4
tsD
00
ел
Изобретение {относится к металлургий и может быть использовано при изготовлении подвижных оправок для не- прерьшных косовалковых и волочильных станов.
Цель изобретения - повышение твердости оправок.
Пример. Оправки, изготовленные из стали 4Х5МФС, предварительно подвергали правке на прессе, обточке и обкатывали с суммарным обжатием по диаметру, равным 0,5 мм. При зтом чистота поверхности после обкатки 0,63. Перед нанесением хромового покрытия обкатанную оправку обезжиривали в орган1тческом растворителе уайт- спирите, затем подвергали обезжириванию в электролите состава, г/л: NaOH 25; 18; 13.
Плотность тока при этим равна 15 А/дм , продолжительность обезжиривания 4 мин.
Обезжиренную оправку погружали в электролит состава, г/л:
СгО 250
SrSO, I
KjCtjOT 10
20
5r04 2,5
Декапировали при анодной плотности тока 30 А/дм в течение 45 с и затем перекатывали заготовку на катод для электролитического осаждения хрома. При этом плотность тока равна 65 А/дм , температура электролита , скорость осаждения хрома 1 - 2 мкм/мин. Получаемая толщина покрытия 200-300 мкм. После этого на заго- товку окунанием наносили защитное по0
0
крытие состава на основе алюмокальци- евых силикатов, мас.%:
SiO 22,0
AljO, 1,75
CaO
Na-jO Н,0
4,20 7,00 65,10,
толщину которого измеряли с целью исключения окисления хромового покрытия.
Подготовленную таким образом оправку нагревают до 1050-1150 С в обычной атмосфере. После термообработки проводят повторную обкатку с различными степенями обжатия (5-20Z толщины храпового покрытия).
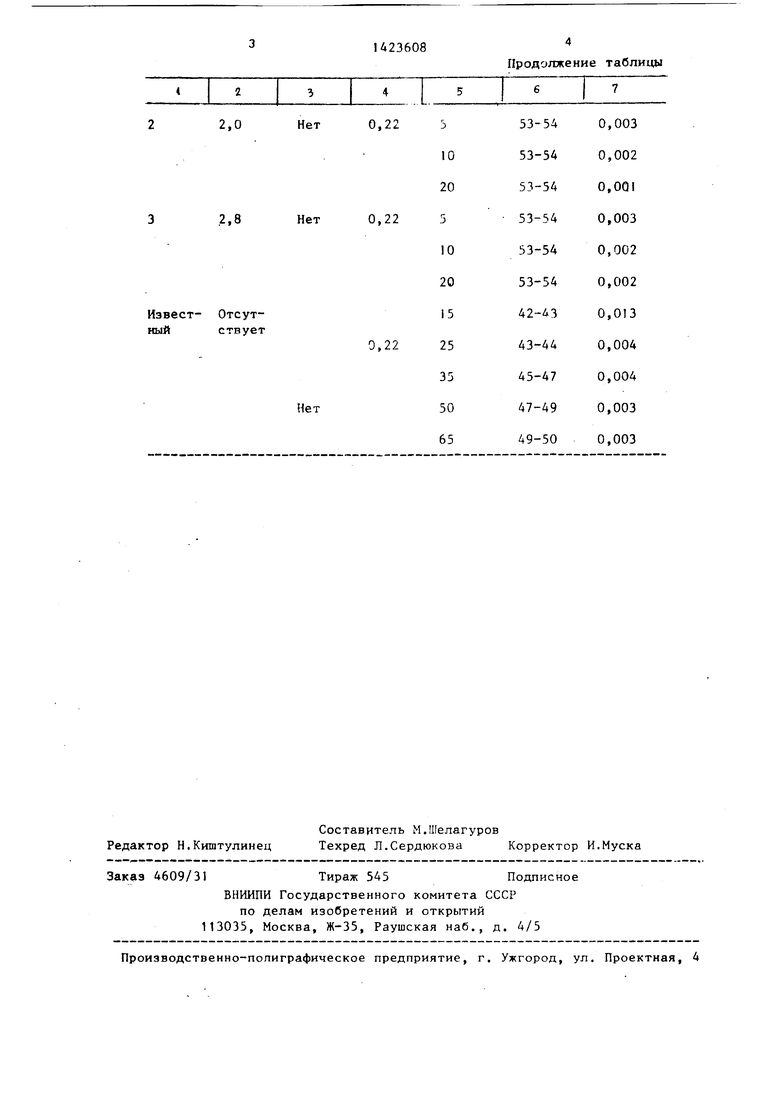
Результаты испытания оправок, изготовленных по предлагаемому способу, представлены в таблице, из которой видно, что применение и обретения приводит к повьппению твердости изделий.
Формула изобретения
Способ обработки подвижных оправок трубных станов, включающий обкатку заготовки, Занесение электролитического хромового покрытия, термосб- работку и повторную обкатку, отличающийся тем, что, с целью повышения твердости оправок, на поверхность хромового покрытия перед термообработкой дополнительно наносят защитное покрытие на основе алюмокаль- циевых силикатов толщиной (1,2-2,8)х X 10 г/см, повторную обкатку осуществляют на глубину 5-20% от толщины хромового покрытия, а термообра- ботку проводят в воздушной среде.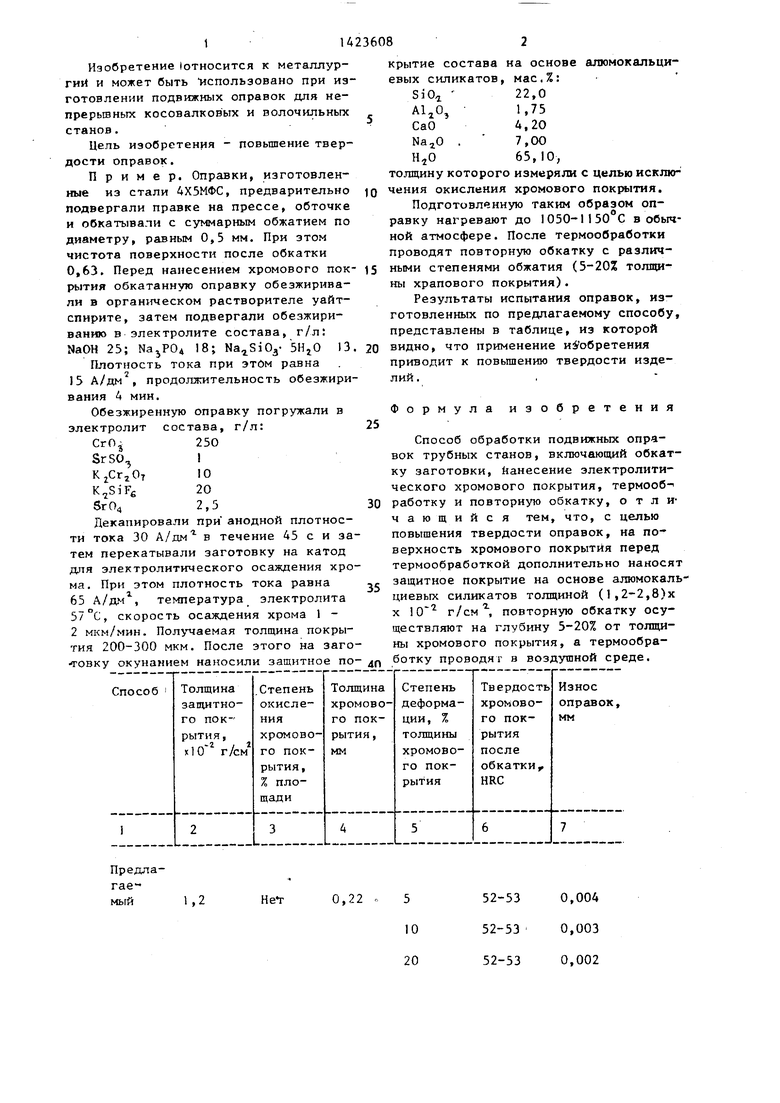
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки изделий | 1982 |
|
SU1104172A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДВИЖНЫХ ОПРАВОК НЕПРЕРЫВНЫХ ТРУБОПРОКАТНЫХ СТАНОВ | 2007 |
|
RU2357817C1 |
| Способ упрочнения поверхности прокатно-прессового инструмента с применением хром-кадмиевого электролита | 2022 |
|
RU2816966C2 |
| Устройство для локального хромирования изделий | 2021 |
|
RU2780611C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530х25-28 мм ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2619529C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530х19-24 мм ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2620205C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530х13-18 мм ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2620204C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530Х8-12 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2613814C1 |
| Способ производства особо тонкостенных труб | 1976 |
|
SU614867A1 |
| Способ подготовки поверхностиТиТАНА и ЕгО СплАВОВ | 1979 |
|
SU850754A1 |
Изобретение относится к металлургии и может быть использовано при изготовлении подвижных оправок для непрерьшных косовалтсовых и волсчиль- ных станов. Целью изобретения является повышение твердости оправок трубных станов. Оправки из стали 4Х5МФС после операций правки, обточки и обкатки обезжиривают и покрьшают электролитическим способом слоем хрома толщиной 200-300 мкм. Далее на изделие наносят защитное покрытие па основа алюмокальциевых силикате.) олщ; - ной (1 J 2-1,8) tO г/см и подвер1 8,ют термообработке при 1050-1150 С п ноз- дупшой среде. Заключительной операцией изготовления подв1тегных оправок трубных станов является повтсрпаг. обкатка на глубину 5-20% от толщины хромового покрытия. Использованио способа приводит к тювышентго т1-)ерд:,с- ти изделий. табл. 2 (Л
,2 Нет 0,22 о 5
10 20
52-53 0,004 52-53 0,003 52-53 0,002
Продолжение таблицы
| MeтaJ лypгичecкaя и горнорудная промьшшенность, 1980, № 2, с.67 | |||
| Способ обработки изделий | 1982 |
|
SU1104172A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
