Изобретение относится к устройствам сортировки, в частности к устройствам для сортировки по типоразмерам.
Цель изобретения - повышение быстродействия за счет автоматической фиксации детали на измерительной позиции.
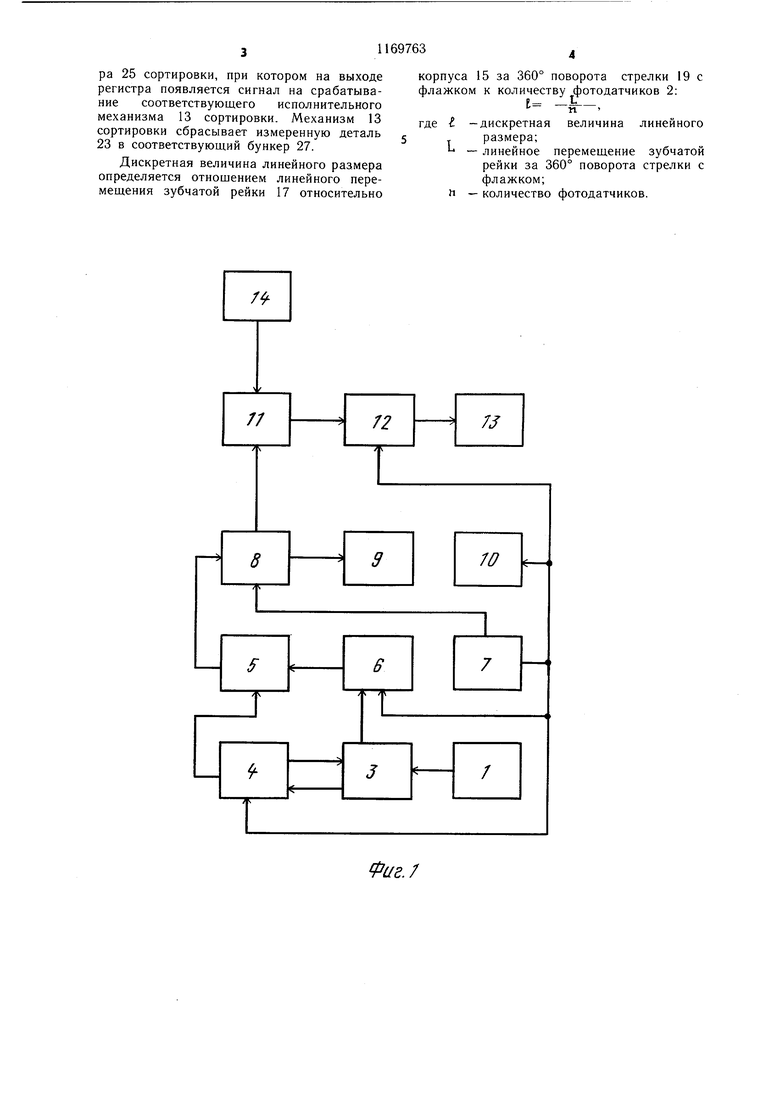
На фиг. 1 изображена структурная схема устройства; на фиг. 2 - компановка устройства; на фиг. 3 - датчик размера.
Устройство состоит из измерительной позиции, включающей датчик 1 размера, фотодатчики 2, коммутатор 3 импульсов, формирователь 4 импульсов, блок 5 памяти, счетчик 6 импульсов, синхронизатор 7, дешифратор 8, печатающий механизм 9, привод 10, коммутатор 11, блок 12 регистрации адреса, исполнительный механизм 13, датчик 14 формы.
Датчик 1 размера включает фотодатчики 2, корпус 15, направляющий стержень 16, зубчатую рейку 17, шестерню 18, стрелку 19 с флажком, рычаг 20 и измерительные штанги 21 и 22. Измеряемая деталь - 23.
Измерительная позиция включает конвейер 24 подачи, конвейер 25 сортировки, фиксатор 26 и бункеры 27.
Фотодатчики 2 датчика 1 размера соединены через коммутатор 3 импульсов, формирователь 4 импульсов, блок 5 памяти, дешифратор 8, коммутатор 11, блок 12 регистрации адреса с входом исполнительных механизмов 13 сортировки; первый выход синхронизатор 7 соединен с входом формирователя 4 импульсов с входом счетчика 6 импульсов, с входом блока 12 регистрации адреса и с приводом 10, а второй выход синхронизатора 7 соединен со входом дешифратора 8; второй выход формирователя 4 импульсов соединен с входом коммутатора 3 импульсов, выход которого соединен через счетчик 6 импульсов с входом блока 5 памяти; выход дешифратора 8 соединен с печатающим механизмом 9, выход датчика 14 формы соединен с входом коммутатора 11. дом коммутатора 11.
Корпус 15 датчика 1 размера установлен на направляющем стержне 16, фотодатчики 2 расположены в корпусе 15, шестерня 18, на которой укреплена стрелка 19 с флажком, установлена с возможностью взаимодействия с зубчатой рейкой 17, рычаг 20, укрепленный на корпусе 15, одним плечом шарнирно соединен с зубчатой рейкой 17, а другим плечом - с приводом 10, измерительная штанга 21 укреплена на зубчатой рейке 17, а измерительная штанга 22 - на корпусе 15.
На конвейере 25 сортировки расположены фиксаторы 26, а вдоль конвейера 25 сортировки расположены датчик 1 размера, печатающий механизм 9, датчик 14 формы и бункеры 27.
Устройство работает следующим образом.
Измеряемая деталь, в частности пористая формованная резиновая подощва 23 пришедшая по конвейеру 24 подачи, попадает в фиксатор 26 конвейера 25 сортировки, при этом синхронизатор 7, в зоне действия которого появилась измеряемая деталь 23, своим импульсом устанавливает в исходное состояние счетчик 6 импульсов и формирователь 4 импульсов производит сдвиг информации блока 12 регистрации
О адреса и запускает привод 10, а другим импульсок подает на печатающий механизм 9 через дещифратор 8 и первый коммутатор 11 предыдущую информацию с блока 5 памяти в совокупности с сигналом с датчика
14 формы.
Конвейер 25 сортировки передвигает деталь на один шаг его движения к датчику 1 размера. В момент остановки конвейера 25 сортировки рычаг 20 датчика 1 размера поворачивается приводом 10 и приводит
0 в движение зубчатую рейку 17, которая опускается относительно корпуса 15 до соприкосновения верхней измерительной штангой 21 с измеряемой деталью 23. Затем начинается движение корпуса 15 по зубчатой рейке 17 и направляющему стержню 16 вверх до соприкосновения измеряемой детали 23 с нижней измерительной штангой 22. При этом зубчатая рейка 17 через шестерню 18 приводит во вращение стрелку 19 с флажком, которая последовательно переQ крывает фотодатчики 2.
Импульсы с фотодатчиков поступают через коммутатор 3 импульсов и записываются в счетчик 6 импульсов. В момент соприкосновения измерительных штанг 21
и 22 с измеряемой деталью 23 вращение стрелки 19 с флажком против часовой стрелки прекращается и начинается ее вращение в обратном направлении, т.е. возвращение в исходное положение, при этом импульсы
д от фотодатчиков 2 поступают в обратной последовательности и формирователь 4 импульсов вырабатывает сигнал, который запрещает подачу импульсов в счетчик 6 импульсов и выдает разрешение на запись информации из счетчика 6 импульсов в блок
5 памяти.
При следующем шаге конвейера 25 сортировки, т.е. при появлении следующей измеряемой детали в зоне действия синхронизатора 7, измеряемая деталь 23 доставляется к печатающему механизму 9, расположенному совместно с датчиком 14 формы. Датчик 14 формы в зависимости от конфигурации измеряемой детали (левая, правая) выдает сигнал на первый коммутатор 11, и в зависимости от сигнала, поступившего
5 через дещифратор 8 из блока 5 па.мяти, производится запись в соответствующий регистр блока 12 регистрации адреса, который определяет количество шагов конвейеpa 25 сортировки, при котором на выходе регистра появляется сигнал на срабатывание соответствующего исполнительного механизма 13 сортировки. Механизм 13 сортировки сбрасывает измеренную деталь 23 в соответствующий бункер 27.
Дискретная величина линейного размера определяется отнощением линейного перемещения зубчатой рейки 17 относительно
5 за 360° поворота стрелки 19 к количеству фотодатчиков 2: Е- -Ь
П
линейного
величина
дискретная
размера;
линейное перемещение зубчатой
рейки за 360° поворота стрелки с
флажком;
количество фотодатчиков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля и сортировки деталей обуви по длине | 1982 |
|
SU1063374A1 |
| Устройство для сортировки деталей по типоразмерам | 1986 |
|
SU1421426A1 |
| Устройство для сортировки деталей по типоразмерам | 1987 |
|
SU1562037A2 |
| Автомат для контроля и сортировки деталей и устройство управления автоматом для контроля и сортировки деталей | 1983 |
|
SU1135500A1 |
| Автомат для контроля и сортировки деталей | 1986 |
|
SU1377160A1 |
| Устройство для управления сортировкой деталей по типоразмеру | 1985 |
|
SU1271589A2 |
| Устройство для измерения объема бревен | 1985 |
|
SU1380808A1 |
| Устройство для учета и сортировки деталей | 1984 |
|
SU1235557A1 |
| Устройство для сортировки деталей на конвейере по типоразмеру | 1979 |
|
SU878363A1 |
| Устройство для управления адаптивным роботом | 1983 |
|
SU1130829A1 |

УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ДЕТАЛЕЙ ПО ТИПОРАЗМЕРАМ, содержащее коммутаторы, дешифратор, управляюш.им выходом связанный с нечатающим механизмом, счетчик импульсов, исполнительный механизм и измерительную позицию,, включающую датчик размера детали с приводом, отличающееся тем, что, с целью повышения быстродействия за счет автоматической фиксации детали на измерительной позиции, оно имеет блок регистрации адреса изделия, блок памяти, формирователь импульсов и синхронизатор, а измерительная позиция дополнительно включает датчик формы детали, причем выход датчика формы детали соединен с первым входом первого коммутатора, выход которого связан с первым входом блока регистрации адреса изделия, выход датчика размера детали соединен с первым входом второго коммутатора, первый выход которого связан с первым входом формирователя импульсов, а второй выход - с первым входом счетчика импульсов, выход которого соединен с первым входом блока памяти, первый выход формирователя импульсов соединен с вторым входом второго коммутатора, а второй выход - с вторым входом блока памяти, выходом связанного с первым в.ходом дешифратора, причем первый выход синхронизатора связан с вторым входом дешифраI тора, а второй выход синхронизатора соединен с вторыми входами формирователя (Л импульсов и счетчика импульсов, приводом датчика размеров и вторым входом блока регистрации адреса изделия, выход которого связан с исполнительным механизмом, при этом информационный выход дешифратора соединен с вторым входом первого коммутатора. 05 со О5 СО
иг.7
Фиг. 2
| Устройство для контроля и сортировки деталей обуви по длине | 1982 |
|
SU1063374A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
