определения размера детали .
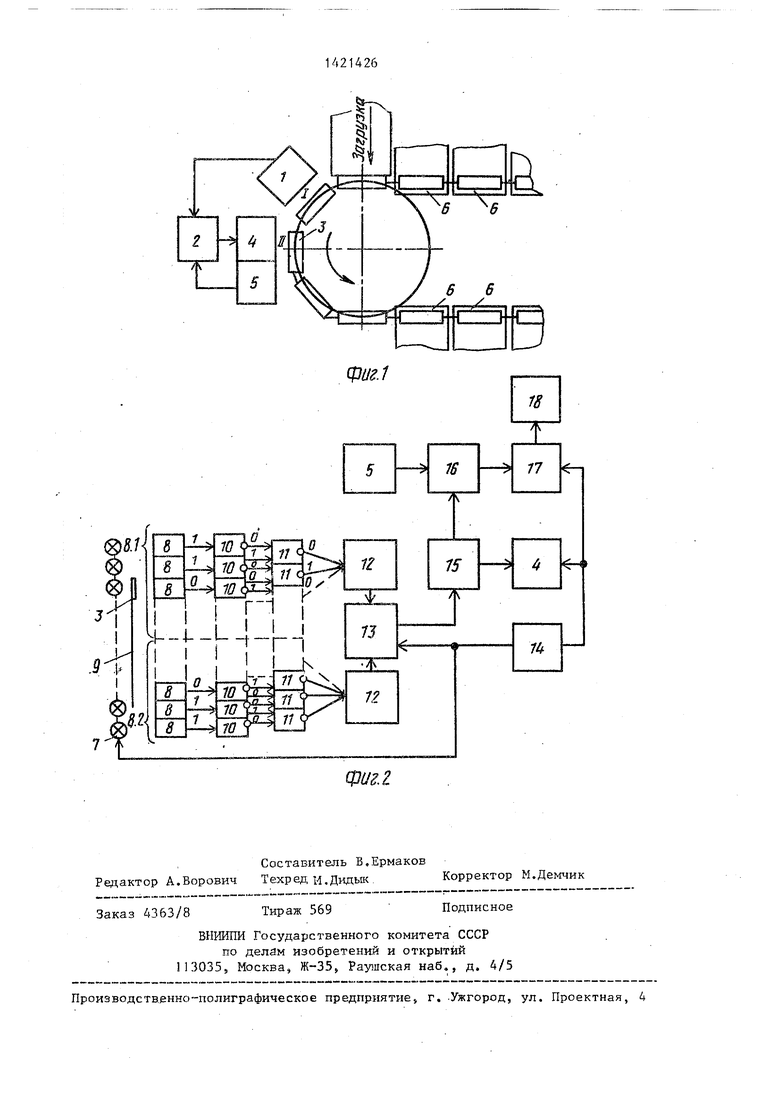
На фиг. 1 изображена компановка эле ментов устройства в технологическом процессе сортировки; на фиг.2-- схема блока обработки информации.
Устройство состоит из узла 1 контроля, схемы блока 2 обработки информадии, узла 3 подачи, печатающего механизма 4, датчика 5 формы детали и бункеров 6.
Узел 1 контроля включает ряд оптических излучателей 7, сфокусированньп на соответствующие фотоприемники 8, между которыми есть пространство для прохождения конвейера 3 с предметом 9. Фотоприемники 8 разделены на две половины, образуя независимые кана- лы измерения.
Блок 2 обработки информации включает в себя формирователи 10 импульсов в количестве, равном количеству фотоприемников В, элементы Ш1И-НЕ 11, преобразователи десятичного кода в двоичный 12, сумматор-накопитель 13, синхронизатор 14,дешифратор 15, коммутатор 16, блок 17 регистрации адреса и исполнительный механизм 18.
Фотоприемники 8 соединены с вхо- дами 10 импульсов, инвертирующе выходы которых совместно с прямыми выходами рядом расположенных формирователей импульсов подключены к элементам ИЛИ-НЕ 11. Каждая половина фотоприемников 8 снабжена преобразователем 12 десятичного числа в дво ичньй код, подключенных к выходам соответствующих элементов ИЛИ-НЕ 11.
Выходы преобразователей 12 подключены к соответствующим входам сумматора-накопителя 13, Сумматор-накопитель 13 снабжен регистром памяти предыдущей информации, которая стирается и перезаписывается по сигналу синхронизатора 14. Выход сумматора- накопителя 13 подключен к дешифратору 15, один выход которого подключен к печатающему механизму 4, а второй- к коммутатору 16. К коммутатору 16 подключен также датчик формы детали 5, а выход его через блок 17 регист
0
Q
5
5
Q
0
рации адреса подключен к исполнительному механизму 18 сортировки.
Синхронизатор 14 обеспечивает согласованную работу узла 3 подачи и блока 2 обработки информации. Он подключен к оптическим излучателям 7, обеспечивая их работу на время получения информации сумматором-накопителем 13, а также к управляющему входу памятью сумматора-накопителя
13,печатающему механизму 3 и блоку 17 регистрации адреса.
Устройство работает следующим образом.
Измеряемая деталь 9, например подошва обуви или каракулевая шкурка, фиксируется на конвейере 3 в зажимах (не показаны). Синхронизатор
14,в зоне действия которого появилась измеряемая деталь 9, своими сигналами осуществляет срабатывание печатающего механизма 4, сдвиг инфор- маци в блоке 17 регистрации адреса детали, находящейся на позиции I, стирание предыдущей информации в сумматоре-накопителе 13, включение оптических излучателей 7,а затем обе-
|Спечивает подачу сигнала на шаговый привод конвейера 3 (не показан).
Конвейер 3 сортировки передвигает вновь поступающую деталь 9 на позицию измерения I. Предыдущая деталь, информация о размере которой уже хранится в памяти сумматора-накопителя 13, измеряется датчиком 5 формы на позиции II. После дешифрации сигнала о размере детали в блоке 15 информация поступает на печатающий механизм 4 и коммутатор 16. Коммутатор 16 заносит комплексный сигнал о размере и форме детали в блок 17 регистрации адреса.
На позиции измерения I цри включении оптических излучателей 7 деталь 9 частично экранирует источник света, и фотоприемники в средней части фотоэлектрической линейки затемнены, На их выходах сигнал равен нулю, а на освещенных единице. Эти сигналы поступают на формирователи 10 импульсов, где соответствующим образом преобразуются на выходе (фиг.2).
На входы больпшнства элементов ИЛИ-НЕ 11 подаются сочетания нулей и единиц, и только на границах размера детали, .где на фотоприемниках В еди5
ничный сигнал переходит к нулю, элементы ШШ-НЕ 11 выдают еднничньш сигнал. Если за начало, отсчета считать середину фотоэлектрической линейки, то полученные единицы (показатели размера) в верхней и нижней половине фотоэлектрической линейки будут аналогами в десятичной системе исчисления затемненного размера де- ю тали, а их сумма будет равна общему размеру детали 9..
Преобразуя результаты измерения элементов дetaли 9 из десятичных15
чисел в двоичный код в блоках 12 и сложив их в сумматоре-накопителе 13, получим информацию о полном размере етали.
- 20
При следующем шаге конвейера 3 ортировки, т.е. при появлении слеующей измеряемой детали в зоне дейтвия синхронизатора 14, измеренная еталь 9 доставляется к позиции II, где установлены печатающий механизм 4 и датчик 5 формы. Датчик формы 5 в зависимости от конфигурации детали 9 выдает на коммутатор 16 свой сигнал, печатающий механизм делает оттиск размера на саму деталь, а комплексная информация о размере и форме детали заносится в блок 17 регистрации адреса, который определяет коичество шагов конвейера 3 сортиров- 35 ки, при котором на выходе регистра появляется сигнал на срабатывание соответствующего исполнительного ме- ханизма 18 сортировки. Механизм 18 сортировки освобождает зажимы и де- 40 таль 9 сбрасывается в соответствующий бункер 6.
25
30
5
0
5 0
5
0
Формула изобретения
Устройство для сортировки деталей по типоразмерам, содержащее узел подачи, узел контроля, включающий излучатели, оптически связанные с фо- топриемник ми, синхронизатор, первым выходом соединенный с первым входов блока регистрации адреса, выход которого соединен с входом исполнительного механизма, а второй вход - с выхо- дом коммутатора, первым входом подключенного к выходу датчика формы деталей, а вторым входом - к первому выходу дещифратора, второй выход которого соединен с первым входом печатающего механизма, отличающееся тем, что, с целью повышения быстродействия, оно снабжено сумматором-накопителем, преобразователями десятичных чисел в двоичный код, ло- гическим элементами ИЛИ-НЕ, формирователями импульсов, причем выходы фотоприемников связаны с входами соответствующих формирователей импульсов, инверсные выходы каждого из которых связаны с первыми входами соответствующих элементов ИЛИ-НЕ, вторые входы которых соединены с прямыми выходами последующих формирователей импульсов, при этом выходы элементов ИЛИ-НЕ через соответствующие преобразователи десятичных чисел в двоичный код связаны с первым и вторым входами сумматора-накопителя, третий вход которого связан с излучателями и вторым выходом синхронизатора, первый выход которого дополнительно соединен с вторым входом печатающего механизма, а вход дешифратора соединен с выходом сумматора- накопителя.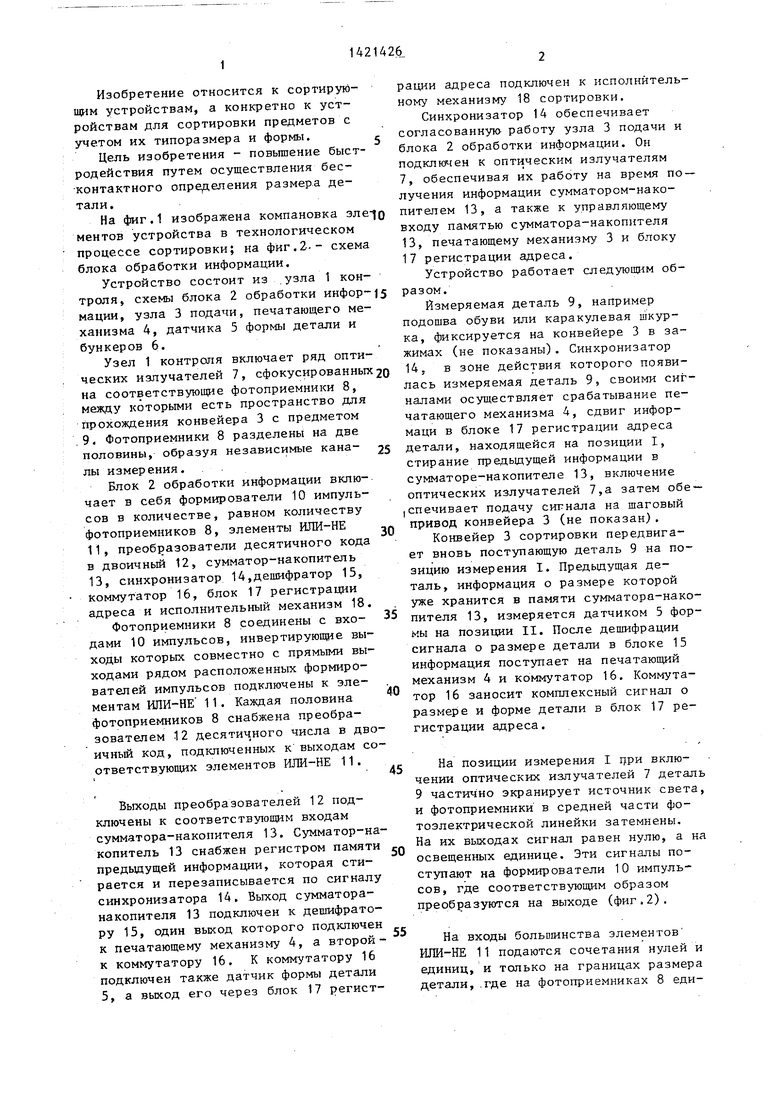

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки деталей по типоразмерам | 1987 |
|
SU1562037A2 |
| Устройство для сортировки деталей по типоразмерам | 1983 |
|
SU1169763A1 |
| Устройство для измерения объема бревен | 1985 |
|
SU1380808A1 |
| Устройство для регистрации цифровой информации | 1986 |
|
SU1386915A2 |
| Вычислительное устройство для контроля параметров объекта | 1975 |
|
SU690498A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТИ | 1993 |
|
RU2044270C1 |
| Устройство для распознования и учета деталей | 1982 |
|
SU1092539A1 |
| Многокомпонентные аэродинамические весы с вычислительным устройством | 1961 |
|
SU150301A1 |
| Устройство для отображения информации на экране электронно-лучевой трубки | 1989 |
|
SU1689983A1 |
| Оптоэлектронный автосортировщик | 1983 |
|
SU1106554A1 |
Изобретение относится к сортирующим устройствам и позволяет повысить быстродействие путем осуществления бесконтактного определения размера детали. Оно включает узел подачи, фотометрическую линейку с оптическими излучателями и фотоприемниками, разбитыми на две группы.Между ними проходит измеряемая деталь, которая затеняет часть фотоприемников. Сигналы каждой группы фотоприемников , преобразуются формирователями импульсов и логическими элементами ИЛИ-НЕ в десятичные числа, которые после преобразования в двоичный код складываются в сумматоре-накопителе. После дешифрации резупьтирующего.сигнала о размере детали и получения данных о его форме от датчика коммутатор заносит полную информацию о ней в блок регистра адреса. Устройство имеет печатающий и исполнительный механизмы дг.я маркировки деталей и распре- деле дия их по группам. Согласованная работа элементов устройства между собой и конвейером сортировки осуществляется синхронизатором. 2 ил. с (Л
фиг. г
Составитель В.Ермаков Редактор А.Ворович Техред м.Дидык.Корректор М.Демчик
Заказ А363/8
Тираж 569
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035j Москва, Ж-35 Рау иская наб,, д. 4/5
Подписное
| Устройство для сортировки деталей по типоразмерам | 1983 |
|
SU1169763A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
