Изобретение относится к гальванотехнике, а именно к локальному хромированию металлических изделий для ремонта поврежденных участков поверхности хромового покрытия металлических изделий.
Известно устройство для локального хромирования изделий (патент SU №235521, C25D 5/08, опубл. 08.04.1974). Устройство включает герметичную ванну, выполненную в виде разъемного цилиндра, и анод в виде перфорированного свинцового цилиндра со стальным каркасом. При этом кольцевое пространство между корпусом ванны и анодом разделено перегородками на приемную и отводную камеры, а перфорация анода выполнена таким образом, что диаметр отверстий анода в приемной камере увеличивается, а в отводной камере уменьшается по мере удаления их от оси потока электролита.
Недостатком конструкции является то, что устройство позволяет хромировать только цилиндрические длинномерные изделия, при этом областью хромирования является вся площадь поверхности, помещаемая внутрь корпуса устройства.
Наиболее близким аналогом, выбранным в качестве прототипа, является устройство для ремонта хромового слоя цилиндра (патент JP №2544155, C25D 5/02, C25D 7/06, опубл. 16.10.1996). Устройство содержит ванну для электролита, которую герметично устанавливают на хромируемую поверхность. Ванна оборудована средствами для подачи и слива электролита и снабжена крышкой, на которой закреплен анод.
К недостаткам описанного устройства относится необходимость использования внешнего устройства для осуществления циркуляции, подогрева и подачи электролита, что снижает конструктивную надежность устройства, в результате чего возникает риск протечки токсичного горячего электролита, а также необходимость дополнительного нагрева поверхности.
Техническая задача заключается в создании устройства для локального хромирования поверхности металлических изделий различной конфигурации и размеров, позволяющего получать хромированный слой заданной площади и толщины, осуществлять нагрев и поддержание температуры электролита в автоматическом режиме.
Технический результат заключается в получении локальных хромированных участков заданной формы, площади и толщины на металлических изделиях различной конфигурации и размеров с обеспечением процесса хромирования в автоматическом режиме.
Указанный технический результат обеспечивается за счет того, что устройство для локального хромирования изделий, состоящее из ванны для электролита, снабженной средствами для подачи и слива электролита, и крышки, на которой закреплен анод, согласно изобретению, устройство снабжено нагревательным элементом, приспособлением для перемешивания электролита, датчиком температуры, блоком управления и уловителем пара, закрепленными на крышке, при этом основание ванны по контуру выполнено конгруэнтно поверхности изделия.
В частном случае выполнения устройства форма анода конгруэнтна поверхности изделия.
В частном случае выполнения устройства анод выполнен перфорированным.
В частном случае выполнения устройства нагревательный элемент выполнен в виде спирали из инертного материала.
В частном случае выполнения устройства ванна и крышка выполнены из инертного материала.
В частном случае выполнения устройство может содержать прижимное устройство и уплотнительный элемент.
Оснащение устройства нагревательным элементом, датчиком температуры, приспособлением для перемешивания электролита и блоком управления обеспечивает регулярную циркуляцию электролита в зоне реакции, а также нагрев и поддержание температуры электролита в автоматическом режиме.
Размещение на крышке устройства уловителя пара обеспечивает отвод газов из ванны в процессе хромирования при одновременном улавливании паров и капель электролита.
Выполнение основания ванны по контуру конгруэнтно поверхности изделия обеспечивает герметичность между ванной и хромируемой поверхностью, что предотвращает утечку электролита и позволяет наносить хромовый слой на локальные участки поверхности изделий различной конфигурации и размера. Описанное решение расширяет возможности применения устройства, обеспечивает его универсальность.
В частном случае выполнения устройства форма анода может быть выполнена конгруэнтной поверхности изделия, что способствует получению хромового слоя заданной толщины на всем участке хромирования. В частном случае анод может быть выполнен перфорированным, что позволит избежать скопления газов под поверхностью анода в процессе хромирования.
В частном случае выполнение элементов устройства, а именно ванны, крышки и нагревательного элемента из инертного материала, исключающего взаимодействие с электролитом, обеспечивает устойчивость элементов устройства к воздействию химически агрессивного электролита хромирования, исключает загрязнение электролита продуктами взаимодействия материала элементов устройства с электролитом, увеличивает срок службы устройства и облегчает процесс очистки элементов устройства после проведения процесса хромирования. В частном случае выполнение нагревательного элемента в виде спирали позволяет равномерно распределить нагревательный элемент в полости ванны.
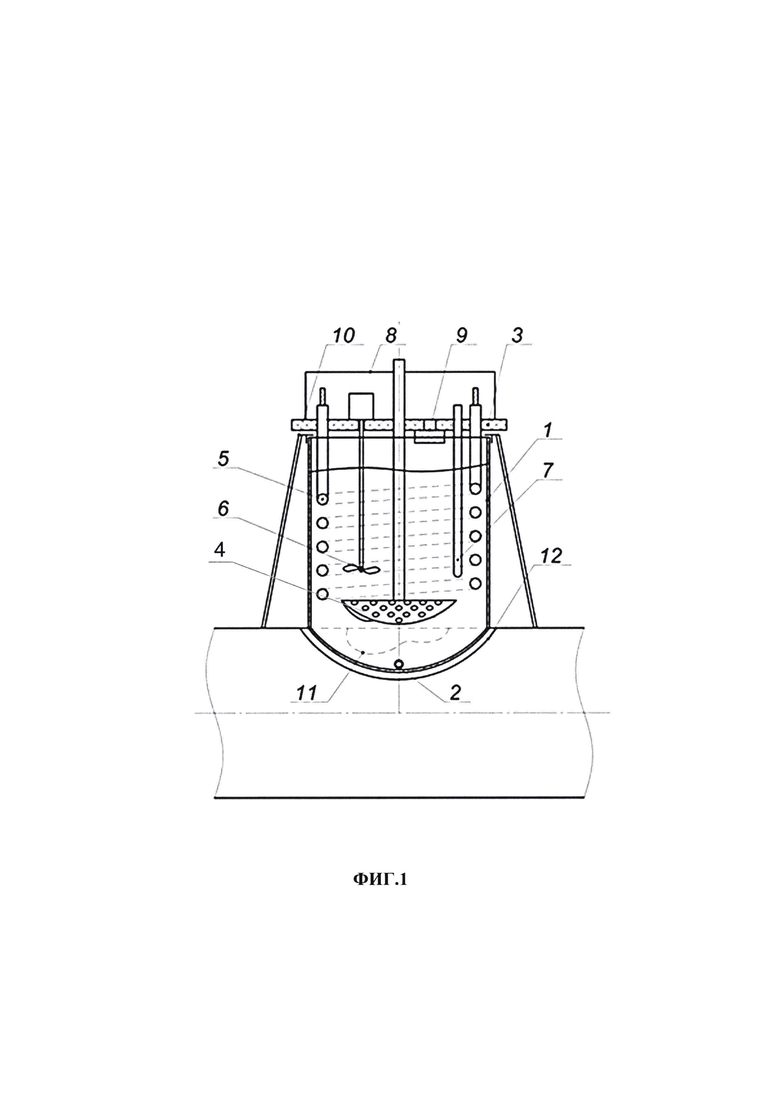
Изобретение иллюстрируется рисунком (фиг. 1), на котором схематично изображено устройство для локального хромирования изделий.
Устройство включает ванну 1, выполненную со средствами для подачи и слива электролита 2, крышку 3, на которой закреплен анод 4. На внутренней стороне крышки 3 размещены нагревательный элемент 5, приспособление для перемешивания электролита 6 и датчик температуры 7. На внешней стороне крышки 3 размещены блок управления 8 и уловитель пара 9. На ванне 1 может быть размещено прижимное устройство 10. Между ванной 1 и поверхностью изделия 11 размещен уплотнительный элемент 12.
Устройство для локального хромирования изделий работает следующим образом. Осуществляется подготовка поверхности изделия 11. Поверхность для хромирования зачищается и обезжиривается, затем зона хромирования подготовленного участка ограничивается прозрачной клейкой лентой. Над поверхностью 11 изделия через уплотнительный элемент 12 вертикально устанавливается ванна 1, основание которой выполнено конгруэнтно поверхности изделия 11, и герметично прижимается к поверхности изделия, например при помощи прижимного устройства 10. Ванна 1 заполняется электролитом до условной метки. Заполнение осуществляется через средства для подачи и слива электролита 2 при помощи нагнетающего насоса. На ванну 1 устанавливается крышка 3, на которой закреплен анод 4, с внутренней стороны крышки размещены нагревательный элемент 5, приспособление для перемешивания электролита 6 и датчик температуры 7, а на крышке размещены блок управления 8 и уловитель пара 9. Производится подключение блока управления 8 к источнику переменного тока с напряжением 220 В, а токоотводов анода 4 и поверхности изделия 11 к источнику постоянного тока.
При помощи блока управления 8 осуществляется включение приспособления для перемешивания электролита 6, устанавливается температура нагрева и выдержки электролита. По окончании нагрева электролита до заданной температуры производится анодное декапирование при помощи подачи тока обратной полярности от источника постоянного тока на анодный и катодный токоотводы. Затем на токоотводы подается ток прямой полярности и осуществляется хромирование в соответствии с технологическим процессом.
В ходе хромирования происходит постоянная циркуляция электролита за счет работы приспособления для перемешивания электролита 6, обеспечивается автоматический контроль и регулировка температуры электролита при помощи датчика температуры 7 и блока управления 8. Постоянная циркуляция раствора позволяет увеличить скорость осаждения хрома, поддерживать постоянный химический состав и температуру электролита в зоне реакции и получать однородное хромовое покрытие. С помощью уловителя пара 9 предотвращается выделение пара нагретого электролита с возможностью отвода образующихся в процессе хромирования газов.
После проведения процесса хромирования осуществляется отключение и демонтаж устройства в обратном порядке. Электролит из ванны 1 откачивается при помощи насосов через средства для подачи и слива электролита 2 или сливается самотеком в герметичную емкость.
При применении устройства локального хромирования на различных изделиях различной конфигурации поверхности при монтаже устанавливается ванна с основанием, конгруэнтным данной конкретной поверхности изделия.
Испытание предлагаемого устройства для локального хромирования изделий осуществлялось для нанесения хромового покрытия на различные поверхности: в лабораторных условиях на плоский стальной лист и в производственных условиях для ремонта локальных дефектов поверхности хромированных цилиндрических оправок.
Для испытания устройства для локального хромирования изделий в лабораторных условиях был подготовлен и приработан стандартный электролит хромирования (хромовый ангидрид 250 г/л, серная кислота 2,5 г/л). Поверхность плоского стального листа для хромирования зачищалась посредством лепесткового круга. При помощи прозрачной клейкой ленты ограничивалась поверхность хромирования площадью 1 дм2. Ванна в виде цилиндра из инертного материала, в частности из фторопласта, с конгруэнтным плоскому стальному листу основанием устанавливалась на поверхность стального листа над поверхностью хромирования и через уплотнительный элемент герметично прижималась к листу при помощи прижимного устройства. После герметичной установки цилиндрической ванны на поверхности стального листа внутри ванны размещалась крышка, на которой закреплены анод конгруэнтной форы относительно хромируемой поверхности (плоский), нагревательный элемент, приспособление для перемешивания электролита, датчик температуры, блок управления и уловитель пара. Полость ванны с установленной крышкой заполнялась электролитом хромирования при помощи нагнетающих насосов. При включении устройства локального хромирования изделий производилась активация приспособления для перемешивания электролита, прогрев электролита до 55°С и обработка обратным током с напряжением 7÷12 В, плотностью тока 50 А/дм2 в течение 10 сек. Обработка прямым током плотностью 50 А/дм2 проводилась в течение 120 мин. По окончании процесса хромирования горячий электролит откачивался в герметичную емкость при помощи насосов. Внутренняя полость устройства и поверхность изделия промывалась технической водой, которая затем обезвреживалась раствором сульфита натрия и откачивалась в емкость для обезвреженных промывных вод.
На стальном листе был получен хромовый слой площадью 1 дм2 с ровной гладкой поверхностью без дефектов. Средняя толщина хромового слоя составила 42 мкм, твердость - 61 HRC, шероховатость - 1,609 Ra, пористость - 0,7%.
В производственных условиях при помощи устройства для локального хромирования изделий производился ремонт локальных дефектов поверхности цилиндрической оправки с получением локальных хромовых слоев заданной толщины различных конфигураций и размеров. Для испытаний использовалась длинномерная хромированная цилиндрическая оправка непрерывного стана FQM диаметром 273,7 мм, применяемая при прокатке трубной продукции и подверженная термомеханическому локальному износу. Для хромирования использовался стандартный электролит хромирования (хромовый ангидрид 250 г/л, серная кислота 2,5 г/л). Поверхность хромированной оправки с пятью локальными дефектами глубиной до 1,7 мм и размером до 220 мм зачищалась лепестковым кругом в местах дефектов и прилежащей зоне. При помощи прозрачной клейкой ленты ограничивались зоны хромирования и рассчитывалась площадь каждой зоны. Ванна в виде цилиндра из инертного материала, в частности из фторопласта, с конгруэнтным оправке основанием вертикально устанавливалась на поверхность оправки над поверхностью хромирования и через уплотнительный элемент герметично прижималась к оправке при помощи прижимного устройства. После герметичной установки цилиндрической ванны на поверхности оправки внутри ванны размещалась крышка, на которой закреплены анод конгруэнтной форы относительно хромируемой поверхности (наружная поверхность сегмента цилиндра диаметром 273,7 мм), нагревательный элемент, приспособление для перемешивания электролита, датчик температуры, блок управления и уловитель пара. Полость ванны с установленной крышкой заполнялась электролитом хромирования при помощи нагнетающих насосов.
При включении устройства локального хромирования изделий активировалось приспособление для перемешивания электролита, осуществлялся прогрев электролита до 55°С и обработка обратным током с напряжением 7÷12 В, плотностью тока 50 А/дм2 в течение 10 сек. Обработка прямым током плотностью 50 А/дм2 проводилась в течение 60 мин. После окончания процесса хромирования горячий электролит откачивался при помощи насосов через средства для подачи и слива электролита в герметичную емкость. При помощи насосов полость устройства и зона хромирования промывались и обезвреживались.
Процесс хромирования проводился последовательно на каждом подготовленном участке.
Таким образом на поверхности оправки были получены пять участков различной площади и конфигурации с восстановленным хромовым покрытием, повторяющим профиль поверхности зачищенного дефекта оправки. Получено гладкое хромовое покрытие без дефектов средней толщиной 30 мкм, твердостью - 55 HRC и шероховатостью - 1,577 Ra.
Оправку с восстановленными локальными участками хромового покрытиями использовали в комплекте других оправок для прокатки трубной продукции в непрерывном прокатном стане FQM. После прокатки 114 трубных заготовок из металла одной плавки оправку извлекли из стана для оценки состояния поверхности локальных хромовых покрытий. По результатам контроля установлено, что локальное хромовое покрытие на восстановленных участках оправки не имеет следов износа, выкрашивания, отслоения. Толщина и твердость покрытия до и после прокатки не изменились. Качество внутренней поверхности труб, прокатанных на оправке с восстановленными локальными участками хромового покрытия, не изменилось по сравнению с качеством внутренней поверхности труб, прокатанных на оправке без дефектов. Оправка пригодна для дальнейшего использования.
Устройство для локального хромирования изделий не требует применения внешних устройств для прогрева и поддержания температуры электролита, а также его циркуляции. Выполнение ванны устройства съемной и заменяемой расширяет возможности применения устройства за счет изготовления комплекта ванн с конгруэнтными основаниями по контуру различным поверхностям хромируемых изделий. Для работы устройства используется стандартный электролит хромирования. Для работы устройства не требуется подвода коммуникаций, кроме сети переменного тока с напряжением 220 В. Монтаж устройства одним оператором занимает от 5 до 10 минут. Устройство может быть масштабировано в зависимости от условий его применения и размера хромируемых изделий. Предлагаемое устройство отвечает современным экологическим требованиям, требованиям по безопасности труда за счет герметичной установки устройства на поверхности хромируемого изделия, системы удаления газов и улавливания паров электролита. Исполнение устройства предотвращает прямой контакт оператора устройства с электролитом, минимизирует риск его протечки.
Таким образом, предлагаемое устройство для локального хромирования изделий обеспечивает получение хромового слоя заданной площади и толщины на поверхности металлических изделий с различными размерами и конфигурацией, обеспечивает процесс локального хромирования поврежденных участков поверхности металлических изделий в автоматическом режиме и увеличивает срок службы изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плазменно-электрохимического формирования наноструктурированного хромового покрытия и устройство для реализации способа | 2021 |
|
RU2771409C1 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового гладкого покрытия | 2021 |
|
RU2773545C1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| Установка для хромирования внутренних поверхностей деталей | 2020 |
|
RU2749954C1 |
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| СПОСОБ НАНЕСЕНИЯ ХРОМОВОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2529602C2 |
| СПОСОБ ЛОКАЛЬНОГО ХРОМИРОВАНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2430197C1 |
| СПОСОБ ХРОМИРОВАНИЯ | 2002 |
|
RU2215830C1 |
| СПОСОБ ХРОМИРОВАНИЯ ПЛУНЖЕРОВ И ПЛУНЖЕРНЫХ ПАР И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2130514C1 |
| СПОСОБ ГАЛЬВАНО-МЕХАНИЧЕСКОГО ХРОМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2009 |
|
RU2400571C1 |
Изобретение относится к области гальванотехники, а именно к местному нанесению гальванического хромового покрытия на участках поверхностей изделий. Устройство для локального хромирования изделий содержит ванну для электролита со средствами для его подачи и слива и крышку. На крышке закреплены анод, нагревательный элемент, приспособление для перемешивания электролита, датчик температуры, блок управления и уловитель пара. Контур основания ванны выполнен конгруэнтно поверхности изделия. Технический результат: получение локальных хромированных участков заданной формы, площади и толщины на поверхности металлических изделий различной конфигурации и размеров с обеспечением процесса хромирования в автоматическом режиме. 5 з.п. ф-лы, 1 ил.
1. Устройство для локального хромирования изделий, состоящее из ванны для электролита, снабженной средствами для подачи и слива электролита, и крышки, на которой закреплен анод, отличающееся тем, что устройство снабжено нагревательным элементом, приспособлением для перемешивания электролита, датчиком температуры, блоком управления и уловителем пара, закрепленными на крышке, при этом основание ванны по контуру выполнено конгруэнтно поверхности изделия.
2. Устройство по п. 1, отличающееся тем, что форма анода конгруэнтна поверхности изделия.
3. Устройство по п. 1 или 2, отличающееся тем, что анод выполнен перфорированным.
4. Устройство по любому из указанных пунктов, отличающееся тем, что нагревательный элемент выполнен в виде спирали из инертного материала.
5. Устройство по любому из указанных пунктов, отличающееся тем, что ванна и крышка выполнены из инертного материала.
6. Устройство по любому из указанных пунктов, отличающееся тем, что содержит прижимное устройство и уплотнительный элемент.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ПАНЕЛИ | 2013 |
|
RU2544155C1 |
| СПОСОБ ПОДДЕРЖАНИЯ ТЕМПЕРАТУРЫ НАГРЕВАЕМЫХ ЭЛЕКТРОЛИТОВ ВАНН, РАБОТАЮЩИХ "ПОД ТОКОМ" | 2015 |
|
RU2599314C1 |
| Способ придания морозостойкости шлифовальным кругам на бакелитовой и силикатовой связках для резки материалов | 1951 |
|
SU93806A1 |
| СПОСОБ ЛОКАЛЬНОГО НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ОБРАЗЦЫ ТЕРМОЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ ЭЛЕКТРОЛИТИЧЕСКИМ МЕТОДОМ | 2009 |
|
RU2412285C1 |

